

伺服在药液杂质灯检机上的应用详解
电子说
描述
灯检机是一种为了保证人民的用药安全,杜绝发生用药事故而检测药物的制药机械,它是玻璃瓶液体灌装后的检验设备,灯检机由灯检箱、 灯检台、 灯检仪、电脑显示屏组成。本文主要详解伺服在药液杂质灯检机上的应用,首先跟随小编来了解一下灯检机检测范围、原理以及内容。
灯检机检测详解
检测范围
从行业方面来看,灯检机主要适用于制药、酒类、饮料等行业对产品的检验。从检测的瓶子类型来看,灯检机主要是对安瓿瓶、西林瓶、口服液、其他冻干产品的检测。
检测原理
根据机器视觉原理,采用摄像机拍摄生产线上药酒的序列图像,把图像传入计算机后,计算机通过软件算法判断该药液中是否含有可见异物杂质,若有,则发出指令,通过PLC控制把次品分拣出传送带,若为合格品则进入下一步工序。
检测内容
产品进瓶,检测瓶子瓶身是否有污点,检测封口是否不良或者其他因素造成的产品真空度不足现象,瓶子轧盖是否无胶塞或者塑盖等。可检瓶内异物:玻璃屑、纤维、毛发、黑块、白块、色块等不溶物,装量和静止异物
外观检测:顶部形状缺陷,比如拉丝拖尾、平头、斜头、碳化、瓶口裂纹、泡头等。
通过多重检测手段相互配合,可有效的排除异物及封口异常现象,有些制药厂家还会有不同的要求,也可根据这些不同要求增加灯检机的检测功能。
伺服在药液杂质灯检机上的应用
一、概述
液体杂质灯光检测机(即灯检机)是利用工业摄像机对已加工好的液体药品进行杂质检测与分拣的设备。灯检机在运行中要求摄像头与瓶盘同步运行且运行速度平稳,检测摄像头必须与检测瓶在运行过程中相对静止,以保证获取的图像信息清晰与准确。传统的检测设备使用凸轮曲线来完成一系列动作,工作效率低、检测准确率低、摄像机容易损坏。使用深圳步进科技的Kinco伺服系统来替代凸轮后,检测的速度、检出准确率及设备的性能均提高了一个档次。
二、设备工艺流程
1、系统上电后用于“踢瓶”的伺服电机与检测杂质伺服电机利用事先编写在驱动器内的原点定位程序自动执行回原点动作,踢瓶机构定位到踢瓶跟随点的位置。摄像机与光源定位到原点位置(即检测开始点的位置)。原点到达后杂质检测伺服电机发出开机指令给工控机,工控机开始初始化。
2、工控机初始化完成后,按预设的的主机速度开启主电机,伺服电机速度映射来自于主轴编码器采集来的速度并进行跟随。当检测瓶位置信号为高电平时,伺服电机带着摄像头与光源跟踪检测瓶做同步跟随运行,替代原有系统中的凸轮同步。
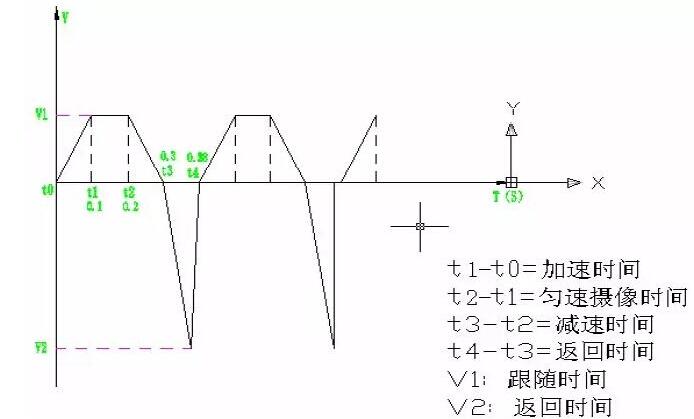
3、伺服电机跟随的角度为7度,即在0.1秒内完成摄像。必须在0.4秒内完成加速、匀速摄像、减速与返回原点四步动作。1 分钟完成150瓶药品的检测任务。工艺时间要求见图1。
4、拍摄完成后工控机立即对图片进行分析与处理,并记忆杂质的瓶位信息。当杂质瓶到达踢瓶机构位置时,工控机立即发出踢信号,由踢瓶伺服电机带着踢瓶机构同步跟踪杂质瓶并将杂质瓶拣出。
三、工艺曲线与功能
1、在加减速段与返回原点时需尽量减小伺服电机的冲击,Kinco伺服PID不可以调整过硬,以防止伺服电机在快速正/反转交替时产生的冲击损坏摄像机与光源。
2、伺服电机在匀速跟随段时,必须保证摄像机与瓶子保持相对静止,不许有超前与滞后的现象,不允许电机有速度扰动现象,以保证拍摄的照片图像清晰、信息准确。
3、工控机在下一瓶位信号到达前必须对所检测瓶子的图像进行分析与处理,如瓶内有杂质工控机则记忆杂质瓶的瓶位信息。
4、当杂质瓶到达踢瓶位置时,踢瓶伺服电机将杂质瓶拣出来放到不合格区。
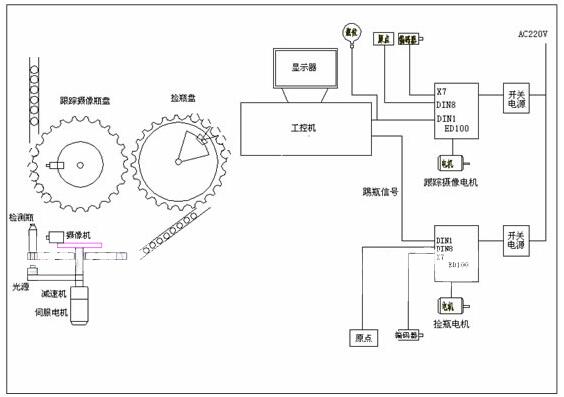
系统框架图如下:
四、设计要点
1、因检测伺服电机的跟随角度较小(检测的角度为7度,跟随时间为0.4秒),检测的频率很高(0.4秒完成跟随与返回的动作,即每分钟往返150次),故伺服电机在运行中必须严格按照运动曲线要求的时间运行,否则将会造成拍摄失败与跟随错误。
2、运动曲线运行时间段划分:伺服电机加速时间段:0-0.1秒;伺服电机匀速摄像时间段:0.1-0.2秒;伺服电机减速时间段:0.2-0.3秒;伺服电机返回原点时间段:0.3-0.38秒。Kinco伺服所具备低速时大扭据的特点从而保证系统要求的加速度。
3、因伺服电机在运行中加、减速度较高;正反转交替频率快。所以伺服电机的运行机械特性要软,否则会损坏安装在伺服电机上的摄像机和光源。这点可以通过动态修改Kinco伺服的PID实现,确保不同运动曲线段采用不同的PID参数,来保证不同曲线段分别对速度、刚性的要求。由于Kinco伺服具备强大通讯功能,可以非常方便的实现PID的动态调整。
五、总结
经运行调试,设备最高检测频率达160瓶/分钟,满足设计要求。在连续运行中伺服电机无累计误差拍摄的照片图像清晰;用于检测杂质瓶的伺服电机与用于拣出杂质瓶的伺服电机动作配合较好;检瓶与踢瓶的准确率达99%;检测杂质瓶的伺服电机在高速运行与快速度正反转交替时的冲击符合摄像机和光源的振动频率。
-
台达伺服系统在模切机上应用2009-06-15 2347
-
台达PLC与交流伺服器在经编机上的应用2009-06-17 1194
-
N型杂质/P型杂质,N型杂质/P型杂质是什么意思2010-03-04 14235
-
海为PLC在伺服摇摆试验机上的应用2017-10-06 701
-
MOTEC伺服在贴标机上的控制应用2017-10-11 1170
-
DMX512灯控台使用说明书详解2017-11-13 83837
-
PLC控制伺服系统步骤_西门子PLC控制的伺服控制系统详解2018-06-01 55315
-
什么是杂质半导体 杂质半导体有哪些种类及特征2018-10-23 40527
-
51单片机上实现的交通灯程序2020-07-15 11757
-
一文详解伺服压力机2021-07-09 5019
-
杂质度过滤机使用注意事项2021-08-27 771
-
伺服灯开关开源分享2022-11-24 530
-
药液转移器拉伸强度试验使用仪器2023-04-12 1234
-
半导体rca清洗都有什么药液2025-09-11 1317
全部0条评论

快来发表一下你的评论吧 !
