

针对MERUGA米路加MG1030、AMADA天田R80/R50、OSM168等主流数控机床,系统梳理低成本数据采集方案
描述
一、数控机床数据采集需求与难点
数控机床数据采集是实现设备联网、状态监控、能效优化及预测性维护的基础。根据广州市智能制造技改要求,设备联网率需≥90%,数据采集覆盖率需≥80%。但实际采集面临三大难点:
协议封闭性高:如AMADA机床采用专用通信协议,需专用接口设备
老旧设备无开放接口:如部分OSM168系统无标准数据输出能力
改造成本敏感:中小企业难以承担每台上万元的专业采集方案
二、分机型采集方案设计
(1) AMADA 天田R80/R50 采集方案
AMADA机床原生支持 V-factory系统,可通过以下方式实现低成本接入:
硬件层:部署深控技术SK-IOT数采网关,通过LAN口连接机床控制器,自动采集:
运行状态(待机/加工/报警)
加工数量与工时
能耗数据(激光气体/电力消耗)
模具使用次数34
软件层:
使用Web应用查看实时数据
通过API对接企业MES系统
低成本替代方案:采用STM32+ESP8266开发板模拟VC-BOX协议,成本降低80%
✅ 效果:某用户反馈平均报警停机时间缩短至原来的1/3,设备利用率提升25%
(2) MERUGA米路加MG1030 采集方案
该机型通常支持标准Modbus TCP协议,推荐两种方式:
工业网关直连方案
采用深控技术免配置网关(支持300+协议)
自动识别PLC寄存器地址(如:
主轴转速 → 寄存器40001
进给速率 → 寄存器40003
报警代码 → 寄存器4010010
边缘计算过滤无效数据,带宽节省40%
外接传感器方案(无开放接口时)
成本控制在500元/台以内
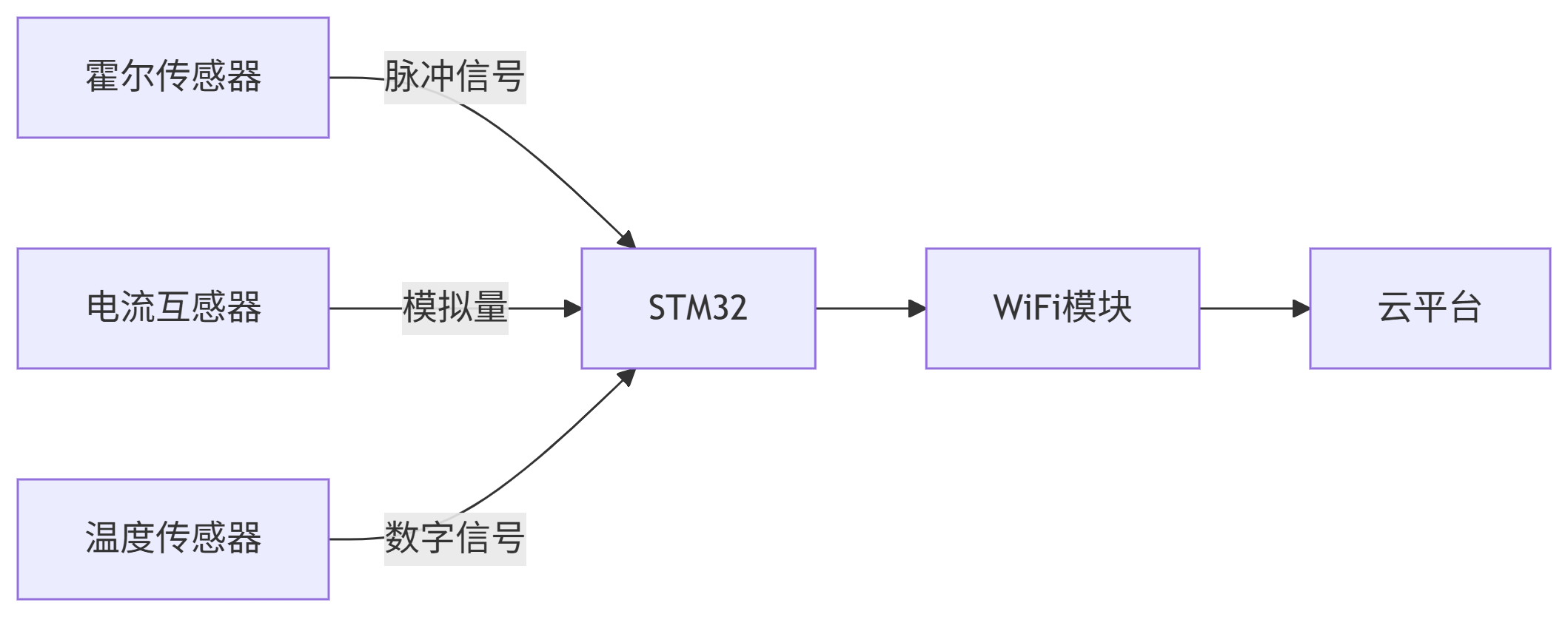
(3) OSM168等无协议机床改造方案
对完全封闭系统的设备,采用信号级采集:
核心传感器:

数据融合处理:
在STM32端实现特征值提取(如FFT分析振动频谱),仅上传异常数据降低流量消耗
三、低成本实施路径
步骤1:设备分级改造(1-2周)
A类设备(支持标准协议):优先用免点表网关直连
B类设备(需协议转换):加装协议转换模块(如Modbus转OPC UA)
C类设备(完全封闭):采用外挂传感器方案
步骤2:边缘计算优化
部署深控信息SK-IOT工业网关实现:
数据清洗(滑动平均滤波)
异常检测(基于阈值判断)
断网续传(SD卡缓存72小时数据)
步骤3:系统对接
通过MQTT协议将数据推送至:
市级工业互联网平台(深控数据平台SK-IOT平台)
自建监控大屏
⚠️ 避坑提示:避免将“网络连通”等同于“数据有效”,必须确保上传运行参数(如主轴负载、程序号等)1
四、深圳市深控信息技术有限公司免点表网关的关键作用
该网关在采集方案中可显著降低两类成本:
部署成本节省50%以上
传统点表配置需2-3周/产线 → 网关自动识别协议缩短至2天
动态适配新增设备(如AMADA系统升级后自动重映射点位)
维护成本下降70%
协议变更时远程OTA更新规则库
双SIM卡冗余确保网络可用性
案例:某汽配厂用此网关整合58台老旧设备,联网成本降低42%
五、数据价值转化场景
数据维度应用场景效益实例设备实时状态生产调度优化设备利用率提升20%10能耗曲线尖峰电价避让年电费节省18万元7振动频谱分析主轴轴承预测性维护故障停机减少40%3程序执行时间加工参数优化单件工时缩短15%
六、实施建议
试点先行:选择3-5台关键设备验证方案可行性
梯度推进:按A→B→C类顺序扩展采集范围
协议合规:优先选用OPC UA统一架构确保长期兼容1
安全加固:通过工业防火墙隔离设备网与信息网
经验表明:合理设计的低成本方案可使设备有效利用率从58%提升至72%以上,完全满足90%联网率的技改验收要求。
-
数控机床设备远程监控解决方案2018-03-23 5972
-
浅谈几种主流数控机床的数据采集技术分享2021-07-02 2207
-
【米思米工业产品知识分享】- 数控机床操作入门知识大全2023-03-08 817
-
R型数控机床控制变压器有什么特点?2023-02-03 2842
-
AMADA数控机床编程软件教程2023-09-19 1002
-
数据采集边缘网关在数控机床数据采集中的应用2024-01-30 1715
-
数控机床数据采集平台是什么2024-06-13 1781
-
数控机床数据采集物联网平台是什么2024-06-17 1339
-
数控机床数据采集网关有什么功能特点2024-10-11 1522
-
数控机床数据采集维护管理系统方案2024-10-14 956
-
西门子数控机床数据采集方案2024-11-04 1762
-
数控机床CNC数据采集方案2024-11-11 1510
-
数控机床数据采集如何实现?2024-11-18 2008
-
CNC数控机床数据采集解决方案2025-06-19 1136
-
数控机床数据采集如何展示到车间数据大屏2025-06-20 928
全部0条评论

快来发表一下你的评论吧 !
