

冲压PLC类设备的数据采集解决方案
描述
压设备数据采集痛点分析
冲压车间普遍存在设备品牌杂(金丰、协易、小松等)、PLC型号多(三菱FX/Q系列、西门子S7-1200等)、改造预算有限等难题:
信号采集难:压力/位置等关键参数需破解PLC寄存器
同步精度差:多机联动时时间戳误差>500ms
安全风险高:传统方案需停机接驳信号线
一、分层采集方案设计
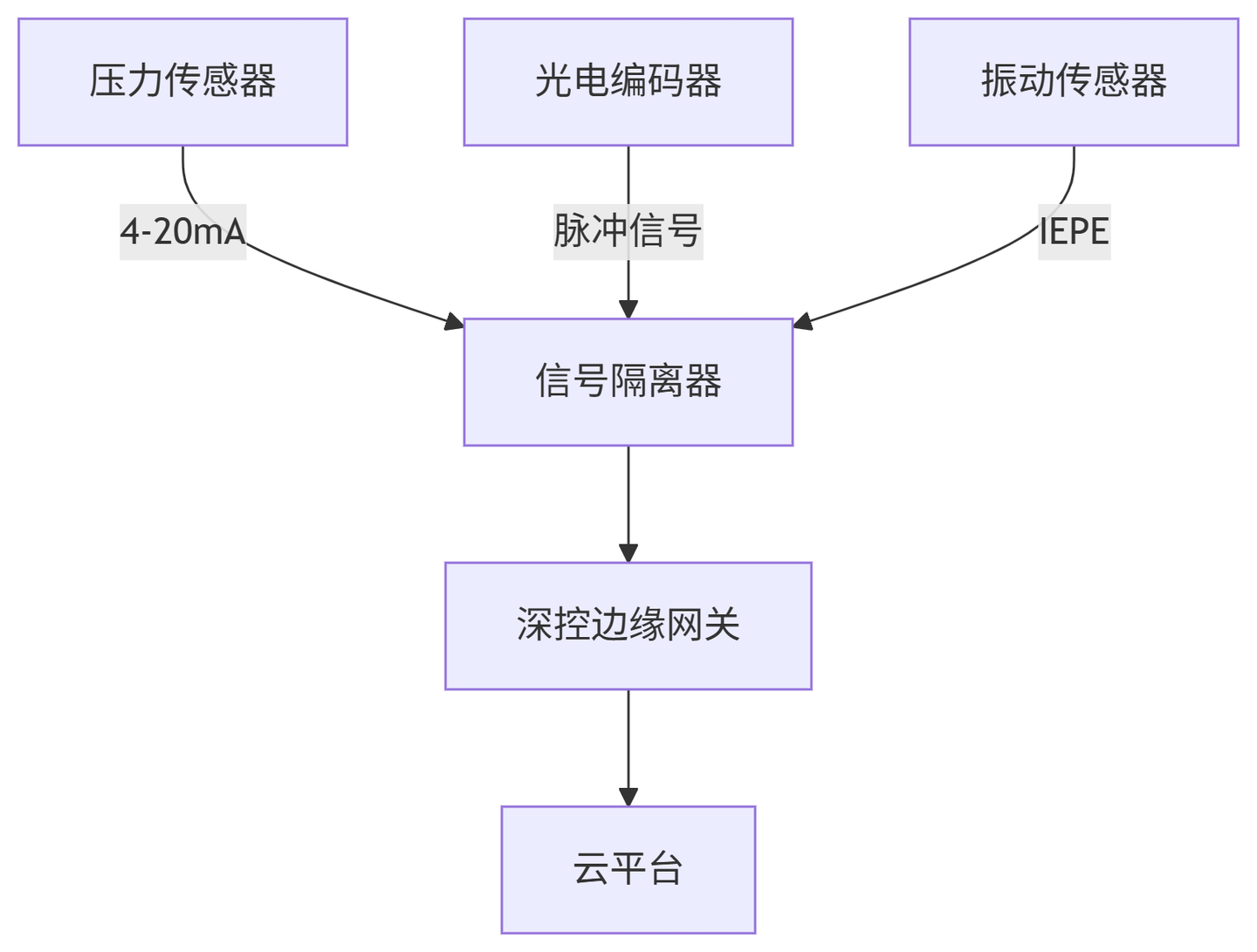
1. 设备层信号捕获
(1)标准PLC通讯方案
PLC品牌协议支持关键参数地址示例三菱FX系列MC Protocol压力值→D500,行程→D502西门子S7-1200S7Comm计数器→DB1.DBD10,状态→M8.0欧姆龙CP1EFINS/TCP模具号→DM100,节拍→CNT001
✅ 深控信息数采网关作用:
自动识别PLC型号并加载协议驱动,无需人工配置点表
动态压缩数据包(如仅变化时上传),流量节省60%
(2)无通讯口设备改造
成本控制:
自制信号调理电路(AD620+STM32)成本<200元/点
网关边缘计算实现特征提取(如峰值压力分析)
2. 时序同步优化
解决多机协同采集时延问题:
硬件级:采用PTP(精密时间协议)交换机,误差<1ms
软件级:
python
# 边缘网关时间同步伪代码
while True:
sync_time = get_ptp_time() # 从PTP主时钟获取时间
data_packet = read_plc_data()
data_packet.timestamp = sync_time # 打时间戳
publish_to_mqtt(data_packet)
3. 模具生命周期管理
通过双RFID实现模具全流程追踪:
安装识别:在模具底座安装无源RFID标签(如Mifare 1K)
冲次计数:
网关读取压力传感器峰值>阈值时触发计数
关联当前模具ID记录冲压次数
异常预警:
振动频谱分析→模具裂纹预警(FFT检测>5kHz高频分量)
审核编辑 黄宇
-
真空造粒机PLC数据采集解决方案2025-11-21 799
-
水泵智控数据采集解决方案2025-06-20 806
-
天拓四方工业产线设备数据采集解决方案2024-11-17 1182
-
PLC设备的数据采集上云解决方案2024-11-13 1329
-
PLC数据采集解决方案2024-10-31 1717
-
纺丝机PLC数据采集解决方案2024-10-24 1477
-
“不需要点表的工业网关”的 PLC 数据采集解决方案2024-10-14 1762
-
基于工业网关和云平台的工厂设备数据采集解决方案2024-07-19 1654
-
网关数据采集解决方案2024-03-08 1833
-
智慧工厂设备PLC数据采集解决方案2023-12-28 1484
-
PLC物联网解决方案:中水回用设备数据采集系统2023-06-14 2181
-
工业PLC数据采集解决方案2023-04-10 921
-
光洋PLC以太网通讯数据采集解决方案 相关资料推荐2021-07-02 2516
-
完整传感器数据采集解决方案简化工业数据采集系统设计2016-01-04 925
全部0条评论

快来发表一下你的评论吧 !
