

掺铥光纤激光器焊接透明聚合物
制造/封装
描述
因掺铒和掺铥光纤激光器的发射频谱范围为1.4-2.0μm,多年前它们已被广泛应用于医疗和航空领域。我们知道,许多聚合物在这些波长范围内吸收率较高,但最近验证,这一水平的吸收率可用于焊接一系列的半透明和全透明的聚合物,同时可以使焊缝在肉眼看来光学透明。
实验工作
最初的系列测试通过在不同厚度的常用高分子树脂上进行可控的焊接,然后鉴定出功率、光斑大小、作用时间。选取一定的光斑尺寸和平均功率,并且在衡量不同种类不同厚度的透明聚合物吸收性的期间,不会发生熔融。这种在波长为1540nm和1940nm下进行得静态作用试验,可以计算出其吸收率(见下表1)。
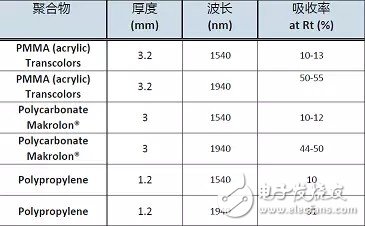
表1:波长为1540nm和1940nm时透明聚合物的吸收率
随着材料和掺铥激光束的作用时间增加,可以很清楚看到材料主体部分有一定深度的熔融。随着激光束和工件之间的相对运动,可控焊接的深度即取决于激光功率和位移速度。这一基本的关系几乎适用于所有焊接加工过程。当两层透明聚合物固定在一起,是有可能通过调节焊接速度而实现搭接焊的。图1显示的是一次穿透多层聚丙烯的光学透明焊接。
图1:穿透焊接多层聚丙烯
掺铥光纤激光器中的热量输入的比率得到严格控制,这使得输入接合面的热量也受到严格控制。进一步试验证明对接焊和搭接焊能形成光学透明的接合面,这种技术也可以应用于其他多种接合面结构,例如填角焊、道钉焊、点焊,同时还可用于卷边焊、端接焊、角焊和T形焊。实验同时显示多条焊道可以增加焊接深度和质量,多层聚合物薄膜同样可以使用单一或多焊道技术焊接。这种焊接工艺有许多优点,最重要的一点是,不需要材料改性或其他红外吸收层来增强聚合物对激光的吸收。
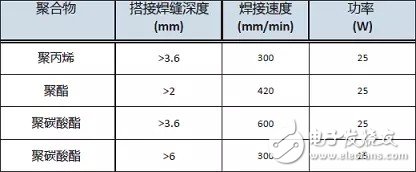
表2:预焊接速度数据
总结
实验所得结果验证了用于焊接透明聚合物的新型焊接技术,并再次肯定了光纤激光器技术取得快速的发展。
-
高功率光纤激光器2018-11-02 0
-
发射激光器的温度怎么控制?2019-08-07 0
-
灯泵铥激光器温度特性的实验研究2010-11-27 351
-
全光纤调Q掺铒光纤激光器的脉冲研究2010-11-27 441
-
常用光纤激光器简介2010-05-09 1781
-
纳秒脉冲激光器的特点与铒镱双掺全光纤双腔激光器的介绍2017-10-10 1361
-
光纤激光器频谱的仿真与优化2017-11-09 920
-
光纤激光器的特点2018-12-16 7101
-
光纤激光器的原理2018-12-17 37733
-
光纤激光器的寿命_光纤激光器结构2019-12-11 14211
-
大功率连续波掺镱光纤激光器热相关瞬态响应的理论与实验研究2020-07-27 885
-
光纤激光器的工作原理2021-08-10 17633
-
什么是光纤激光器?光纤激光器功率的关键技术介绍2023-06-20 1600
-
光纤激光器的原理是实现粒子数反转吗2023-12-19 1252
-
脉冲掺饵光纤激光器产品手册2024-01-23 221
全部0条评论

快来发表一下你的评论吧 !
