

什么是波峰焊?波峰焊工艺技术介绍
电子说
描述
波峰焊这一电子设备大家应该见得挺多了,那么关于它你知道多少呢?它的工艺流程是怎样的呢?本文就来为你揭晓关于波峰焊在日常所见之外的一些知识。
波峰焊
峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫"波峰焊",其主要材料是焊锡条。
波峰焊发展简述
波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂→ 预热(温度90-100℃,长度1-1.2m) → 波峰焊(220-240℃)冷却 → 切除多余插件脚 → 检查。
回流焊工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。以前的是采用锡铅合金,但是铅是重金属对人体有很大的伤害。于是促生了无铅工艺,采用*锡银铜合金*和特殊的助焊剂,且焊接温度的要求更高的预热温度。
在大多数不需要小型化和大功率的产品上仍然在使用穿孔(TH)或混和技术线路板,比如电视机、家庭音像设备以及数字机顶盒等,仍然都在用穿孔元件,因此需要用到波峰焊。从工艺角度上看,波峰焊机器只能提供很少一点最基本的设备运行参数调整。
波峰焊工艺过程
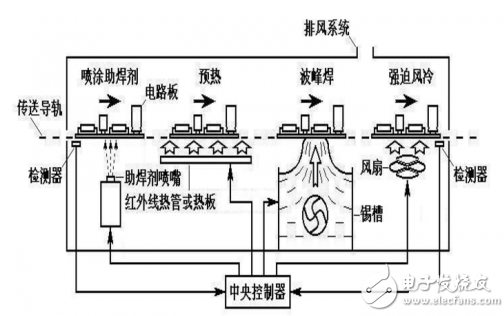
线路板通过传送带进入波峰焊机以后,会经过某个形式的助焊剂涂敷装置,在这里助焊剂利用波峰、发泡或喷射的方法涂敷到线路板上。由于大多数助焊剂在焊接时必须要达到并保持一个活化温度来保证焊点的完全浸润,因此线路板在进入波峰槽前要先经过一个预热区。助焊剂涂敷之后的预热可以逐渐提升PCB的温度并使助焊剂活化,这个过程还能减小组装件进入波峰时产生的热冲击。它还可以用来蒸发掉所有可能吸收的潮气或稀释助焊剂的载体溶剂,如果这些东西不被去除的话,它们会在过波峰时沸腾并造成焊锡溅射,或者产生蒸汽留在焊锡里面形成中空的焊点或砂眼。另外,由于双面板和多层板的热容量较大,因此它们比单面板需要更高的预热温度。
目前波峰焊机基本上采用热辐射方式进行预热,最常用的波峰焊预热方法有强制热风对流、电热板对流、电热棒加热及红外加热等。在这些方法中,强制热风对流通常被认为是大多数工艺里波峰焊机最有效的热量传递方法。在预热之后,线路板用单波(λ波)或双波(扰流波和λ波)方式进行焊接。对穿孔式元件来讲单波就足够了,线路板进入波峰时,焊锡流动的方向和板子的行进方向相反,可在元件引脚周围产生涡流。这就象是一种洗刷,将上面所有助焊剂和氧化膜的残余物去除,在焊点到达浸润温度时形成浸润。
对于混和技术组装件,一般在λ波前还采用了扰流波。这种波比较窄,扰动时带有较高的垂直压力,可使焊锡很好地渗入到安放紧凑的引脚和表面安装元件(SMD)焊盘之间,然后用λ波完成焊点的成形。在对未来的设备和供应商作任何评定之前,需要确定用波峰进行焊接的板子的所有技术规格,因为这些可以决定所需机器的性能。
几种典型工艺流程
A1.1 单机式波峰焊工艺流程
a.元器件引线成型一印制板贴阻焊胶带(视需要)———插装元器件———印制板装入焊机夹具———涂覆助焊剂———预热———波峰焊———冷却———取下印制板———撕掉阻焊胶带—二—检验———辛L焊———清洗———检验———放入专用运输箱;
b.印制板贴阻焊胶带———装入模板———插装元器件———吸塑———切脚———从模板上取下印制板———印制板装焊机夹具———涂覆助焊剂———预热———波峰焊(精焊平波和冲击波)———冷却———取下印制板———撕掉吸塑薄膜和阻焊胶带———检验———补焊———清洗——检验———放入专用运输箱。
A1.2 联机式波峰焊工艺流程
将印制板装在焊机的夹具上———人工插装元器件———涂覆助焊剂———预热———浸焊———冷去口———切脚———刷切脚屑———喷涂助焊剂———预热———波峰焊(精焊平波和冲击波)———冷却———清洗———印制板脱离焊机—一检验———补焊———清洗———检验———放入专用运输箱。
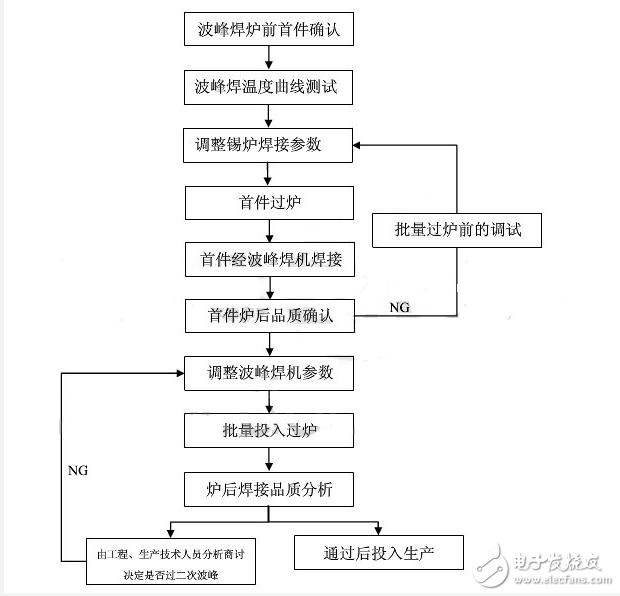
波峰焊工艺流程图
波峰焊工艺之炉温与时间控制
波峰焊接停留时间是PCB上某个焊点从接触波面到离开波面的时间。停留/焊接时间的计算方式是﹕停留/焊接时间=波宽/速度。对于不同的波峰焊机,由于其波面的宽窄不同,必须调节印制板的传送速度,使焊接时间大于2.5秒,般可参考下面关系曲线。在实际生产中,往往只能评价焊点的外观质量及疵点率,其焊接强度、导电性能如何就不得而知了,“虚焊”由此而来。根据笃诚、车兆华《SMT波峰焊接的工艺研究》,在焊接过程中,焊点金相组织变化经过了以下三个阶段的变化:
(1)合金层未完整生成,仅是种半附着性结合,强度很低,导电性差;
(2)合金层完整生成, 焊点强度高,电导性好;
(3)合金层聚集、粗化,脆性相生成,强度降低,导电性下降。在实际生产中,我们发现,设定不同的锡锅温度及焊接时间,并没定适合的倾斜角,有焊点饱满、变簿,再焊点饱满且搭焊点增多直“拉”的现象,因此必须控制在当产生较多搭焊利拉时,将工艺条件下调搭焊较少且拉,“虚焊”才能大限度的控制。另外,该现象除可用金相结构来解释外,还与“润湿力”的变化及焊料在不同温度下的“流动性”有关。
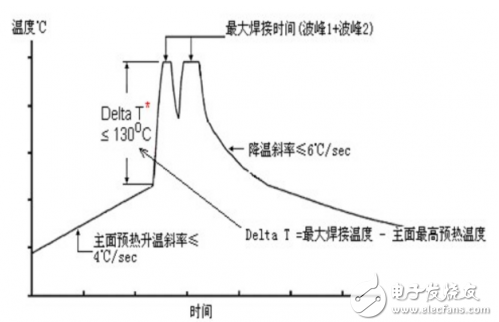
波峰焊温度曲线图解
波峰焊各区域温度与持续时间同样是由设备各区温度设定、熔融焊料温度与传送带的运行速度来决定的。波峰焊温度曲线仍然需要通过测试手段确定,其基本过程也与回流曲线测定类似。由于PcB的正面(面,Top—orBoard)般贴装密集,因此温度曲线可只检测面温度。测试时,先确定传送带速度,然后记录试验板面少三个点的温度。反复调整加热器温度值使各点温度达到设定的曲线要求,后再进行实装测试并进行必要的调整。在编制工艺文件时,除了记录加热温度曲线设定外,一般还要记录焊剂及其徐布工艺参数(泡沫高度、喷射角度、压力、密度控制要求以及焊剂情理等),焊料波参数、焊料捡测和撤渣要求等,这些都是波峰焊的主要工艺参数。
波峰焊接时间和炉温的控制直接关系到波峰焊接后的产品焊接质量,对于这两个工艺参数波峰焊操作技术人员必须要熟练的掌握。
通过波峰焊的结构图了解也能对波峰焊的温度曲线控制起到定的辅助作用,下面为波峰焊结构图
波峰焊工艺之操作步骤
1.焊接前准备
a. 检查待焊PCB(该PCB已经过涂敷贴片胶、SMC/SMD贴片、胶固化并完成THC插装工序)后附元器件插孔的焊接面以及金手指等部位是否涂好阻焊剂或用耐高温粘带贴住,以防波后插孔被焊料堵塞。如有较大尺寸的槽和孔也应用耐高温粘带贴住,以防波峰焊时焊锡流到PCB的上表面。
b. 将助焊剂接到喷雾器的软管上。
2.开炉
a. 打开波峰焊机和排风机电源。
b. 根据PCB宽度调整波峰焊机传送带(或夹具)的宽度。
3.设置参数
助焊剂流量:根据助焊剂接触PCB底面的情况确定。使助焊剂均匀地涂覆到PCB的底面。 还可以从PCB上的通孔处观察,应有少量的助焊剂从通孔中向上渗透到通孔面的焊盘上,但不要渗透到组件体上。
波峰焊工艺之质量控制要求
1.严格制度:填写操作记录,每2小时记录次温度等焊接参数。定时或对每块印制板进行焊后质量检查,发现焊接质量问题,及时调整参数,采取措施。
2.定期检查:根据波峰焊机的开机工作时间,定期检测焊料锅内焊料的铅锡比例和杂质含量如果锡的含量低于限时,可添加些锡,如杂质含量超标,应进行换锡处理。
3.保养制度:经常清理波喷嘴和焊料锅表面的氧化物等残渣。
波峰焊工艺之常见不良分析
1、残留多造成线路板子脏
⒈)FLUX固含量高,不挥发物太多。
⒉)焊接前未预热或预热温度过低(浸焊时,时间太短)。
⒊)走板速度太快(FLUX未能充分挥发)。
⒋)锡炉温度不够。
⒌)锡炉中杂质太多或锡的度数低。
⒍)加了防氧化剂或防氧化油造成的。
⒎)助焊剂涂布太多。
⒏)PCB上扦座或开放性元件太多,没有上预热。
⒐)元件脚和板孔不成比例(孔太大)使助焊剂上升。
⒑)PCB本身有预涂松香。
⒒)在搪锡工艺中,FLUX润湿性过强。
12.)PCB工艺问题,过孔太少,造成FLUX挥发不畅。
⒔)手浸时PCB入锡液角度不对。
14.)FLUX使用过程中,较长时间未添加稀释剂。
2、着火
⒈)助焊剂闪点太低未加阻燃剂。
2.)没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
⒊)风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
⒋)PCB上胶条太多,把胶条引燃了。
⒌)PCB上助焊剂太多,往下滴到加热管上。
⒍)走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度
⒎)预热温度太高。
⒏)工艺问题(PCB板材不好,发热管与PCB距离太近)。
3、腐蚀(元器件发绿,焊点发黑)
⒈)铜与FLUX起化学反应,形成绿色的铜的化合物。
⒉)铅锡与FLUX起化学反应,形成黑色的铅锡的化合物。
⒊)预热不充分(预热温度低,走板速度快)造成FLUX残留多,
4.)残留物发生吸水现象,(水溶物电导率未达标)
5.)用了需要清洗的FLUX,焊完后未清洗或未及时清洗。
6)FLUX活性太强。
7)电子元器件与FLUX中活性物质反应。
4、漏电(缘性不好)
⒈)FLUX在板上成离子残留;或FLUX残留吸水,吸水导电。
⒉)PCB设计不合理,布线太近等。
⒊)PCB阻焊膜质量不好,容易导电。
5、漏焊,虚焊,连焊
⒈)FLUX活性不够。
⒉)FLUX的润湿性不够。
⒊)FLUX涂布的量太少。
⒋)FLUX涂布的不均匀。
⒌)PCB区域性涂不上FLUX。
⒍)PCB区域性没有沾锡。
⒎)部分焊盘或焊脚氧化严重。
⒏)PCB布线不合理(元零件分布不合理)。
⒐)走板方向不对,锡虚预热不够。
⒑)锡含量不够,或铜超标;[杂质超标造成锡液熔点(液相线)升高]
⒒)发泡管堵塞,发泡不均匀,造成FLUX在PCB上涂布不均匀。
⒓风刀设置不合理(FLUX未吹匀)。
⒔走板速度和预热配合不好。
⒕手浸锡时操作方法不当。
⒖链条倾角不合理。
⒗ 波不平。
6、焊点太亮或焊点不亮
⒈FLUX的问题:A 。可通过改变其中添加剂改变(FLUX选型问题);B. FLUX微腐蚀。
⒉ 锡不好(如:锡含量太低等)。
7、短路
1)。锡液造成短路:
A、发生了连焊但未检出。
B、锡液未达到正常工作温度,焊点间有“锡丝”搭桥。
C、焊点间有细微锡珠搭桥。
D、发生了连焊即架桥。
2).FLUX的问题:
A、FLUX的活性低,润湿性差,造成焊点间连锡。
B、FLUX的阻抗不够,造成焊点间通短。
3).PCB的问题:如:PCB本身阻焊膜脱落造成短路
8、烟大,味大
⒈FLUX本身的问题
A、树脂:如果用普通树脂烟气较大
B、溶剂:这里指FLUX所用溶剂的气味或刺激性气味可能较大
C、活化剂:烟雾大、且有刺激性气味
⒉排风系统不完善、飞溅、锡珠:
1、助焊剂
A、FLUX中的水含量较大(或超标)
B、FLUX中有高沸点成份(经预热后未能充分挥发)
2、工 艺
A、预热温度低(FLUX溶剂未完全挥发)
B、走板速度快未达到预热效果
C、链条倾角不好,锡液与PCB间有气泡,气泡爆裂后产生锡珠
D、FLUX涂布的量太大(没有风刀或风刀不好)
E、手浸锡时操作方法不当
9、工作环境潮湿
1、PCB板的问题
A、板面潮湿,未经完全预热,或有水分产生
B、PCB跑气的孔设计不合理,造成PCB与锡液间窝气
C、PCB设计不合理,零件脚太密集造成窝气
D、PCB贯穿孔不良
11、上锡不好,焊点不饱满
⒈FLUX的润湿性差
⒉FLUX的活性较弱
⒊润湿或活化的温度较低、泛围过小
⒋使用的是双波工艺,次过锡时FLUX中的有效分已完全挥发
⒌预热温度过高,使活化剂提前激发活性,待过锡波时已没活性,或活性已很弱;
⒍走板速度过慢,使预热温度过高 “_
⒎FLUX涂布的不均匀。
⒏焊盘,元器件脚氧化严重,造成吃锡不良 _
⒐FLUX涂布太少;未能使PCB焊盘及元件脚完全浸润
10.PCB设计不合理;造成元器件在PCB上的排布不合理,影响了部分元器件的上锡
12、FLUX发泡不好
1)FLUX的选型不对
2)发泡管孔过大(般来讲免洗FLUX的发泡管管孔较小,树脂FLUX的发泡管孔较大)
3)发泡槽的发泡区域过大
4)气泵气压太低
5)发泡管有管孔漏气或堵塞气孔的状况,造成发泡不均匀
6) 稀释剂添加过
13.发泡太多
1)气压太高
2)发泡区域太小
3)助焊槽中FLUX添加过多
4)未及时添加稀释剂,造成FLUX浓度过高
14、FLUX变色
(有些透明的FLUX中添加了少许感光型添加剂,此类添加剂遇光后变色,但不影响FLUX的焊接效果及性能;M.脱落、剥离或起泡)
1)80%以上的原因是PCB制造过程中出的问题 _
A、清洗不干净
B、劣质阻焊膜、
C、PCB板材与阻焊膜不匹配
D、钻孔中有脏东西进入阻焊膜
E、热风整平时过锡次数太多
2)FLUX中的些添加剂能够破坏阻焊膜
3)锡液温度或预热温度过高 _
4)焊接时次数过多
5 )手浸锡操作时,PCB在锡液表面停留时间过长
15、高频下电信号改变
1)FLUX的缘电阻低,缘性不好
2)残留不均匀,缘电阻分布不均匀,在电路上能够形成电容或电阻。
3)FLUX的水萃取率不合格
4)以上问题用于清洗工艺时可能不会发生(或通过清洗可解决此状况)
总结
关于波峰焊工艺的种种并不是一篇文章所能概括出的,关于波峰焊工艺的一些基本介绍就到这里了,如有不足,还望海涵。
-
[推荐]波峰焊接技术 波峰焊接故障分析 波峰焊接工艺参数2009-11-17 0
-
波峰焊工艺常见问题2017-06-16 0
-
分享一下波峰焊与通孔回流焊的区别2023-04-21 0
-
波峰焊工艺控制虚焊2009-10-10 1347
-
波峰焊原理和工艺流程_回流焊和波峰焊的区别2017-12-20 15268
-
波峰焊连锡的原因是什么_如何减少波峰焊连锡2018-05-04 32212
-
波峰焊原理_波峰焊温度2019-04-29 8191
-
波峰焊和回流焊顺序2019-04-29 2584
-
一文知道波峰焊焊接工艺调试技巧2019-10-01 4534
-
波峰焊工艺有哪些参数可进行调试 有什么经验技巧2020-04-05 8598
-
波峰焊有哪些优势2021-04-22 1233
-
日东波峰焊技术发展与设备特点全解析2022-10-27 2362
-
DFN和波峰焊2023-02-09 1625
-
波峰焊工艺流程以及优点2023-03-27 2399
-
什么是波峰焊?波峰焊接缺陷原因分析及对策2024-01-15 1107
全部0条评论

快来发表一下你的评论吧 !
