

摇摆式蒸汽机的结构是怎样的?工作原理又是什么?
电子说
描述
这种蒸汽机的制造十分简单而使用可靠。其结构如图264所示。
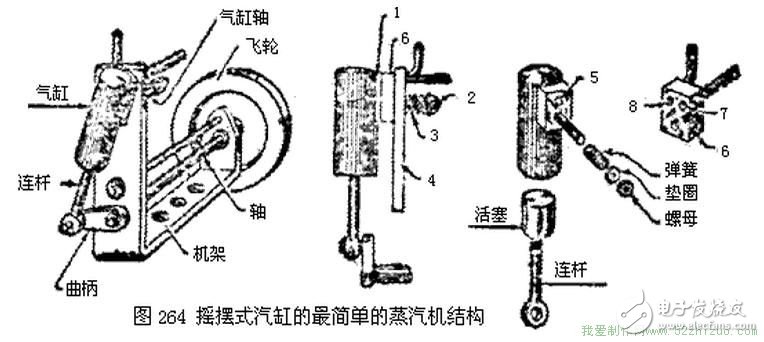
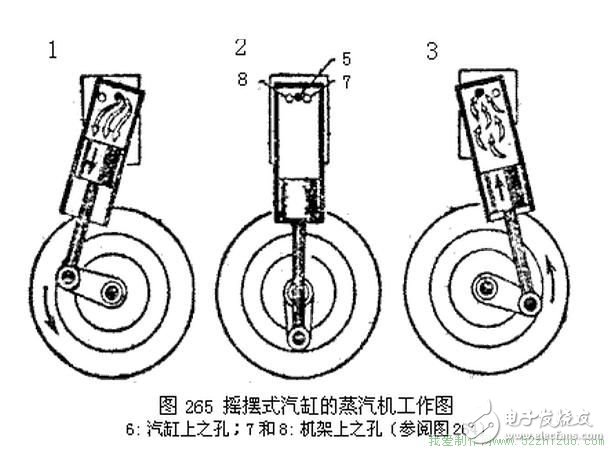
在汽缸上面焊有一块短的平板1,其上垂直于汽缸纵向中心线装有轴2。在蒸汽机工作时汽缸绕该轴作摆动。轴2装入机架4上的孔内。焊在汽缸上的平板被小弹簧3紧压在机架平面上,弹簧套在轴上并用螺母调节。在汽缸上部和在平板1上高于轴2处开有孔5,而在固定机架上或焊在机架上的专门平板6上开有另外两个孔7和8。孔7与孔8的位置能使得当曲柄处于极左端位置时,汽缸上的孔5与和蒸汽管及锅炉相连的右孔7贯通。此时蒸汽进入汽缸,就能带动飞轮的轴开始旋转(图265,1)。当活塞靠近下死点(图265,2)以及蒸汽停止进入汽缸时,飞轮则继续旋转,使汽缸移位越过死点。当汽缸上孔5接近左(排汽)孔8时。在曲柄位于右极端位置(图265,3)的瞬间进行排汽。排汽经孔8继续进行到活塞升到上死点为止,然后以同样的程序重复蒸汽机的整个工作循环:汽缸自右孔7获得一部份蒸汽,而废汽由左孔8排出。这种蒸汽机是单作用的蒸汽机,因为蒸汽只在活塞的一侧进汽。
在制造这种蒸汽机时必须特别注意孔5、7和8的位置,并注意使摇摆式汽缸和机架的接触平面与汽缸的摆动平面平行,且互相很好地研磨。
汽缸可以用黄铜或青铜棒料车制成,或者用内表面平滑的管子制作,活塞按照汽缸直径加上少量的加工余量来车制,然后研磨,活塞最好做成空心的,以减轻其重量,并且与整根金属棒做成的连杆同时车制。软的机器钢、青铜、黄铜和硬铝都可作为活塞的制造材料。
在连杆下端做出一粗大部分,从其相对的两面用锉刀锉出两个平面。在这两个平面上钻一个贯通孔,孔之大小应与曲柄销直径相适应。活塞与安装在车床上的汽缸用混有润滑油的细金刚砂来研磨。为此,活塞的粗大部分用手虎钳夹紧,并将活塞顺着回转的汽缸均匀地向前后作移动。这样的研磨应延续10—15分钟,检查研磨精密性的方法如下:用煤油或汽油清洗汽缸和活塞,将活塞装入汽缸(到底),然后将活塞拉到汽缸边缘再松手放下。精密研磨的活塞拉出后,汽缸内应形成真空,所以如果活塞自己能回进去,则说明空气没有从汽缸壁和活塞之间通过。
若用管子来制造汽缸时,应在管子的一端焊上一个白铁盖。如果汽缸用整根铁棒制造时,则铁棒应首先照汽缸外径车削并用细金刚砂纸打光。然后汽缸用夹紧在车床后顶针上的钻头钻孔,钻到需要的深度为止。钻头应比汽缸的内径细0.2公厘,然后用圆柱形铰刀代替钻头以修平汽缸的内表面。平板1(图264)用手锉刀锉平。并在与汽缸相连接的平面上需切出一条半圆形的纵向槽以便与汽缸连接。在平扳1的中央钻一螺线孔,孔内拧进充作汽缸轴的螺柱(两面带螺纹)。螺柱不应摇动,并且须垂直于平板。然后,须用铁丝将平板固紧在汽缸上,并用手虎钳将汽缸夹紧后,用焊料将平扳焊在汽缸上。两零件应很好地加热,使焊料在其中间渗透,并在整个接触面上将其焊牢。然后可以进行孔5的划线工作(图264),并通过平板和汽缸壁钻出此孔。孔边缘处的毛刺应仔细地予以清除。
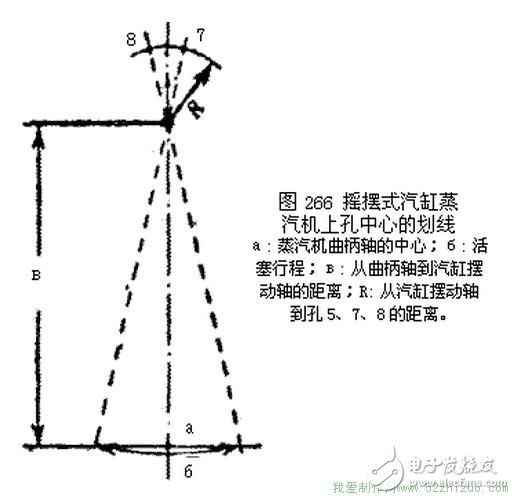
机架可用3公厘厚的铁条或黄铜条弯成。在和汽缸摆动平面接触的平扳6的表面上,用冲子打上汽缸轴孔的中心记号。以此为中心,以汽缸轴和孔5中心(在平板1上)间的距离作半径,画一弧线,在此弧线上应开两个孔---进汽孔和排汽孔。为了确定在弧线上此两孔间的距离,须在选定汽缸轴到曲柄轴的距离以及活塞行程(图266)之后,绘制蒸汽机图。划线后用直径等于孔5(田264)直径的钻头钻这些孔。
最后一进重要工序是在机架上钻两个装曲柄轴的孔。在机架成直角折曲的两端间应紧紧地插入一根木条,钻上一个孔后,倒转机架再钻另一孔。标出这些孔的中心时应使曲轴平行于汽缸的摆动轴心。为了将机器固定于基座上,在机架的水平部分钻两个埋头孔,以便拧入木螺丝。曲柄用直径为3-4公厘的钢棒弯成,并且应使曲柄轴中心线到曲柄销中心线的距离等于1/2活塞行程,并使两中心线互相平行。
飞轮可以用钢料在车床上车制成或用铅铸造成;飞轮的尺寸要选择最大的,但需安置方便。
蒸汽机应按下列程序装配。首先将曲柄轴装入机架内,并且用一块木头垫在下面,将飞轮套在曲柄轴上用锤子轻轻的敲进去。然后将连杆(活塞杆)套在已装入汽缸内的活塞的销子上。汽缸摆动轴装入机架孔内,然后将钢丝弹簧套在轴上,并用螺母加以固紧。此后,须转动飞轮,看平板1有否与平板6脱开。在汽缸摆动时须使接触面没有间 隙。如果平板1和平板6的平面研磨得不好,则应立即消除这一缺陷。最后可以将进汽管和排汽管焊在机架上;并进行蒸汽机的磨车。
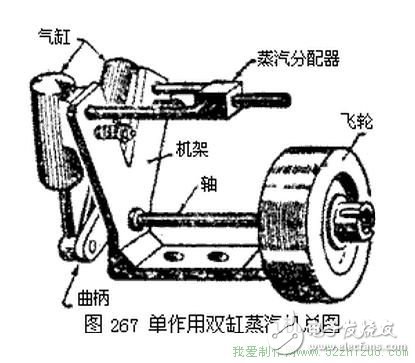
像这种结构的蒸汽机不但可以制造单缸的,而且还可以制造双缸的,其功率将大一倍。
所有零件(除少数零件以外)的结构与原来的相同,而机器将为V字形。单作用双缸蒸汽机的外形如图267所示。制造这种蒸汽机用的锅炉时,应考虑到两倍大的蒸汽发生量。
摆动式汽缸的双作用双缸蒸汽机
汽缸尺寸和单作用蒸汽机相同的双作用蒸汽机其功率增加一倍。图268所示的为此种蒸汽机的外形。蒸汽机按下列方法制造。
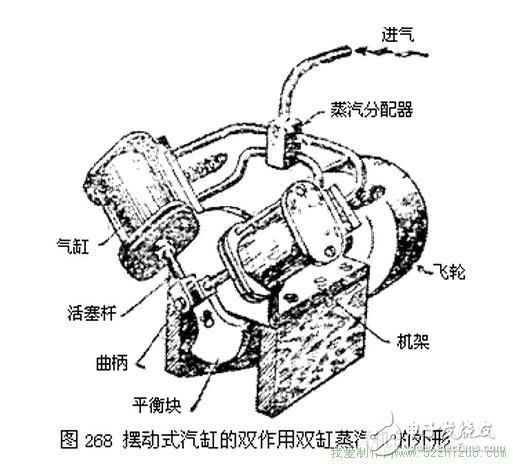
两端封闭的汽缸(图269)上下有两个进汽孔。在此两孔中心之间的中央装有一根轴,汽缸即绕此轴摆动。

与每个汽缸相接触的机架平面上各有四个孔:两个进汽孔和两个排汽孔。当汽缸上端的孔与机架的排汽孔相重合时,蒸汽由汽缸下端的孔进入汽缸。而当汽缸下端的孔与机架的排汽孔相重合时,蒸汽由汽缸上端的孔进入汽缸。这种蒸汽机的活塞在曲柄轴转一转的时间内,完成两个工作行程。
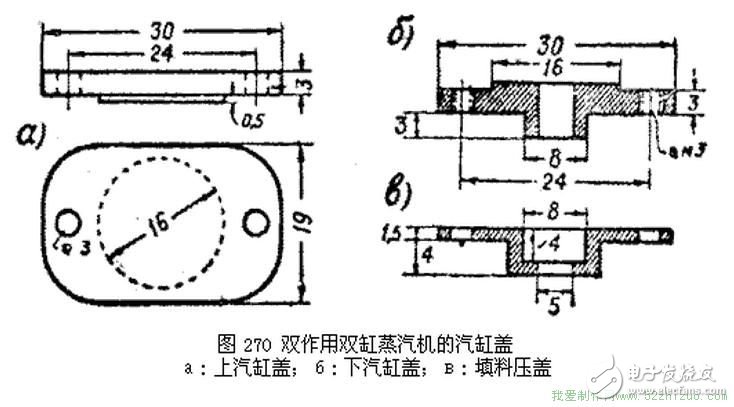
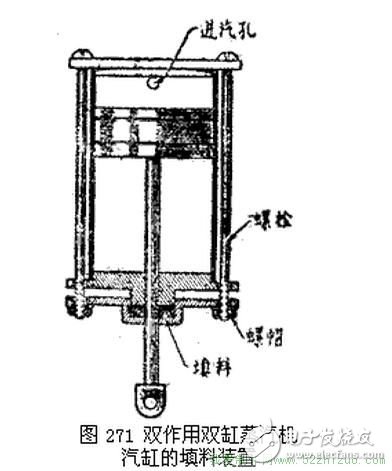
这种蒸汽机的制造程序以船长为1--2公尺的船模用的蒸汽机作例子来说明。蒸汽机的汽缸用黄铜管或钢管制作,研磨后的汽缸内径应等16公厘,高29公厘。当汽缸摆动时,焊在汽缸上的2.5公厘厚的矩形钢质平板与机架平面相接触。平板在焊接前按下列方法研磨和划线:从汽缸摆动轴孔的中心画两个半径等于11公厘的圆弧,在圆弧上板宽的中央处定出两个进汽孔的和排汽孔的中心。在中间的摆动轴孔内插入一个直径为5公厘长度为20公厘的螺栓;然后,两块平板各自焊在所属的汽缸上,并在平板上穿透汽缸钻两个直径为2.5公厘的进汽孔和排汽孔。每块平板的平面应精确地平行于汽缸壁。汽缸里面在钻孔后要清除毛刺并研磨。两汽缸的上下两端都用盖封闭(图270,а和б),并且在下面,应开有活塞杆孔,安上第二个盖(图270,в),作为消除漏汽用的填料。汽缸盖首先车成圆形,然后用锉刀按图270上所示尺度的形状加工。汽缸盖应像图271上所示,用直径3公厘长40--42公厘的螺栓拉紧。汽缸盖的凸部应紧嵌在汽缸内。在汽缸盖(图270,б)上为了安装螺栓应切有螺纹,借此将汽缸盖б缔紧在汽缸盖а上。
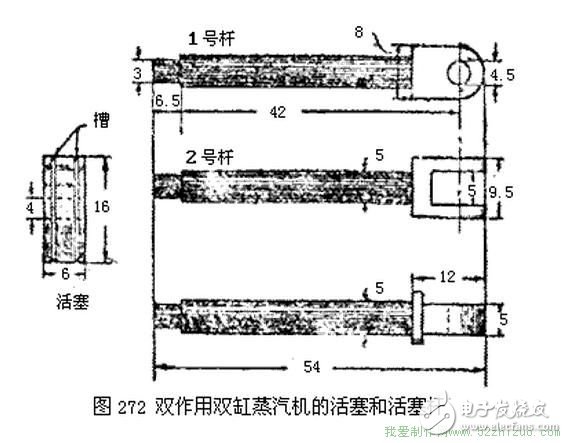
活塞和活塞杆的图见图272所示。活塞上所开的环形槽是滑油槽,当蒸汽机工作时,滑油一点点地填满油槽,并保证所需的润滑。为了能用铆接活塞杆端头的方法将活塞杆固定在活塞上,在活塞杆的上端车制出一连接端;为此,活塞内孔的一面应铰出埋头形状,即扩成圆锥孔。在铆活塞杆端头时,为了避免活塞产生偏斜,应在各处均匀地进行顶锻。应该记住;活塞杆之另一端是分叉的(叉形),与另一根活塞杆的一端相连接。二端连接后一起套在曲柄销上(见图268)
曲柄轴(图273)由两部分组成:带有曲柄臂和平衡块的轴以及压入曲柄臂孔内的曲柄销。
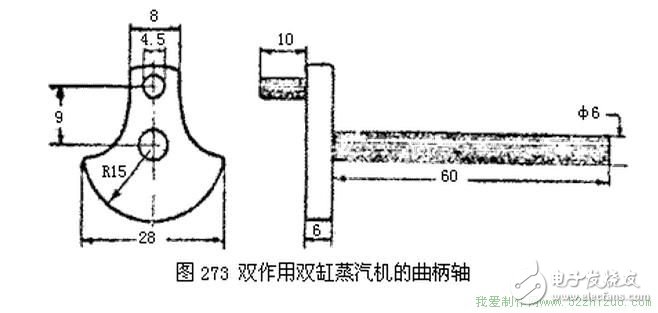
直径为45--50公厘的飞轮紧紧地套在曲柄轴上,并用螺栓固紧。
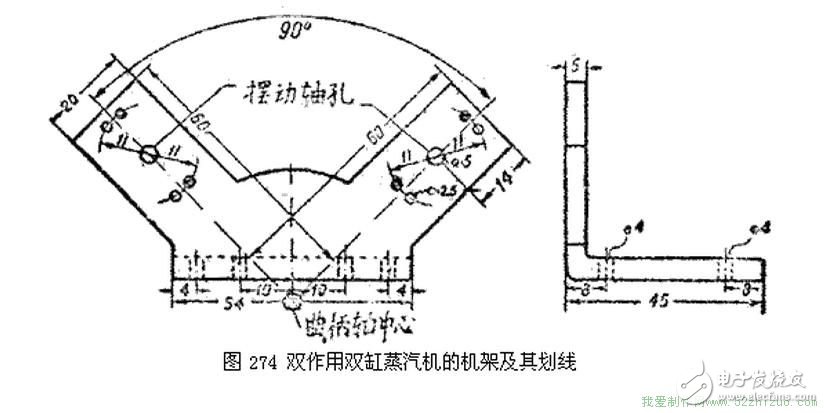
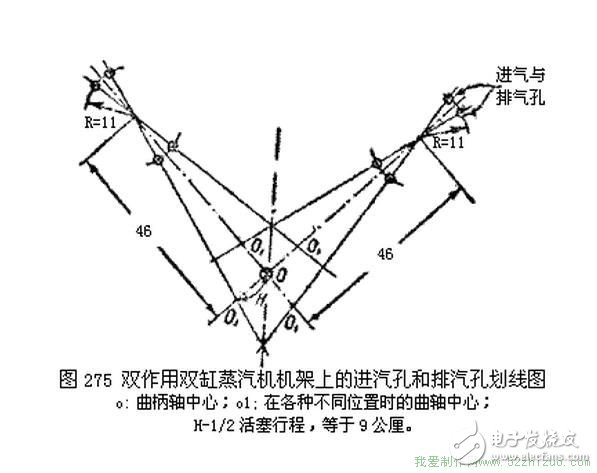
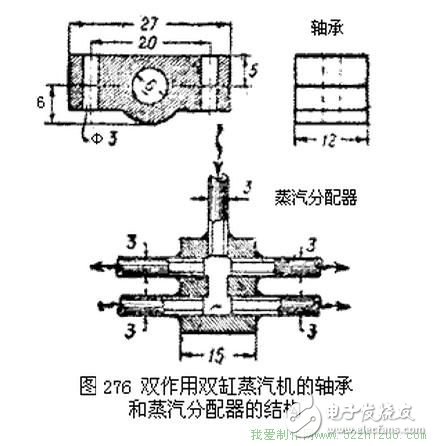
机架用3--4公厘厚的黄铜板切割制成,并弯成直角,如图274所示,然后将其研磨,并在其上用划线盘划出摆动轴的孔。画出我们所知道的图(图 275)以后,根据该图确定进汽孔和排汽孔的中心,并用冲子冲孔。汽缸上进汽孔和排气孔的直径为2.5公厘。这些孔应准确地与机架上的孔重合,在蒸汽导管焊到机架上之前必须进行检查。在机架的下面部分,为了固紧轴承钻有4个直径为4公厘孔及4个同样直径的木螺丝孔。图276上所示的是用青铜或黄铜制作的轴承。制作轴承首先应按其外形锯出,然后将其锯成两部分,而轴承的接触平面应用锉刀锉平;此后两部分用螺栓连接,并在其上钻一个曲柄轴孔。
蒸汽分配器(图276)用尺寸为15×8×8公厘的黄铜棒制作。在黄铜棒上钻3个直径为3公厘的孔,孔内焊入几根供进入蒸汽用的细黄铜管。
蒸汽机的装配从机架上安装轴承和曲柄轴开始。然后在汽缸轴上安装汽缸并检查汽缸摆动时是否有间隙。安装曲柄轴后,检查轴是否有卡住现象,以及机架上和汽缸上的各孔是否重合。消除各种可能发生的毛病后,将蒸汽导管弯曲,并将蒸汽导管焊在左汽缸的右面两个孔上(如果从汽缸方面看),和右汽缸的左面两个孔上(图274上涂黑的孔)。然后用管子和小开关将蒸汽机和锅炉连接起来后,就可以开始试运蒸汽机了。为了排出废汽可在机架的排汽孔上焊接上短的金属排气管,把蒸汽机安装在模型里后,在金属连接管上套上橡皮管,将排出的蒸汽导至排气管烟筒。
- 相关推荐
- 热点推荐
- 蒸汽机
-
视频产业的创意活力,被百度蒸汽机这颗“动力心脏”激活了2025-08-25 3628
-
舵机的工作原理是什么?舵机的结构是怎样构成的?2021-07-13 4145
-
全球八大发动机结构2021-07-07 2117
-
为什么磁悬浮把蒸汽机淘汰了?2021-03-10 4265
-
蒸汽流量计工作原理2019-09-09 11119
-
蒸汽拖把好用吗 揭秘它的工作原理2019-04-26 3012
-
简易蒸汽机制作方法2018-09-17 55131
-
往复式蒸汽机的结构是怎样的?工作原理又是什么?2018-08-07 110060
-
如何制作一个简易的希伦蒸汽机?2018-08-06 16610
-
锌空电池的结构和工作原理是什么?2009-11-02 11353
-
摇摆式圆边机设计(Sway Crystal Processi2008-11-24 1161
全部0条评论

快来发表一下你的评论吧 !
