

维控人机界面LEVI70LK和PLC在热弯机中的应用
工业控制
描述
一、简介
热弯机是采用烤炉、石墨模具等热弯设备与治具,先把玻璃加热到软化点,通过自由贴合模具成型或模具压力成型的方式来固定玻璃的3D曲面曲率后,再冷却成型。本机采用可编程控制器(PLC)控制,人机界面操控。可设定巡航模式,只需按一次开关就可以一直不间断的作业,摆脱了以往每操作一次就需要按一次开关的弊端。维修调整方便,设备故障时准确报警并显示故障点。
二、工作原理
本系统是使用一个系统两个工作位同时运行的控制。利用两个伺服所做的两个机械手左右两个工位的取模和压料。采用两个工作位的互补加热和成型,使得利用最少的资源达到最高的效益。还有两个步进,通过力度感应调节左右磨具的高低。使得玻璃成型时更加稳定,从而得到最好的成型效果。
三、方案
该控制系统使用维控人机界面LEVI70LK,控制器plc使用LX3V-1616MT-A加一个模拟量输入模块LX3V-4AD,以及模拟量输出模块LX3V-2DA-BD。
本系统通过PLC和伺服配合,使得高精度压膜成型,达到最好的成型效果。利用模拟量采集红外线传感器的温度,达到温度的控制要求。通过模拟量输出来控制高频机的输出电流,随时可修改加热速度。
四、操作界面的介绍
1、运行界面:是显示当前机器运行产量,以及三种运行模式的选择。还有机器的当前运行状态
2、设置界面:分为5个设置界面,分别是电机速度设定、左侧压料设定、右侧压料设定、综合设置。电机速度设定可以设定步进和伺服的速度还有运行位置。左侧压料和右侧压料主要是设置Y轴伺服对成型时的压料位置和压料时间以及次数的设定。综合设置是设置伺服以外其他全部参数设置和时间设置。
3、手动界面:可以测试每一个电机以及气缸的运行是否正常。
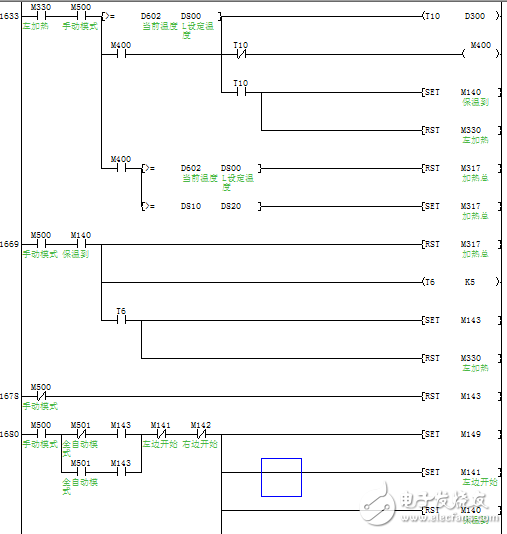
五、程序控制介绍
1、左右步进通过力度控制调节高度。在下压成型过程,当前力度大于设定的力度时,步进下行,直至当前力度小于设定力度。再取片和放片过程,当前力度大于设定的力度时,步进下行,直至当前力度小于设定力度或者设定的上行最高位停止。
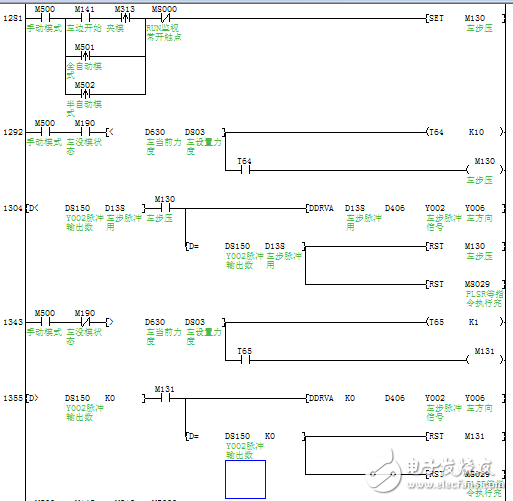
2、启动选择性运行。因为客户是使用一个高频加热机,而分别给两个工位加热。所以这里运行时要互相切换加热。如果全自动运行状态下,两个工位是一边在成型运行,一边在加热运行。因为加热和成型基本运行时间差不多。所以用一套加热系统能达到最大的运行效益。
六、工程总结
1、本机可大大降低员工疲劳强度,提高工作效率,以及避免员工因为操作不当而导致
的一系列问题。
2、员工只需将凉的玻璃片放进磨具就可以,成型后片会有机械手取出。使玻璃不会因
为吸附取出而导致中间圆圈。
3、本机可进行力度和速度调节,达到最平稳的成型过程。
4、本机采用PLC程式控制,触摸屏进行参数设定,操作简单方便。
5、本机适用于任何大小的玻璃曲面,主要是磨具的变换。可调节压下次数和高度达到任何曲面精度。
七、机器图片和视频
-
简单人机界面实验2009-03-23 1409
-
人机界面与PLC在真空成型机中的使用2009-06-15 1411
-
台达人机界面与SC500PLC在工业控制中的应用2009-06-18 908
-
PLC、人机界面及其在制氮设备中的应用2009-06-20 694
-
人机界面在干式变压器PLC温控系统中的应用2009-10-16 1301
-
人机界面设计与应用2012-11-30 6773
-
人机界面在塔吊领域应用案例2012-11-30 1657
-
人机界面设计在工业设计中的应用2016-01-21 2538
-
人机界面的发展历程和组成结构及工作原理,人机界面如何控制plc?2017-12-12 7138
-
基于维控HMI+PLC智能控制涂装系统的实现2018-07-04 2599
-
人机界面(HMI)的典型应用2020-09-11 6743
-
人机界面是什么意思_人机界面的特征2023-03-15 4873
-
人机界面的应用2023-04-14 525
-
怎样在人机界面上修改plc程序 PLC和人机界面是怎么通讯的2023-04-15 4312
全部0条评论

快来发表一下你的评论吧 !
