

维控人机界面和PLC在压瓦机设备中的应用
工业控制
1221人已加入
描述
一、简介
压瓦机设备也可称为辊式冷弯成型,即在一排串联的成型轧机上,联系通过金属板和金属板带,顺次使其弯曲,将平板加工成所需要的截面形状的塑性加工法。以前设备通过编码器到达位置,停止送料轴进行冲孔、剪切操作,效率比较低。本方案采用不停送料轴的情况下进行打孔、剪切。
二、工艺要求
压瓦机在打孔、剪切的过程中主送料轴不停止。在成型的板材上孔距和孔数可以设定,板材的长度可以设定。主送料轴速度要大于30m/min,板材长度误差和孔距误差小于±1mm,送料轴随时可以停止,启动后在停止位置继续运行。
三、方案
该控制系统主要采用维控人机界面LEVI-700LK 两台,PLC主机采用LX3VE-1412MT4H两台。简要方案如下:通过两套PLC和触摸屏将打孔和剪切部分独立,便于单独使用。打孔部分由于尺寸不同采用非周期模式,通过高速比较启动外部启动信号。剪切部分通过外部传感器和高速比较启动外部启动信号。
四、方案优势
1.相对以前停切的方式提高了效率。
2.选用两套设备便于独立使用,便于生产不同的设备。
3.通过数据处理,实现断电上电设备继续运行不需要从头开始。
五、程序简要介绍
HMI程序:运行画面、数据设置、系统设置等画面。
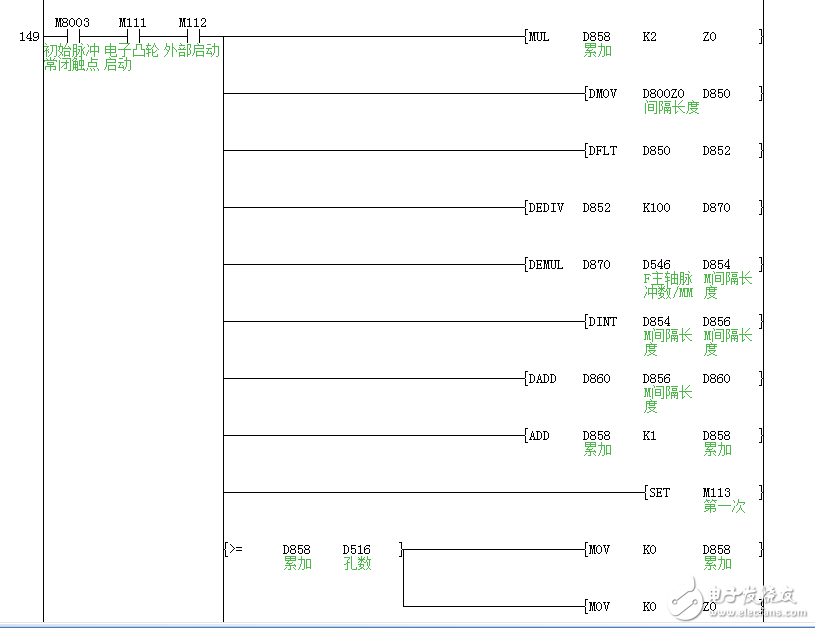
PLC部分程序:
打孔部分数据处理
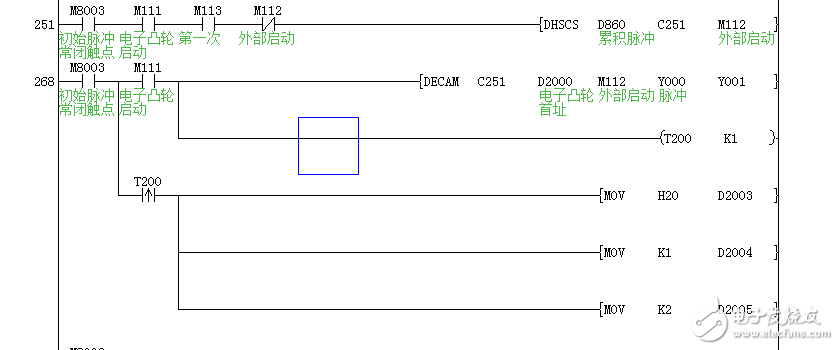
打孔部分电子凸轮运行启动部分
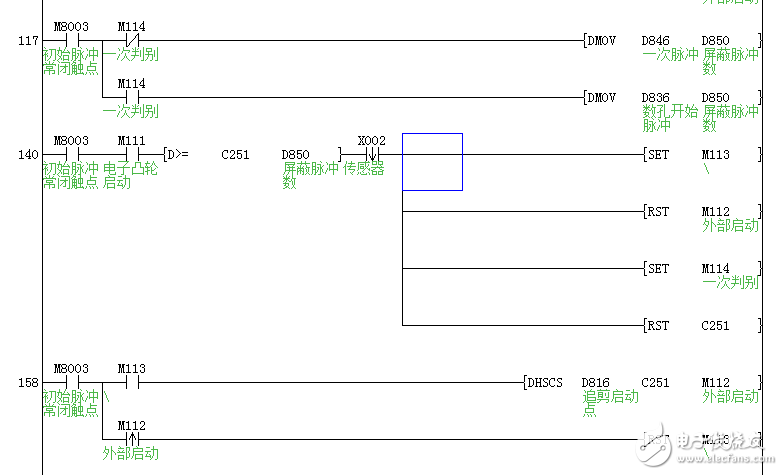
剪切部分数据处理
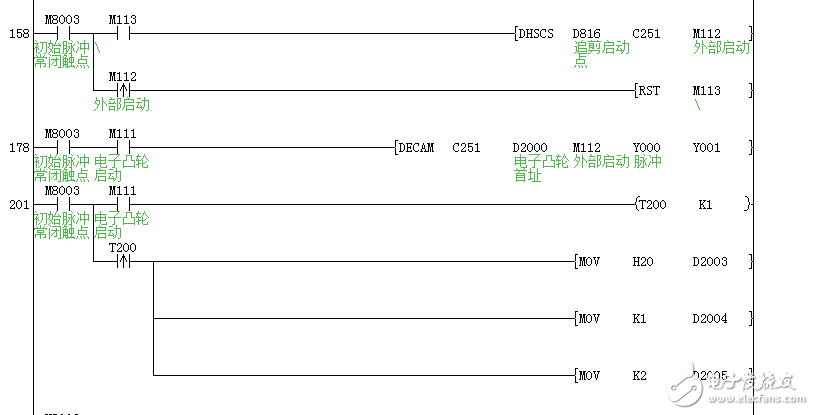
打孔部分电子凸轮运行启动部分
六、工程总结
1、该系统打孔部分精度达到客户要求,速度也可以达到客户要求,速度上限受单个板材上孔数的多少和液压气缸的动作时间的影响
2、该系统剪切部分可以达到客户的要求,由于为了使打孔和剪切的独立使用了外部传感器受扫描周期的影响通过修改修正参数可以达到要求。
3、本工程通过参数的修改可以生产不同尺寸的板材。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
台达人机界面与SC500PLC在工业控制中的应用2009-06-18 908
-
PLC、人机界面及其在制氮设备中的应用2009-06-20 694
-
人机界面在干式变压器PLC温控系统中的应用2009-10-16 1301
-
人机界面设计与应用2012-11-30 6773
-
人机界面在塔吊领域应用案例2012-11-30 1657
-
人机界面设计在工业设计中的应用2016-01-21 2537
-
人机界面的发展历程和组成结构及工作原理,人机界面如何控制plc?2017-12-12 7135
-
人机界面(HMI)的典型应用2020-09-11 6732
-
什么是人机界面?2022-10-30 6371
-
人机界面是什么意思_人机界面的特征2023-03-15 4870
-
人机界面的应用2023-04-14 524
-
人机界面是什么意思 人机界面属于什么设备 人机界面的基本功能有哪些2023-04-15 8626
-
怎样在人机界面上修改plc程序 PLC和人机界面是怎么通讯的2023-04-15 4308
-
什么是人机界面?人机界面跟触摸屏有什么区别?2023-10-25 2132
全部0条评论

快来发表一下你的评论吧 !
