

PLC应用于轴承机械设备中的设计方案
工业控制
描述
轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
轴承生产一般需要经过原料、车削成内套、外套、珠粒毛坯、热处理、削成成品料(磨削工艺有内圆磨、外圆磨、无心磨)、组装成品等过程,具体工艺流程可以参考下图:
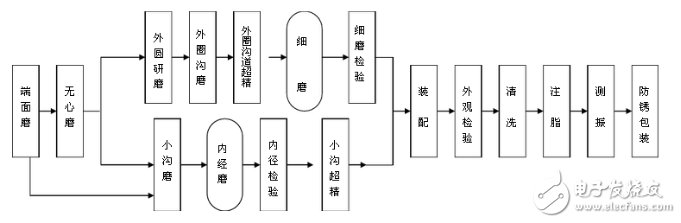
图1 轴承工艺流程图
轴承生产需要经过多道工序,在每到工序之间间隔较长,生产线上需要进行轴承的搬运。传统的搬运时通过人工来实现,不仅效率低,而且人工成本巨大。下图为现场轴承搬运线:
图2 轴承搬运线
现根据客户要求,对现场生产工艺进行自动化机械手搬运,采用三菱伺服系统MR-JE-40A、PLC选择海为H32S0T主机,该主机支持4路200K高速脉冲输入,4路200K高速脉冲输出,支持绝对定位、相对定位、原点回归、电气原点定义等,满足现场控制三轴搬运线的需要。CPU自带两个通讯口,且可以扩展7个模块。满足客户要求和系统选型。
图3 海为H32S0T主机与扩展模块
图4 海为H32S0T主机与三菱伺服
视频链接:
组态画面设计。组态画面分为自动画面、手动画面、伺服设定、参数设定、IO监控和报警画面。分别用来监控和控制现场料仓是否准备好、机械手气缸到位判断、X、Y、Z轴的极限位置监控、退磁信号的反馈、清洗、吹干等工序控制监控。画面如下:
图5 自动画面
图6 手动画面
图7 伺服参数设定
PLC程序设计。海为主程序可以分块,方便的把程序设计的3轴原点回归、3轴定位程序、伺服参数设置、自动控制程序、手动控制和报警程序进行分块来写。程序阅读方便,节省调试时间。
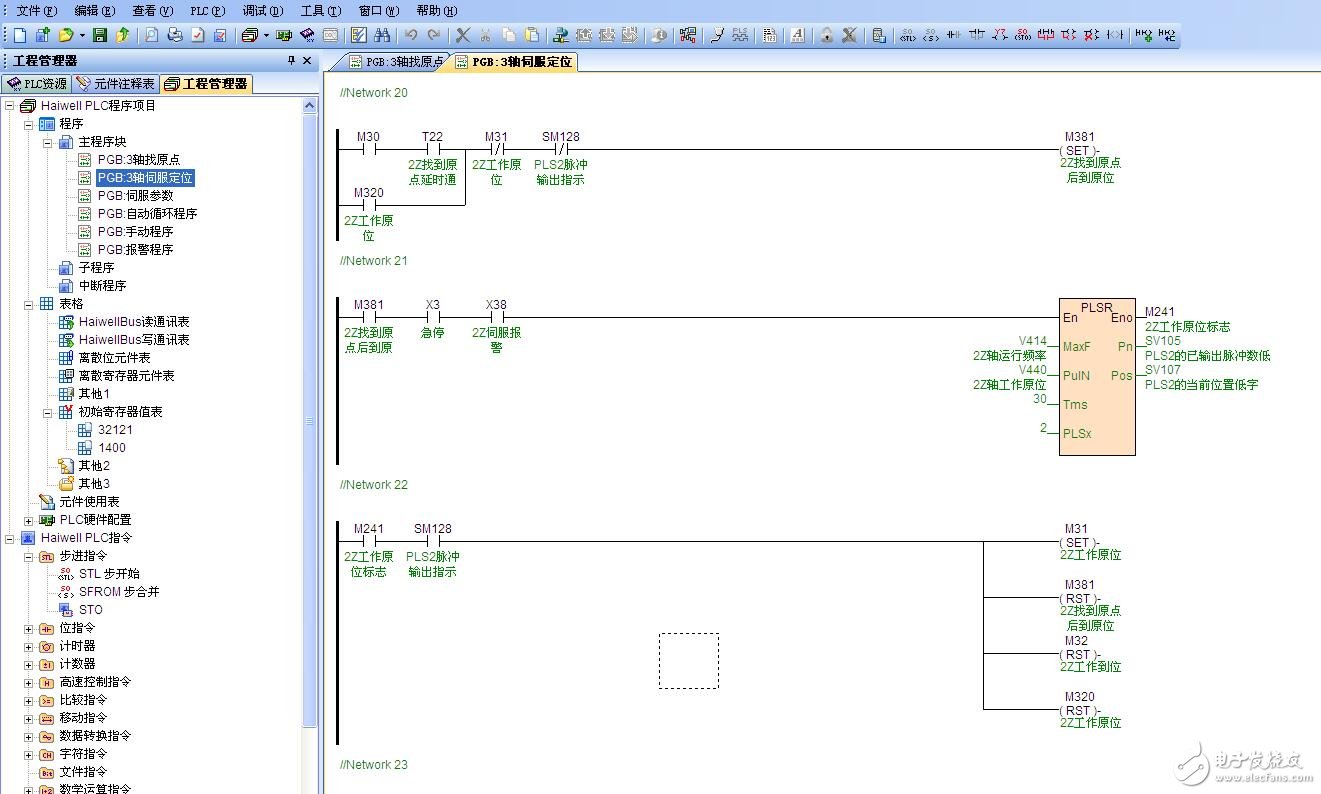
图8 主程序分块设计
工艺需要,需要对现场的伺服进行点动控制,采用海为PLSR指令来实现。该指令带加减速时间,伺服启停平稳。
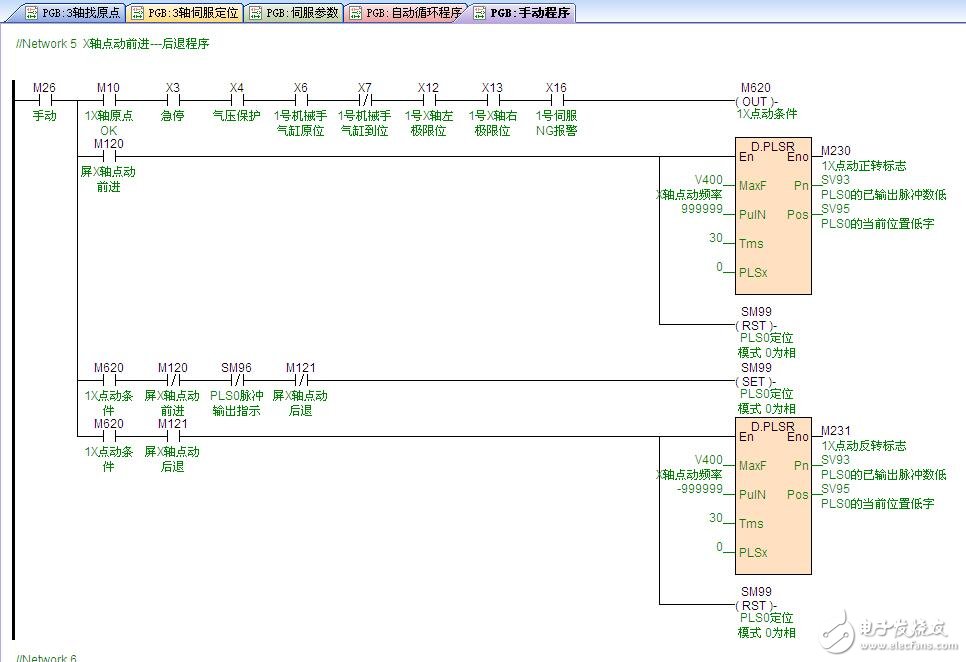
图9 伺服点动程序设计
原点回归设计。海为原点回归ZRN指令,使用方便。可实现回电气原点、机械原点和通过外部近点信号回机械原点。设定好原点回归频率和近点频率跟脉冲通道后,执行时,会以近点频率作为初始频率,加速至原点回归频率开始移动,接近原点时减速至近点频率。该指令的使用软件在线帮助写的很清楚,一看即清晰明了。
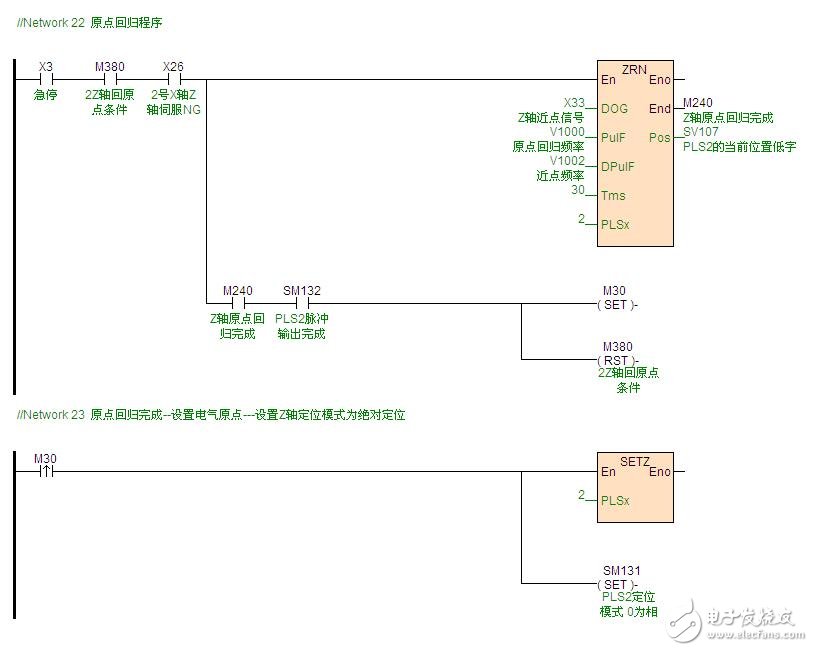
图10 伺服回原点与设置定位模块程序
-
电子机械类产品知识2009-10-23 0
-
滑动机械设备轴承异常振动原因分析2017-09-01 0
-
回转机械设备的维修2009-05-20 492
-
图解机械设备的电气维修技术_周照君2012-02-28 2462
-
污水处理主要机械设备与仪表2016-06-14 906
-
PLC在一般机械设备控制中的应用2017-12-13 703
-
机械设备的基本安全要求2019-01-24 7413
-
机械设备维护保养的原则和要求2019-12-14 9751
-
PLC在印刷机械设备上的应用分析2020-04-08 1487
-
钣金产品设计及工艺设计广泛应用于机械设备领域2021-05-27 2811
-
钣金产品设计及工艺设计广泛应用于机械设备的研发制造2021-05-22 1298
-
PLC网关BL102助力于PLC控制机械设备2021-11-06 705
-
制药机械设备远程监控系统的详细介绍2021-12-23 2351
-
plc控制器主要应用于哪些方面2024-08-25 1280
-
FLIR红外热像仪在机械设备检测中的应用2024-12-25 203
全部0条评论

快来发表一下你的评论吧 !
