

关于英威腾DA200系列交流伺服在磨床的应用详解
工业控制
描述
1、磨床设备及工艺简介
1.1磨床是利用磨具对工作表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石,砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
1.2工艺简介
通常磨具旋转为主运动,工作的旋转与移动或磨具的移动为进给运动。磨床因其加工效率高、应用范围广、适应性强、使用成本低、操作安全方便等特点而深受用户亲睐。磨削是一种弹性磨削,是一种具有磨削、研磨、抛光多种作用的复合加工工艺。
2、磨床设备市场简介
目前部分国内企业已能生产较低端的数控刀具磨床,高端数控刀具磨床仍以进口为主。随着国内企业技术的积累,已经大大缩小与国际领先企业之间的差距,国产数控刀具磨床在性价比上的优势开始显现,内需方面进口替代开始加速,出口方面数控刀具磨床比例正在逐步增加,出口开始提速。数控磨床正处在行业景气度上升期。
本行业目前选用的伺服品牌大致有:日本安川∑Ⅱ、∑5系列、三菱J2S、J3、J4系列、台达A2系列交流伺服、英威腾DA200系列交流伺服。数控磨床对交流伺服的要求非常苛刻,100次连续加工重复定位精度误差≤2μm,磨削后的尺寸误差≤1μm,国内磨削加工工况比较恶劣,例如电压不稳、高温高湿、高污染等。由于进口产品价格很高,售后服务很难满足客户的要求,给客户的生产成本、机床信誉、服务质量增加了很多的麻烦和负担。因此客户一直在寻找性价比更高的、服务更及时周到的国产伺服品牌。而英威腾DA200凭借高精度、高响应、全闭环、高性价比的超强性能及定制化服务赢得了客户的认可。
3、应用方案介绍
3.1全闭环伺服系统与半闭环伺服系统的区别
半闭环是指数控系统发出指令,伺服接受指令,然后执行,在执行的过程中,伺服本身的编码器进行位置反馈给伺服,伺服自己进行偏差修正,伺服本身误差可避免,但是机械误差无法避免,因为数控系统不知道。
全闭环是指伺服接受指令,然后执行,执行的过程中,在机械装置上有位置反馈的装置,直接反馈给数控系统,数控系统通过比较,判断出与实际偏差,给伺服指令,进行偏差修正。
3.2全闭环的重要部件--光栅尺
光栅尺,也称为光栅尺位移传感器(光栅尺传感器),是利用光栅的光学原理工作的测量反馈装置。光栅尺经常应用于数控机床的闭环伺服系统中,可用作直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点。
3. 3半闭环磨床的控制方案
丝杆有导程间隙,来回加工运行不确定的误差一直在。
机械传动运行时间越长,磨损越厉害,加工不确定误差也会在增大。
3.4 INVT磨床控制方案
3.4.1 系统配置图
3.4.2电气选型配置

名称品牌功率(KW)精度数量(台)
交流伺服英威腾DA20011
伺服电机英威腾117位绝对值1
光栅尺发格分辨率为0.001mm1
上位机HUST1
3.4.3方案优势
3.4.3.1.支持外接负载端安装的光栅尺,实现全闭环控制,降低机械传动背隙影响,更加确保机器终端定位精度。
3.4.3.2直接测量外部负载行程,有效地克服了由于机械磨损造成的传动误差加大的困扰。
4、伺服调试及参数设置
4.1伺服接线图
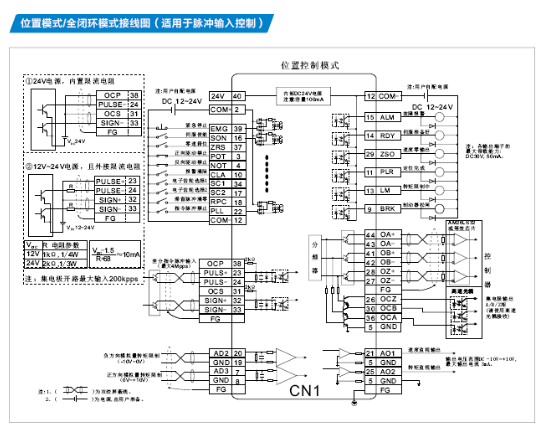
4.2控制线信号接线
控制模块为NPN型(共阴极)
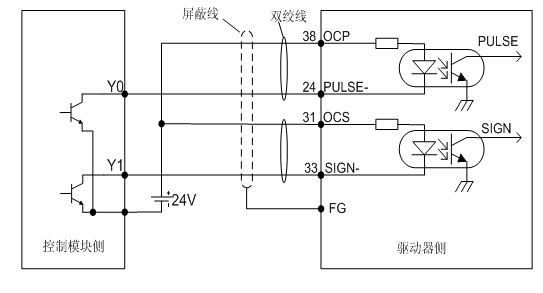
若不需要方向信号,只需接38脚OCP接24V+和24脚PULSE-接PLC脉冲输出。
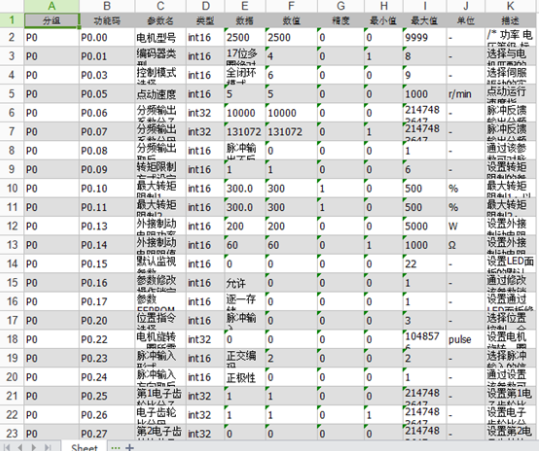
4.3伺服参数设置表
4.4 USB通信的在线示波器通道波形
4.5伺服调试主要步骤:
4.5.1. 模式设置为全闭环,P0.03=6.
4.5.2. 设置正确的电子齿轮比;P0.22设置为0. 电机为17位绝对值,外部光栅尺分频分子P4.60设置为 131072.电机转一圈同时丝杆行进一圈行程为5mm,光栅尺的分辨率为1um,外部光栅尺分频分母P4.61设置为5000.
4.5.3. 学习好惯量,打开在线惯量整定有效,P1.00=1.使P1.01与观测值基本相符,否则,继续学。
4.5.4. 将增益调高,此机刚性P1.03调到17.
4. 5.5开关量配置:DI1为反向驱动禁止,DI2为正向驱动禁止。p3.40=1.DI6为使能,DO3为故障输出。
4.6伺服常见问题及处理
全闭环各种场合应用如果不恰当容易飞车,首先P4.62设置光栅尺方向须与伺服电机一致,若不一样,需要方向取反,否则会飞车。此外,还可将p4.33位置超差脉冲范围设小到合适值,默认值为100000.同时最大速度限制P4.31也可以设置限到合适的值。这样可以防止误操作引发的飞车,比如使能断了,上位还一直在发脉冲,超过p4.33伺服就报警了。从而防止一加上使能就会飞车的现象。
5、方案总结:
a)重复定位精度为2um以内,达到了客户的要求。
b)与半闭环控制相比,半闭环新机机械无磨损,虽然可以通过补偿来克服丝杆导程间隙,但是时间长了,磨损度不确定,加工误差加大,而全闭环系统很好的解决了这个硬伤问题,为客户创造最大的价值。
c)全闭环功能使得DA200在运动精度、输出柔性、速度和加速度控制优势十分明显,一举打破了进口伺服的坚冰,成为行业翘楚。
-
EtherCAT总线型DA200系列高性能伺服系统方案2023-01-09 1639
-
英威腾DA260伺服助于提高木材机械企业的市场竞争力2022-10-14 1930
-
DA180系列基础型交流伺服系统手册2022-07-21 1374
-
英威腾DA100高精度交流伺服在数控多功能单座模切机上的应用2020-05-08 1931
-
英威腾:伺服系统迎来“最好的时代”,伺服系统全新起航2018-02-09 7721
-
英威腾DA200交流伺服驱动器_直线电机技术指南2017-10-10 2957
-
英威腾da200伺服在追锯的应用案例2017-10-09 741
-
基于DA200的交流伺服系统设计2017-09-26 1023
-
DA200系列伺服驱动器在LED方面的应用2017-09-25 800
全部0条评论

快来发表一下你的评论吧 !
