

实现对EPS加速器辐射的自动检测与控制设计
描述
引言
辐射工业是指将高能物质(如紫外线、γ射线、C0源、加速器产生的高速电子束、中子等)的高能特性运用于工农业生产过程当中的一个生产环节,而EPS加速器则是辐射工业中使用极为广泛的一种辐射源,其应用领域涉及到科研、医疗、电力产品的深加工等方面。目前国内的加速器设备绝大部分是从国外引进的,而又缺少相应的自动控制设备来实现辐射工艺的自动控制。从这一点出发,研制一套可靠实用的加速器辐射工艺自动控制系统就尤显重要,但加速器本身就是一个强电磁辐射源,这就对自动检测和控制系统的设计提出了很高的要求。
利用EPS加速器所产生的高速电子束流来照射材料,用以改变材料的性能,这是其加工目的,但不同材料所需辐射剂量不尽相同,辐射剂量与V×I成正比关系(V为载料小车在辐射束下的运行速度,I为电子束流强度)。通过改变V或I就可调整材料受辐射的剂量。此系统通过控制加速器束下送料小车的运行速度来实现车载材料辐射剂量的控制。
1、设计方案
系统由检测子系统、控制子系统及其它外围设施组成。
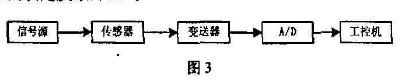
检测子系统主要由传感器、A/D卡和工控机组成,完成EPS加速器重要参数的数据采集、显示及相应参数的组合报警;控制子系统以PLC(可编程控制器)为核心,通过变频器、变频电机完成小车速度控制,小车运行状况的实时监控及故障报警;上位机采用抗干扰能力较强的工业控制计算机,使用VC++语言开发人机界面实现参数设定、显示及现场实时模拟。
2、系统组成及功能
2.1检测子系统
通过分析EPS加速器各重要运行参数的特性,选择适当的电量传感器和变送器,将模拟电量信号传送到PCL-818L数据采集卡,然后进入工控机。

该子系统完成对加速器重要运行参数的采集、显示和组合报警,同时用户可以通过上位机软件完成各参数报警上下限的设定及故障查询。
2.2控制子系统
控制子系统的设计是本系统的重点及难点所在。本系统需要根据车载材料要求的辐射工艺速度完成对电机转速的控制,并通过传动机构最终实现对小车车速的控制。该系统选用变频器和变频电机实现转速控制,是考虑到两个主要因素:其一、变频器和变频电机组成的调速系统可调速度范围宽;其二、普通电机通常工作在工频(50 Hz)左右,其在低频下电机发热量大运行不稳定,而变频电机在低速运行情况下电机发热量相比于普通电机增加不大,运行稳定;该控制子系统完成的主要功能有如下几方面。
2.2.1控制参数及控制信号的输入
可通过上位机(工控机)输入参数,经RS232串口送入PLC,也可以通过MPT终端实现对参数的输入;可以通过开关及按钮实现对PLC的开关量的输入,通过A/D模块实现模拟量的输入。
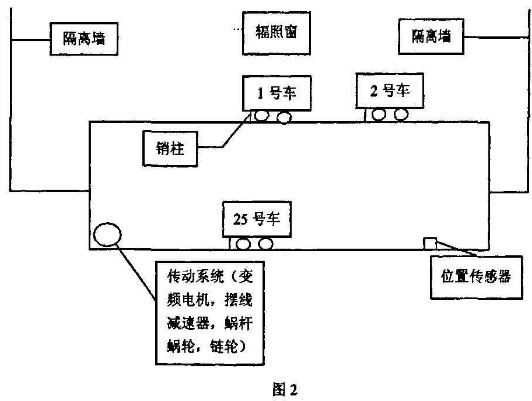
2.2.2小车车号识别及位置确定
该系统最终控制参数是25个送料小车的速度值,每个小车要求的工艺速度不尽相同,所以有必要识别每一个小车。为区别1号小车与其它小车,1号车上安装有两块金属感应片,而其它小车上只安装有一块金属感应片。每当1号车经过接近开关时,在一定时间内将产生两个连续脉冲信号,而其它小车经过接近开关时只会产生一个脉冲信号,据此可识别出1号小车。同时利用PLC的浮点运算功能,可计算出1号小车的实时位置,经过相应的处理其位置精度可达到毫米级。最后,依据事先已确定并存储到PLC中的各车相对位置信息,可以确定其余小车的实时位置及车号。
2.2.3控制信号输出
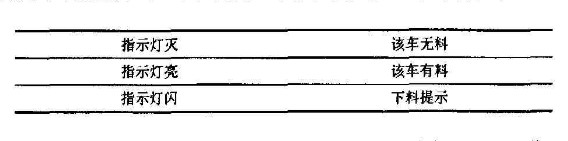
输出的控制信号包括开关量和模拟量两类。 开关量包括:报警器控制信号、指示灯控制信号。当检测到故障时相应报警器输出报警信号;指示灯用来指示小车的状态,每一个小车都和一个指示灯相对应,对应关系如下:
模拟量输出信号有输出到变频器的0~10V的电压信号,它作为变频器的控制信号(在系统中变频器采用V/F控制方式)。
2.2.4其它功能
除上述功能外,该系统还具有:自检、单步、复位、紧急停车、加速器紧急切断、手动/自动切换等功能在此不一一叙述。
3、软件设计
该系统软件设计包括两大部分:上位机软件和下位机软件。

3.1上位机软件
上位机操作系统采用Microsoft公司的Windows 2000 Server,数据库采用Microsoft公司的SQL Server 2000,开发工具选用Visual Studio C++ 6.0,开发出的管理软件可实现参数设定、显示及报警提示、小车运行状态实时模拟、故障查询,生成统计报表等功能,而且该软件具有高效,可扩展及实时性好等特点,同时通过企业内部局域网可将该系统纳入全厂的计算机管理系统中。
4、系统可靠性及抗干扰设计
4.1系统可靠性设计
此系统采用工控机+PLC的上下位机的控制模式,从硬件上就极大地提高了系统的可靠性,除此之外,系统的可靠性设计还主要体现在:采用了三级控制措施以确保系统的正常运行。通常情况下,小车速度控制系统由:工控机+PLC+变频器+变频电机+传动机构+小车组成;但是当上位机发生故障时,可采用备用输入/输出设备MPT实现参数的设定和修改。MPT终端通过扩展端口与PLC相连,事先通过上位机串口将编制好的MPT程序下载到MPT,用户可通过MPT直接操作PLC的数据区,从而实现参数的设定和修改;若PLC发生故障,用户可通过变频器操作面板上的按键直接操作变频器实现变频调速。
4.2抗干扰设计
系统的抗干扰设计主要体现在以下几个方面
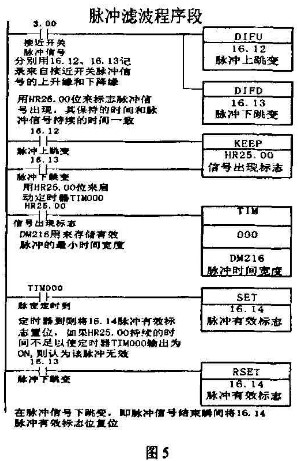
1. 采用软件滤波,过滤掉干扰脉冲信号。
2. 由于加速器本身就是一个强干电磁扰源,此外生产现场也存在大量的电磁干扰,而本系统采集的电量信号主要为两类:其一为单向直流信号,另一为工频交流信号,所以在进入A/D卡之前采用RC滤波,过滤掉高频干扰信号。
5、结论
所设计的基于PLC的EPS加速器辐射工艺自动控制系统提供了三种不同层次的变频调速的方式,与传统的手动电机转速控制方式相比,无论是安全性、可靠性还是控制精度方面都得到了极大的改善,该系统已投入工业现场使用,运行稳定,取得了良好的社会效益和经济效益。
-
变频器自动检测功能的详解2025-05-11 2007
-
水箱溢流自动检测系统2022-11-17 752
-
传感器如何实现自动检测及自动控制2022-10-20 2198
-
基于LABVIEW的光学透镜多参数自动检测系统2021-06-22 1169
-
请问怎么实现插孔自动检测电路的设计?2021-04-09 2276
-
电脑硬件自动检测软件2011-01-21 2819
-
CPU自动检测2009-12-24 828
-
电子变压器自动检测仪2009-11-19 918
-
完整的传感器与自动检测技术演示教程 PPT下载2009-10-30 78773
-
雷达故障自动检测系统2009-07-15 762
-
自动检测技术课件2009-06-14 1048
-
自动检测技术精品课程2009-05-19 598
-
电缆自动检测电路图2009-04-11 1277
全部0条评论

快来发表一下你的评论吧 !
