

PLC中结合感应加热电源原理的应用
描述
引言
目前在造纸行业中,国内外大小厂家广泛采用的仍然是传统的油加热和蒸汽加热造纸烘缸。在多年的生产过程中,传统造纸烘缸设备暴露出诸多的不足:能源利用率低、设备投资大、污染环境、生产事故频发等。随着近些年国际上能源紧缺现象的加剧以及人们环保意识的增强,各个工业部门都在不断改造老旧的设备,开发节能高效的新型设备。作为造纸生产线中的耗能大户,加热烘缸的改造,需要从根本上改变由热油和过热蒸汽作为加热介质的加热方式,寻找一种简单方便又无污染的替代方案。
“感应加热”是一种合适的加热方式,具有热效率高、加热均匀、安全等特点,在钢铁冶炼、汽车制造等行业已有成功应用。本文将“感应加热”应用到造纸烘缸设备的开发中,设计了一个小型试验纸机中频感应烘缸,并利用SIEMENS S7-200系列PLC产品,开发了一套成本低、控制精确、操作方便的控制系统。经过调试运行,电磁感应烘缸完全可以满足原有生产工艺的要求,运行稳定,节能效果明显,可以作为传统烘缸的替代产品,有广阔的市场前景。
1 感应加热电源
1.1 感应加热电源原理
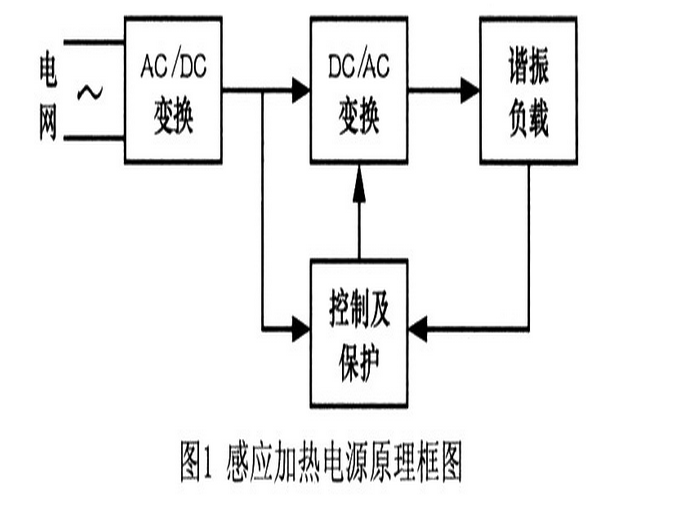
开发感应加热电磁烘缸,关键是开发稳定可靠的感应加热电源系统。目前各个领域投入使用的感应加热电源,主要结构大致相同,都是由如下的几部分组成:
(1)整流变换电路(AC-DC);
(2)逆变电路(DC-AC);
(3)谐振负载电路;
(4)电源保护及控制电路。
感应加热电源的原理图如图1所示。其中,整流变换电路将50 Hz工频市电转换为直流电;根据整流得到的直流电压大小是否可变,整流电路可以分为“可控整流”和“不可控整流”,其中“不可控整流”只需要采用大功率二极管作为整流元件即可,电路结构简单,可有效降低设备成本;整流后的直流电再经过逆变电路,变换成大小和方向都随时间变化的交流电,其频率和幅值可以通过逆变电路控制;按要求得到的交变电流加载到谐振负载电路上,在负载线圈上产生交变的磁场,从而在置于交变磁场中的金属器件表面产生涡流,完成能量的传递,达到加热金属器件的目的;“保护控制电路”起保护作用以及调节加热功率的大小。
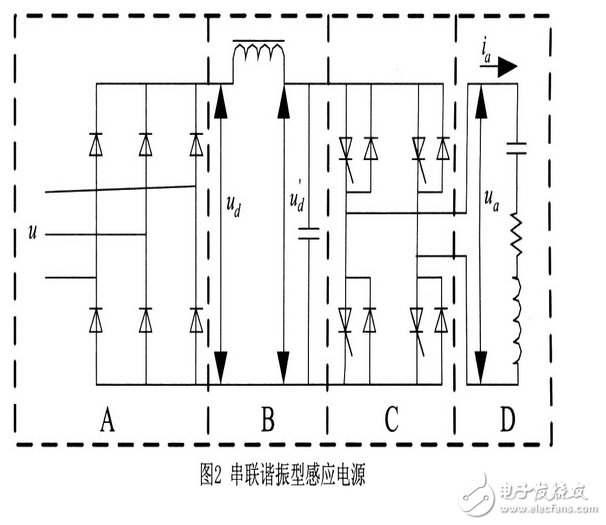
1.2 串联谐振型感应电源
串联谐振型感应电源又称“电压型感应电源”,其主电路原理图如图2所示。A 区域部分为三相桥式不可控桥式整流电路,它将工频交流电整流成脉动的直流电ud;B为直流中间路,它由一个滤波电感和滤波储能电容组成,它把50Hz工频网络和中频网络隔开,电容很大,它两端基本上是平滑的直流电压u'd,此电压是在逆变电路C还没有工作前电容器就储能建立的电压,以便于启动逆变电路;C 为单相桥式串联逆变电路,它将直流电压u'd逆变为中频方波电压ud,并把它加到负载电路;负载电路D为电感器和电容器组成的串联振荡电路,它对工件进行感应加热。中频电压u'd中含有明的基波和谐波成份:接近谐振频率的基波电压加到串联振荡电路时,振荡电路呈高阻,比基波频率高几倍的谐波电压加到串联振荡电路时,振荡电路呈现很小的阻抗。所以方波电压加到串联振荡电路时,感应器负载电流ia实际上接近于正弦波。
1.3 逆变调功
逆变调功是整流部分不采用相控整流,而是用简单的不可控整流代替,整流输出电压不可控制,通过在逆变过程中改变频率或者相位角等办法来实现功率调节的方法。常见调功方法主要有脉冲频率调制法(PFM)、脉冲密度调制法(PDM)、脉冲宽度调制法(PWM)等。
PWM法是通过调节输出电压的脉冲宽度以及输出频率来实现功率调节的。由于改变脉动宽度时,脉冲的周期也变化,频率相应改变,为了区别于工作频率不变的移相PWM方法,也称这种方法为脉冲宽度与频率混合调制(PWM&PFM)方法。
一般的逆变器如DC-DC变换逆变器中,常用的移相PWM方法的工作频率是固定的,不需考虑负载在不同工作频率下的特性。而串联谐振感应加热电源要求其工作频率必须跟踪负载的谐振频率。在串联谐振感应加热电源使用移相PWM方法时,通常使某一桥臂的驱动脉冲信号与输出电流的相位保持一致,另一桥臂驱动脉冲信号与输出电流的相位差则可以调节,通过改变两个桥臂开关器件的驱动信号之问的相位差,来改变输出电压有效值,以达到调节功率的目的。由于PWM&PFM 调功方式具有不可控整流、电路简单、成本较低、功率调节范围宽、控制电路实现较易、频率变化不大等优点,开发的电磁感应烘缸中将采用此种调功方式。
2 烘缸设计及PLC硬件
2.1 电磁烘缸的物理组构
在系统生产的过程中,烘缸设备是需要一直转动的,如何将电感线圈与转动的烘缸设备组合在一起,既满足线圈与烘缸设备之间传递能量的需要,又不影响烘缸的转动,生产过程中的引致等操作,在物理实现上还必须简单实用,这种线圈与烘缸的组合方式称为电磁烘缸的物理组构。
造纸烘缸主要由烘缸体、烘缸罩、以及变频电机和齿轮箱组成。与传统的油热烘缸和蒸汽烘缸不同,电磁烘缸体内部不需要通入加热介质,不需要封闭,只需要三根辐条支撑在内缸体表面即可。烘缸罩位于烘缸缸体的顶部,可以上下活动。当需要引纸时,通过控制箱上的按钮可以将烘缸罩抬起,此时电磁烘缸停止加热;当引纸操作完成,正常操作时候,放下烘缸罩,感应电路对烘缸加热。烘缸罩的抬升与降落采用手动方式,配置小型空气压缩机。利用上下行程开关,保证烘缸罩降落时与缸体表面有合适的间距。
2.2 造纸生产工艺流程
在造纸生产工艺流程中,纸浆过滤去水之后,形成薄薄的一层附着在传动带上。这些潮湿的纸浆先被传送到几个烘箱中,经初步的烘烤去掉一些水分。烘箱中自上而下吹入100℃以上的热空气,热风的温度可以调节。潮湿的纸浆薄层在热空气中一部分水分挥发,水蒸气随热风吹走,达到预烘干的目的。潮湿的纸张从烘箱中出来以后,再到表面温度1400℃左右的烘缸上烘烤,去掉剩余的大部分水分。烘缸表面的温度需要根据不同的纸张厚度和纸张材质,以及走纸的速度来上下调整。
本课题开发的造纸系统,在整个工艺流程中潮湿纸浆薄层成型后,附着在传送带上经过了三个烘箱。三个烘箱设备结构基本相同,采用的是电热烘箱。每个烘箱上部装有电热板,通入电流后,电热板发热,从顶部吹入的冷风被加热成热空气,吹到传送带上对纸浆薄层进行预干燥。使用标准的4~20mA电流信号来控制流经电热板的加热电流,从而实现对加热功率的控制,调节烘箱内的温度。
散热排湿及空气循环系统部为冷空气进风总管,由鼓风机向其中吹气。总管分为三个分管,经过几层电热板进入三个烘箱内。在分管的入口处,各有一个插片式挡板,改变挡板的插入深度,可以改变进风量。
冷空气被电热板加热后,热风对着潮湿纸张吹干去湿,与挥发的水蒸气混合,热风湿度增大,温度降低;三个烘箱内的湿风在烘箱底部经排湿口排出。排湿入口处也各装有一个插片式挡板,可以调节排出去的湿风流量,调节烘箱内的湿度。另外,在排湿口总管的出口处,安装有抽风机,吸出三个烘箱以及烘缸罩内的潮湿空气。经过烘箱后的潮湿空气,虽然温度有一定降低,但是仍然有相当部分的热量,全部排出不再利用从节能的角度看有些浪费。因此设计了潮湿热风的回流,在排湿总管上分出一部分重新进入进风总管,从而有效地提高了能源的利用率。回流进风量的多少,也通过一个插片式挡板来调节。
电磁烘缸是最后一道造纸加热工序,经过预干燥之后的纸张,与高温的烘缸表面接触,除去剩余的水分,产生大量的水蒸气。由于水蒸气密度小于空气,会上升被烘缸罩收集。烘缸罩顶部也留有一排湿口,并与排湿总管相连。在排湿口抽风机的吸力下,顺利排出室外。
2.3 PLC硬件
2.3.1 S7-200系列小型PLC系统
SIMATIC S7-200系列PLC是SIEMENS推出的面向微型及小型应用的PLC系统。目前它已应用于各行各业、各种场合的检测、监测及控制的自动化。S7- 200系列秉承了SIEMENS PLC产品功能全面、质量可靠、应用灵活的特点,其强大的功能使其无论在独立运行中,或者相互连成网络时皆能实现复杂的控制功能。它外型小巧、安装方便、具备多种扩展模块,且可以对CPU扩展存储器容量,能满足绝大多数小型系统的控制要求,与同类PLC产品相比具有极高的性价比。S7-200系列出色表现在以下几个方面: a.极高的可靠性;b.极丰富的指令集;c.易于掌握;d.便捷的操作;e.丰富的内置集成功能;f.实时特性;g.强劲的通讯能力;h.丰富的扩展模块。
S7-200系列产品可以提供5种不同性能的CPU模块供客户选用,以控制系统成本。它包括一系列的扩展模块,比如数字量输入(DI)、数字量输出 (DO)、模拟量输入(AI)、模拟量输出(AO)、热电阻模块(RTD),以及以太网、调制解调器模块、Prohibits-DP扩展模块等等一系列功能强大的模块,可以方便地与各种现场仪表配合使用,采集现场的各种信号并控制各种设备的运行。
S7-200系列产品还提供有小型的人机接口(HMI)设备-TD200文本显示(Text Display)装置,可以方便地设置系统的各个参数,实时地显示关键变量值,并且组态简单、方便好用、价格便宜,省去了专门的IPC设备及上位机监控软件,节省了系统成本。用TD200作为本系统的人机交互界面,完全可以满足生产过程对参数改变的要求。另外,SIEMENS提供的专门针对S7-200系列PLC编程的Micro/Win step7软件,支持梯形图等3种PLC编程方式,好学易用;并且集成了PID算法模块、数字滤波算法模块等常用的功能,供编程人员调用,极大地提高了开发效率,缩短了开发时间,节省了系统开发成本。
2.3.2 PLC外围扩展模块
在PLC程序中,主要是要实现对五套回路的控制:三套电烘箱的功率控制回路,以及两个电磁感应烘缸线圈的功率控制。三个烘箱的温度检测采用PT100铂热电阻,用三线制接法直接接入温度检测(RTD)扩展模块;电磁烘缸的温度检测不能使用铂热电阻,而是采用红外测温仪,红外测温探头直接将检测到的温度转化为0~5V标准电压信号,通入模拟量输入模块(AI),占用一个AI通道。两个电磁感应烘缸线圈回路使用同一个烘缸温度信号即可。五个内环电流检测,使用互感线圈将0~50A的电流信号,转化为0~5V的电压信号,输入AI模块,占用5个AI通道。
另外需要控制的是烘缸的转速。烘缸由一个变频电机驱动,经过齿轮箱减速,使烘缸按不同速度转动。通过输出一个4~20mA的控制电流给控制柜中的变频器,从而调整整个系统的走纸速度,变频器的输出占用一个AO点。统计以上模拟量需求,共需要:
(1)RTD输入点数:3
(2)模拟量输入点数:6
(3)模拟量输出点数:6
另外需要控制比如吹风、去湿电机的起停,烘缸罩的升降等数字量信号,在CPU226XM上带有24位的数字量输入、16位的数字量输出通道,已经可以满足系统中数字量的输入输出,不需要另外选择数字量扩展模块。
综上所述,最后选择的S7-200系列PLC硬件模块如下:
(1)CPU控制器:CPU226XM;
(2)温度检测模块:EM231,2块;
(3)模拟量输入模块:EM231,2块;
(4)模拟量输出模块::EM232,2块;
(5)电源(24V直流稳压源,5A),1块。
3 PLC软件及控制算法
3.1 PLC编程软件及通讯
对于SIEMENS S7-200系列PLC,西门子公司提供了Windows平台下的编程软件Micro/Win step7,包含完整的国际化支持,可以使用完全的中英文界面进行操作,降低了使用的难度。Micro/Win step7软件有以下特点:a.Step7-Micro/WIN是在Windows平台下运行的SIMATIC S7-200PLC编程软件,简单、易学、能够解决复杂的自动化任务;b.适用于SIMATIC S7-200PLC机型软件编程;c.支持IL、LAD、FBD三种编程语言,可以在三者之间相互切换;d.程序块具有密码保护功能;e.提供软件帮助你调试和测试你的程序,它包括监视S7-200用户正在执行的程序状态,为S7-200指定进行程序的扫描次数,强制变量值等;f.指令向导功能:PID自整定界面,PLC内置脉冲输出(PTO),脉宽调制(PWM),指令向导,数据记录向导,配方向导等;g.支持TD200和TD200C文本显示界面。 Step7-Micro/Win编程软件通过支持协议的编程电缆进行通讯、上传、下载程序,是最简单,最经济的通讯方式。
3.2 串级PI D控制
造纸生产中,烘缸最重要的参数是烘缸表面工作温度T,它直接影响到成品纸的质量。由于温度T有延迟大、升温慢、惯性大等特点,较难控制。因此,在设计中采用串级控制,它主要有以下的一些特点:
(1)副回路所受的干扰,当还没有影响到被控量时,就得到副回路的有效控制;
(2)副回路中的参数变化,由副回路给予控制,对被控制量的影响大大减弱;
(3)副回路的惯性由副回路给予调节,因而提高了整个系统的响应速度。
串级控制控制框图如3所示,外环的控制对象为温度T,内环控制对象为负载电路的输出电流IO。
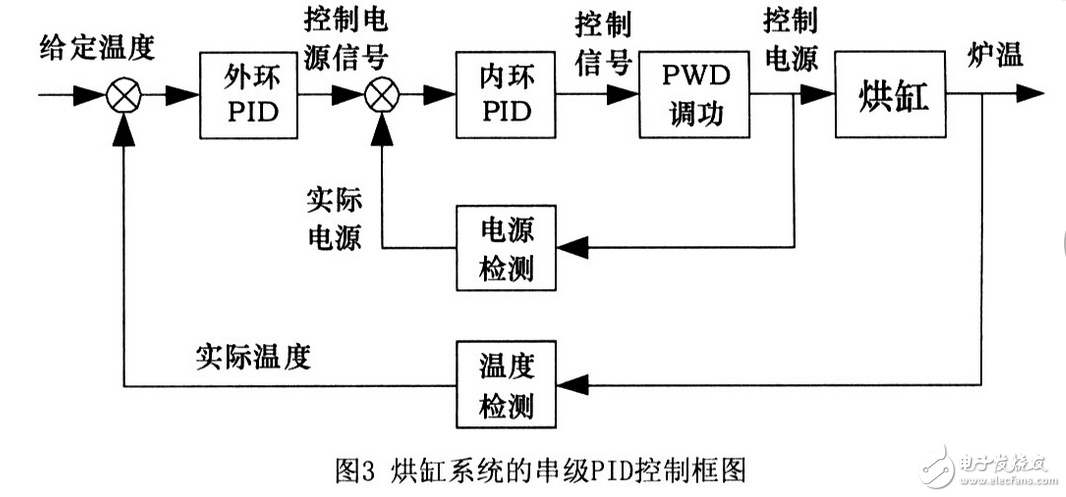
在烘缸座架上安装红外线温度探头,将温度信号转化为电信号采集到PLC模块中,在程序中经过平滑滤波等步骤得到烘缸表面的平均温度TO。TO与设定温度 Tsp 比较,其差值作为PID模块的输入,经过以上介绍的PID算法计算后,输出信号用来调整负载电路加热电流IO的设定值Isp。实际加热电流经过互感线圈采集到PLC模拟量模块,与I sp比较后作为内环PID模块的输入,计算后由PLC输出一个4~20 mA的控制电流来调节功率输出。整个系统中的各个变化量,比如温度T、加热电流大小IO、控制信号毫安数、烘缸转速等数据显示在TD200的屏幕上,操作员可以清楚看到这些变量的实时变化情况,并可通过设定温度T的给定值、加热电流的给定值自动或半自动地调整加热功率。
3.3 TD200交互界面及控制面板
在生产过程中,由于生产工艺参数的改变,因此需要改变温度的设定值等参数,同时,为了更好地实施监控,需要了解各个相关的参数。TD200通过自带的线缆和CPU模块串口相连接,不需要额外的外加电源,它可以显示多种语言,CPU运行时,组态好的TD200屏幕上可以显示数字或CPU中变量的实时值,还可以通过编程组态方式及直接的方式更改TD200上变量的值。
3.4 编程注意事项
在PLC程序的设计中,要特别注意以下几个问题:
(1)因为线圈在某一时刻只能加热烘缸表面的某一个部分,如果烘缸不转动,则会造成烘缸缸体局部过热,严重时造成缸体变形损坏。因此在程序中要对加热启动进行保护,判断烘缸转速大于某一速度,条件满足才能启动加热。
(2)线圈位于烘缸罩内部,随烘缸一起升降。线圈与缸体的距离影响到线圈电感量L值的大小。生产中由于卷纸的需要,经常要抬起烘缸罩,在程序中要加上保护,检测到烘缸被抬起,要马上停止加热。
(3)启动和停止加热的时候,功率变化较大,对电网的冲击很大。在控制程序中,要限制输出功率的变化率。启动和停止的过程中,控制程序要缓慢地提高设定功率或者缓慢地减小功率直到完全停止。
总结
本文从电磁感应加热电源的原理及组成、烘缸的结构、造纸加热生产线的工艺、PLC控制系统的组成、PID控制算法等几个方面对造纸用电磁感应加热烘缸做了全面细致的描述。在对原有蒸汽加热烘缸改造的基础上,开发出一套操作方便、节能高效的电磁烘缸加热系统,在满足原有的“纸张去湿率”的前提下,达到更好的烘干效果。与原有系统相比,去湿率提高20~30%,节能40~50%,有明显的经济效益;减少了厂房占地面积,基本上无污染,有加温速度快、操作方便等特点。
-
感应加热电源是什么2021-11-16 2857
-
高频感应加热电源驱动电路设计方案2021-11-06 2734
-
感应加热电源的研究设计2021-09-29 1744
-
感应加热电源新技术分析2018-10-22 3714
-
常见感应加热电源调功方式分析2018-09-28 5037
-
感应加热电源发展前景及市场分析_感应加热电源特点2018-01-03 9102
-
什么是高频感应加热电源?2015-12-28 5602
-
感应加热电源仿真2014-05-24 4027
-
基于智能控制的超音频感应加热电源的研制2011-08-16 1631
-
IGBT在中频感应加热电源中的应用2011-01-10 3457
全部0条评论

快来发表一下你的评论吧 !
