

通过C8051F021单片机和CPLD器件实现全自动对接焊控制系统的设计
描述
全自动对接焊控制系统是在国产电子式交流(50Hz)自动对焊机基础上进行研制的,主要由智能控制箱、小型焊接机头和逆变弧焊电源三部分构成。本系统将原分立元件电子式控制系统改为由C8051F021单片机和可编程逻辑器件(CPLD)进行控制,在原电压检测的基础上增加了电流检测等环节,采用PWM控制的高频逆变电源经整流为直流焊接来代替50 Hz的工频焊接电源,使得弧焊电源的体积、重量大大减小,直流焊代替了交流焊,系统的全过程包含引弧、熔化、挤压和保温四部分,整个工作过程实现了智能型全自动。系统的总框图如图1所示。

1 控制系统的结构及原理
美国Cygnal公司C8051F02X系列单片机是集成在一起芯片上的混合信号系统级单片机。该单片机具有32/64位数字I/O端口(引脚)、25MIPS高速流水线式8051微控制器内核、64KB在系统可编程Flash存储器、64KB地址的外部存储器接口、4352(4096+256)B片内RAM、各自独立的SPI、SMBUS/I2C和两个UART串行接口等特点。其最突出的优点就是,通过设置交叉开关寄存器控制片内数字资源映射到外部I/O引脚,这就允许用户根据自己的特定应用,选择通用I/O端口和所需要数字资源。
控制系统的CPU采用C8051F021单片机[4].C8051F021是使用Cygnal的专利CIP-51内核,与MCS-51指令系统完全兼容;采用流水线结构,大大提高了指令运行的速度,最大速度可达25 MIPS;提供22个中断源、片内独立工作以增加SoC芯片的功能。
C8051F021内部集成了功能强大的ADC子系统,其中包括1个9通道的模拟多路开关、1个可编程增益放大器和1个采样率为100 KS/s、12位分辨率的逐次逼近型A/D转换器,C8051F021具有4个8位的I/O端口,每个端口引脚都可以由程序配置为推挽或漏极开路输出。
1.1 测量电路
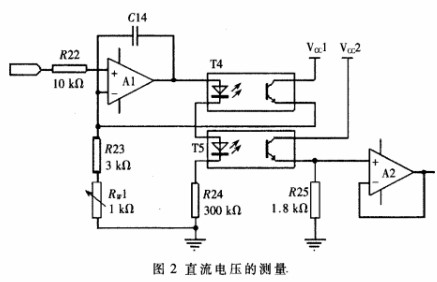
直流焊接电流的测量。随着逆变技术的广泛应用,弧焊电源的工作频率也不断提高,本文采用分流器,能将750 A的直流电流转换成75 mV的电压,但直接将此电压送到单片机ADC的输入端,效果及抗干扰能力都较差,因而在75 mV电压与单片机ADC端之间加入一个由运放构成的同相比例电路,将75 mV变成5 V电压,以适合A/D转换的要求,同时提高抗干扰能力;(2)直流电压的测量。本文采用双光耦、双运放组成的光耦隔离传输电路,如图2所示。双运放构成2个电压跟随器,该电路利用T4、T5电流传输特性的对称性和反馈原理,可以很好地补偿它们原来的非线性,该电路的线性误差不超过0.2%.T4和A1为输入级,T5和A2为输出级,电路的传输系数为K=R25/(R23+RW1),合理地选择2个电阻值。
1.2 输出驱动电路
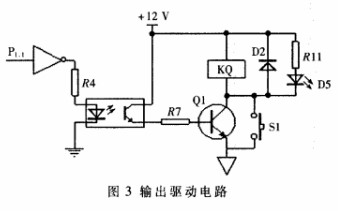
焊机机头的上升、下降由驱动电路控制焊机机头夹具上的伺服电机来完成。其中共有3个驱动电路,结构如图3所示。采用低电平有效方式驱动负载,由于单片机的P1口带负载能力有限,故加入一个反相器缓冲后推动光耦,作用是防止后向通道对单片机的干扰。R4为限流电阻。P1.0控制继电器驱动接触器的线包,在其控制继电器线包上并联一个发光二极管用作指示,P1.1和P1.2控制继电器驱动伺服电机正转、反转,以实现焊头夹具的上升、下降,KF和KZ能够实现自锁。
2 弧焊电源电路的组成及原理
根据正弦波分析变压器的基本公式:
U=4.44fNSBm (1)
式中,S为铁芯截面积,Bm为磁感应强度的最大值。
显然,变压器的重量、体积与NS有关,而NS与f又有直接的关系。由式(1)可得:
NS=U/4.44 fBm (2)
当取Bm为一定值时,若使频率从工频提高到20 kHz,则绕组匝数与铁芯截面积的乘积将减小,而主变压器在弧焊逆变器中所占的重量为1/3~2/3.因此,使得整机重量、体积显着减小,同时,铜和铁的电能损耗将随着需用材料的明显减少而大为降低。
2.1 高频逆变电路的组成
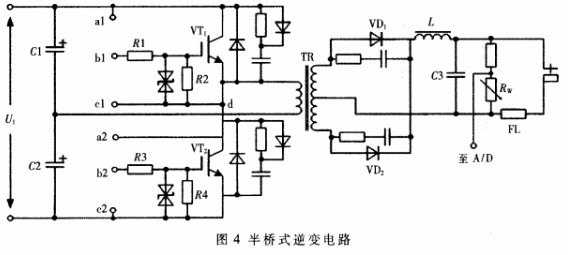
高频逆变电路采用半桥式逆变电路,如图4所示。高频逆变电路的输入是经整流滤波后的直流电压U1,该电路由2只容量耐压相同的电容器C1、C2和2只型号一致的IGBT管VT1、VT2组成一组电桥。输入电源电压U1加在电桥对角线的两端点a、b上,而高频变压器TR的原边绕组则接在电桥另一对角线的两端点c、d上,副边绕组则是一个带中心抽头的全波整流电路。VT1、VT2交替导通,完成DC-AC的逆变过程,其逆变频率为20 kHz.逆变器的输出由二极管VD1、VD2组成的全波整流电路及直流输出电感L滤波,再变为直流电用于焊接。其中VD1、VD2是快速恢复二极管。
图4的电路是半桥式逆变电路,具有开关器件少、开关电压不高、驱动简单及成本低的特点。桥臂电压的输出频率和开关频率相同,变压器利用率比单端式输出高,易输出较大功率。
2.2 PWM脉冲形成原理[8-9]及实现
PWM控制技术就是以该结论为理论基础,对半导体开关器件的导通和关断进行控制,使输出端得到一系列幅值相等而宽度不相等的脉冲,用这些脉冲来代替正弦波或其他所需要的波形。按一定的规则对各脉冲的宽度进行调制,既可改变逆变电路输出电压的大小,也可改变输出频率。
目前,逆变电源常常使用专用的芯片如TL494、SG3525等来产生PWM波形,并通过反馈信号实现对PWM波形的宽度调节,从而获得稳定输出。当控制电路设计完成后,就是一个相对独立的系统,调节、控制方式都不能更改,使得系统的总体协调功能差。基于微机控制的逆变系统主要采用单片机或数字信号处理器(DSP)控制,采用单片机的系统若使用定时器产生PWM,由于中断的特点,输出的PWM的脉宽容易发生改变,单片机对系统调节的实时性差,因此,单片机构成的系统一般需要外接产生PWM的芯片,单片机主要用于协调系统的工作及输出显示。
通常利用IGBT构成高频逆变电源的主电路工作频率为20 kHz,则其工作周期为50 000 ns,对于第四代IGBT,考虑其死区时间要求,双路PWM脉冲的占空比最大值为80%,因此,单路PWM脉冲即每组桥臂IGBT最大的导通时间为:50 000×0.4=20 000 ns,每路PWM之间的死区时间为:50 000×0.1=5 000 ns.如果CPLD/FPGA外接20 MHz的晶振时钟周期为50 ns、工作频率为20 kHz的高频逆电源的工作周期为50 000 ns,共有1 000个时钟周期,因此,双路PWM占空比的调节精度为0.2%,所以,采用CPLD/FPGA的逆变系统,可以方便地通过改变外接的晶振频率来调整PWM占空比的调节精度。
数字化弧焊逆变电源的输出电压、电流采样后经A/D转换送入单片机,单片机经控制算法计算PWM的脉冲宽度,并将其送至CPLD.CPLD根据单片机送入的值生成相位差180°、带死区时间和最小脉宽限制的两路IGBT驱动脉冲,驱动脉冲的占空比随单片机计算并输出的脉冲宽度值做相应的变化。为了便于对数字化焊机的过载情况进行监控并能够在有效时间内采取保护控制措施,在数字PWM芯片上设计了针对过流、欠压等情况下,封锁PWM脉冲输出的功能。PWM仿真波形图如图5所示。en为PWM脉冲输出总使能控制端,module为脉冲宽度数据输入端,用以连接微控制器的数据总线;CLK信号为时钟信号输入端,它是整个数字PWM芯片控制的基准或节拍,对输出精度及稳定性起着决定性的作用。pwm1和pwm2为PWM脉冲输出端,输出相位差180°的两路输出驱动脉冲。
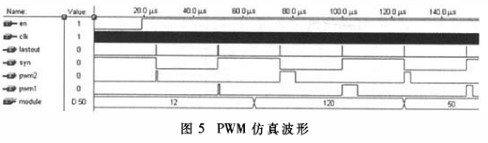
从仿真波形图可以看出:输出波形的周期为50 μs;当单片机输出的数据值不同时,PWM的宽度也不相同。图中先后输出的数据分别为12、120、50,对应的脉冲宽度不相同,在前20 μs,使能端en为低电平,单片机的数据不能传输到可编程逻辑器件中,则无脉冲输出;输出协同信号syn,反馈给单片机作为同步信号用。
3 系统软件的编制
采用C8051F021单片机作为控制系统的核心,外扩键盘、显示电路。键盘对不同的焊接钢筋直径(Φ8 mm~Φ40 mm)进行设置,显示电路可显示焊接钢筋直径和当前焊接电压。这些外扩电路与单片机的接口都较简单,不需要附加其他器件。
C8051F0201器件是完全集成的混合信号系统级MCU芯片, 具有64 个数字I/O 引脚 (C8051F020/2)或32 个数字I/O 引脚(C8051F021/3)。
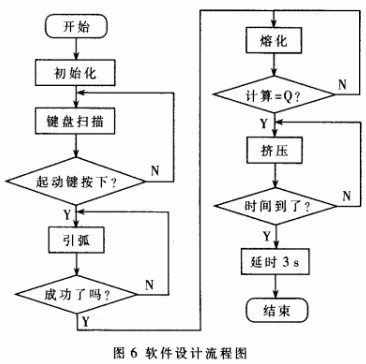
为了调试方便,在设计系统程序时,采用"模块化"形式,其主程序流程图如图6所示,由键盘扫描、查表、数制转换、A/D转换、延时、报警、工作程序等子程序组成,其中工作程序是核心,其他子程序是为其服务的。系统采用电压、电流双闭环,结合软件处理作为引弧是否成功、熔化量是否适中的判断依据,从而解决目前产品中存在的问题。单片机根据测得的电压、电流值首先对系统的引弧进行判断,当电压过大、电流过小时,控制夹具下降;当电压过小、电流过大时,控制夹具上升;当电压等于零或电流趋于无穷大时,即为短路现象;当有电压没有电流时,即为断弧现象;只有当电压和电流同时达到规定值时,系统才认定引弧是成功的。
标准值的获得通过电弧炼钢技术[10]来确定,主要从三方面考虑:
(1)确定电弧焊的有效加热功率。如焊接电流为I(A),
电弧电压为U(V),则电弧传给工件的有效加热功率为:
q=ηIU(W) (3)
式中,η为焊接热效率,反映了焊接过程中对于热能的有效利用程度,对于埋弧自动焊的热量很难向外扩散,因而η值较高为0.9~0.99.
(2)确定温度场的类型。焊接温度场根据其传热方向可分为三维传热、二维传热和一维传热三种类型。钢筋对接焊则属于在截面上均匀分布的面热源、沿轴线方向一维传热的温度场。由于金属的导热性能很强,因而热源提供的热能迅速向工件内部传播,使其温度场变小。为了保证钢筋焊接时有足够的熔池尺寸和熔深,应采用较大的规范参数。温度在沿钢筋轴按指数规律分布,但在近处温度比较集中,因而热能主要集中在这一区域,可近似作为线性关系处理,范围为0~5 cm,温度为钢的熔点温度T熔-50℃。
(3)确定熔化所需的热量。这部分所需能量的大小决定于钢筋的成份,因为化学成份不同,钢的熔点也就不一样,钢液熔点的近似值为:
T熔=1 539-∑Δtx%℃ (4)
式中,1 539为纯铁熔点; Δt为钢中某元素含量增加1%时,熔点的降低值;x%为该元素的百分含量,例如:钢的含碳量为0.5%时,碳的熔点为1 480℃。
碳素钢的平均比热为0.7×103 J/kg·℃,熔解热为2.73×105 J/kg,则熔化钢所需热量为:
Q1=m1cΔt1+m1 j (5)
式中,m1为熔化钢的质量,由钢筋的直径及长度决定,长度可选12 mm~16 mm之间的值,直径大的可选适当短一些;c为比热;Δt1为变化的温度,是T熔与周围环境的温度差,即Δt1=T熔-T环;j为熔解热。
除了熔化所需的热量外,还有一部分热量需要考虑,即:焊接处5 cm的长度中除熔化的钢筋外,余下为钢筋温度变化所需的热量:
Q2=m2 cΔt2 (6)
式中,m2为温度变化而没有熔化部分的钢筋质量,Δt2为变化的温度,Δt2=(T熔+50)/2.
把这两部分热量相加,求出钢筋吸收的总热量,再除以焊接热效率η,标准值Q被预置在程序中,系统工作时,对电弧的热量进行累计为Q吸=UIt,并随时把Q吸和Q相比较,当Q吸≥Q时转到下一道工序中。
本系统利用单片机对建筑钢筋对接焊的4个过程进和控制,采用CPLD产生PWM脉冲波形,经过对原系统的改进,现系统不仅能实现自动焊接的功能,且系统修改方便,控制准确、灵活,焊接质量明显提高,焊接性能大大改善。
-
基于C8051F021单片机和SD2300芯片实现海流数据采集存储接口的设计2020-10-19 4249
-
采用单片机和CPLD器件实现仿人手臂形假肢控制系统的设计2020-04-15 1849
-
如何使用C8051F单片机实现恒温箱控温系统的设计2019-12-13 1198
-
请问C8051F021单片机复位端口是高电平怎么解决?2019-10-08 2987
-
C8051F021型单片机实现数据采集系统2011-09-29 3942
-
基于C8051F单片机的炉温控制系统2011-08-15 1466
-
基于单片机+CPLD的多路精确延时控制系统设计2010-12-16 799
-
C8051F单片机2010-04-06 918
-
基于C8051F020和USB的OLED控制系统设计2009-08-28 773
-
C8051F005单片机的比例电磁铁控制技术2009-03-29 2474
-
c8051f020/c8051f021中文资料2008-10-10 2402
-
C8051F021在远程诊断与急救支援系统中的应用2006-03-11 1599
全部0条评论

快来发表一下你的评论吧 !
