

超声探伤技术的基本原理、分类及在无损检测中的应用
描述
引 言
无损检测( No ndest ruct ive test ,NDT ) 是指不破坏和损伤受检物体,对其性能、质量、有无内部缺陷进行检测的一种技术。无损检测技术是提高产品质量,促进技术进步不可缺少的手段,特别随着新材料、新技术的广泛应用,各种结构零件向高参量、大容量方向发展,不仅要提高缺陷检测的准确率和可靠性,而且要把传统的无损检测技术和现代信息技术相结合,实现无损检测的数字化、图像化、实时化、智能化。
工业上常用的无损检测方法有五种:超声检测( UT ) 、射线探伤( RT) 、渗透探查( PT) 、磁粉检测( MT )和涡流检测( ET ) 。其中超声检测是利用超声波的透射和反射进行检测的。超声波可以穿透无线电波、光波无法穿过的物体,同时又能在两种特性阻抗不同的物质交界面上反射,当物体内部存在不均匀性时,会使超声波衰减改变,从而可区分物体内部的缺陷。因此,在超声检测中,发射器发射超声波的目的是超声波在物体遇到缺陷时,一部分声波会产生反射,发射和接收器可对反射波进行分析,精确地测出缺陷来,并显示出内部缺陷的位置和大小,测定材料厚度等。
超声检测作为一种重要的无损检测技术不仅具有穿透能力强、设备简单、使用条件和安全性好、检测范围广等根本性的优点外,而且其输出信号是以波形的方式体现。使得当前飞速发展的计算机信号处理、模式识别和人工智能等高新技术能被方便地应用于检测过程,从而提高检测的精确度和可靠性。
超声波无损探伤( NDI) 是超声无损检测的一种发展与应用,其设备有:超声探伤仪、探头、藕合剂及标准试块等。其用途是检测铸件缩孔、气泡、焊接裂纹、夹渣、未熔合、未焊透等缺陷及厚度测定。
超声无损检测在最近几十年中得到了较大的进展,它已成为材料或结构的无损检测中常用的手段。由于超声检测可以在线进行、超声波对人体无害又不改变系统的运行状态,因此,在材料或结构的无损检测中得到了广泛的应用。
1 超声探伤原理
超声探伤是无损检测的主要方法之一。它能非破坏性地探测材料性质及内部和表面缺陷( 如裂纹、气泡、夹渣等) 的大小、形成和分布情况,具有灵敏度高、穿透力强、检测速度快和设备简单、成本低等一系列特点。
1. 1 基本原理
超声波探伤具有反射和透射两种方法。其中反射方法精确度较高。图1 是脉冲回波探伤仪原理图。脉冲发射器通过探头将超声波短脉冲送入试件,当回波从试件的缺陷或边界返回时,通过信号处理系统,在示波器上加以显示,并将其幅度和传播时间显示出来。如果已知试件中的声速,则根据示波器上的读数所获得的脉冲间的传输时间即可获得缺陷的深度。
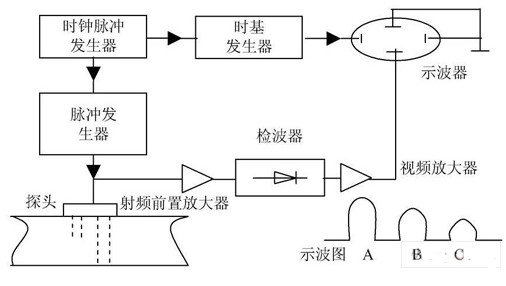
图1 脉冲回波探伤仪原理图。
1. 2 探伤分类
超声探伤方法很多,可以按不同的方式进行分类。
现将几种常用的分类方法介绍如下。
( 1) 按原理分类
按探伤原理分类可分为脉冲反射法、穿透法和共振法。脉冲反射法是一种利用超声波探头发射脉冲到被检测试块内,根据反射波的情况来检测试件缺陷的方法。脉冲反射法又包括缺陷回波法、底波高度法和多次底波法等。
( 2) 按耦合方式分类
按耦合方式分类如图2 所示。
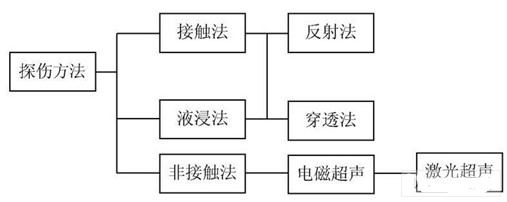
图2 按耦合方式探伤分类图。
( 3) 按探伤显示方法分类
按探伤显示方法分类可分为A 型显示,B 型显示与C 型显示。其中A 型显示只显示缺陷的深度: B 型显示探伤仪,可显示工件内部缺陷的横断面形状,此时示波器横坐标代表探头在工件面上的位置,纵坐标代表缺陷的深度。探头沿工件移动与示波管扫描线的水平移动是同步的,为使图象保留在荧光屏上,应选用长余辉示波管,且探头移动速度不能太快: C 型显示探伤仪,可以显示工件内部缺陷的平面图形。
( 4) 按智能方式分类
上述探伤方法如由人工操作,则为人工探伤。如使试样或探头移动,在它的移动中利用超声波自动地检测缺陷并予以显示或指示( 喷色) 的方式,称为超声自动探伤。自动探伤要有探伤仪( 带闸门装置) ,显示装置,探头及其夹持机构。根据探头设置方式的不同还可大致分为如下几种探伤方式:直接接触方式,此方式只用在探伤速度不高且表面光滑的场合,如轨道、无缝钢管和轴等: 局部水浸方式是超声探伤中最适用的方式,还可细分为其他方式,但原理是同样的: 全水浸方式用于工件的某部分( 如粘结层) 或管类的精密探伤,当水槽机构设计成可以进行自动探伤的情况下,除去工件的装卸以外,探伤可以全部自动化,如果工件加工精度高,而且水槽内架设的探头夹持机构、移动架的精度也高,则探伤的精度也高 。
2 超声探伤技术在无损检测中的应用
2. 1 机车检测方面的应用
2. 1. 1 在高速钢轨检测中的应用
我国铁路运营线路近七万公里,而且铁路正在向高速、重载的方向发展。超期服役的钢轨数量很大,线路上的钢轨在承担繁重的运输任务过程中,不免要产生各种肉眼能看见及看不见的损伤如侧磨、轨头压溃、剥离掉块、锈蚀、核伤、水平裂纹、垂直裂纹、周边裂纹等。
如图3 所示,当被检钢轨内部有一个裂纹缺陷( 或其他缺陷) ,将超声波探头放在被检钢轨的某一表面部位( 该面称作探伤面、检测面) ,探头向被检钢轨发射超声波信号,超声波穿过界面进入被检钢轨内部,在遇到缺陷和两介质的界面时都会有反射,反射信号被探头接收后,通过探伤仪内部的电路转换,就可以把缺陷信号和底波信号形象地显示出来,如图4 所示。根据超声波的声程推算,就可以轻易地将缺陷信号和底波信号区分开,然后通过超声波试块进行定标,就可以实现对钢轨缺陷的定位和定量。
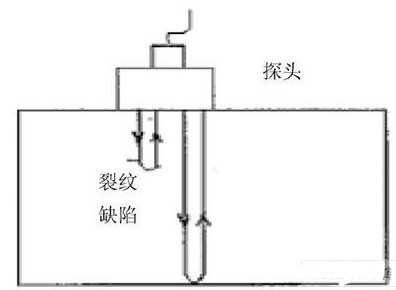
图3 超声探伤示意图。
2. 1. 2 在车轮缺陷检测中的应用
轮对是车辆走行部中最重要的部件之一,对轨道车辆轮对的检测并准确地判断其缺陷位置一直是铁道运输部门非常重视的问题。该系统采用电磁超声探伤技术,实现轮对踏面的缺陷检测,包括:踏面剥离及剥离前期检测: 踏面表面及近表面裂纹检测。
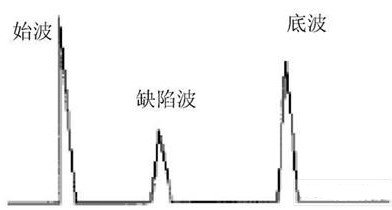
图4 超声波探伤仪显示缺陷示意图。
电磁超声探伤系统利用超声表面波的脉冲反射原理进行缺陷检测。当轮对沿钢轨运行到探头位置,轮对踏面接触探头的瞬间,EMAT ( 电磁超声探伤技术) 在车轮踏面表面及近表面激发出电磁超声表面波脉冲,超声表面波将沿踏面表面及近表面圆周以很小的损耗传播。如图5 所示,超声表面波在踏面双向传播( 顺时针和逆时针) ,沿车轮表面及近表面传播1 周后回到探头位置,EMAT 探头检测到返回的超声表面波后形成第1 次周期回波( 图5 中RT 波) : 未衰减的超声波继续沿踏面传播,依次形成第2 次、第3 次周期回波,,直到能量衰减到设备无法检测为止。
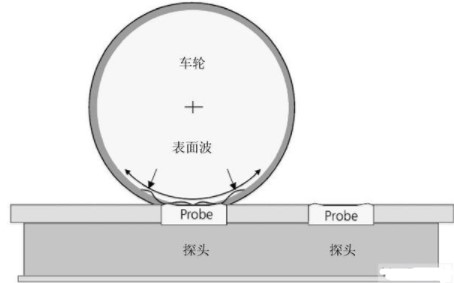
图5 探头在踏面激发的超声表面波。
当车轮踏面表面及近表面有裂纹或剥离等缺陷存在时,超声波在缺陷端面处一部分能量被反射,沿原传播路径返回并被探头检测到,形成缺陷回波( 图6 中E波) : 另一部分能量绕过缺陷端面继续传播,形成周期性回波( 图6 中RT 波) 。通过正常的周期回波( RT) 与缺陷回波( E) 的对比分析,可以定性分析当前轮对的踏面缺陷状况。
2. 1. 3 在轮辋缺陷检测中的应用
随着我国铁路行车速度的提高,尤其是动车组的开行给行车安全提出新的考验,转向架关键部件如轮辋、车轴、轴承等局部位置承受更大的应力,要求检测过程速度加快、检测时间间隔变小、检测范围扩大,给铁路无损检测领域提出更高的技术要求。
根据轮辋缺陷裂纹的走向特点,将轮辋缺陷分为三类。
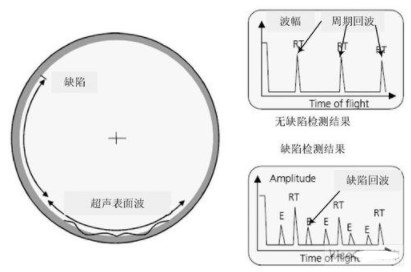
图6 表面波传播原理
( 1) 周向缺陷:沿车轮踏面圆周方向并与踏面圆周方向平行:( 2) 径向缺陷:方向垂直踏面,与车轮直径方向平行:( 3) 轴向缺陷:轮辋内部与车轴方向平行。
在探伤实验中,通过在样板轮上打平底孔、刻槽的方式形成人工缺陷模拟轮辋的实际缺陷,平底孔的直径或刻槽的宽度与实际裂纹尺寸成当量关系,相控阵探头分别置于踏面( I) 和轮缘内侧( II) 进行扫查,样板轮工缺陷如图7 所示,缺陷# 为距轮缘顶端40 mm且垂直轮辋侧面3 mm 深30 mm 的平底孔: 缺陷? 为距踏面10 mm 垂直轮辋侧面3 mm 深30 mm 的平底孔: 缺陷% 为距踏面50 mm 垂直轮辋侧面 3 mm 深90 mm 的平底孔: 缺陷&为轮辋与轮辐交接区域,朝踏面方向3 mm、孔底距踏面40 mm 的平底孔: 缺陷? 为轮缘根部靠踏面侧2 mm 深周向刻槽,槽宽小于等于2 mm。
根据超声检测脉冲回波反射的特点,周向缺陷采用纵波相控阵直探头从踏面进行扫查: 径向缺陷采用纵波相控阵直探头在轮缘内侧面进行扫查: 轴向缺陷采用纵波相控阵直探头、横波相控阵斜探头均能扫查到 。
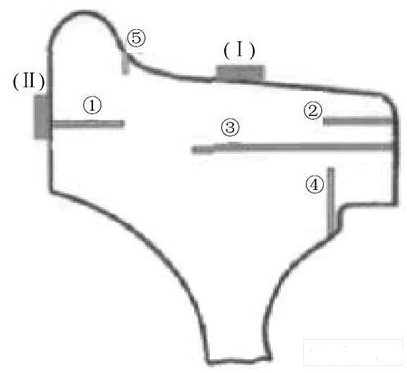
图7 轮辋人工模拟缺陷探伤。
2. 2 建筑和土木方面的应用
2. 2. 1 超声在测定混凝土结构强度及厚度的应用
( 1) 强度检测技术
超声波检测是利用混凝土的抗压强度与超声波在混凝土中的传播参数( 声速) 之间的相关性来检测混凝土强度的。混凝土的弹性模量越大,强度越高,超声波的传播速度越快。经试验,这种相关关系可以用非线性数学模型来拟合,即通过实验建立混凝土强度和声速的关系曲线。现场检测混凝土强度时,应该选择浇筑混凝土的模板侧面为测试面,一般以200 mm ( 200 mm 的面积为一测区。每一试件上相邻测区间距不大于2 m。
测试面应清洁平整,干燥无缺陷和无饰面层。每个测区内应在相对测试面上对应的辐射和接收换能器应在同一轴线上,测试时必须保持换能器与被测混凝土表面有良好的耦合,并利用黄油或凡士林等耦合剂,以减少声能的反射损失。按拟定的回归方程计算或查表取得对应测区的混凝土强度值。
( 2) 声波反射法测量厚度
如图8 所示,超声波从一种固体介质入射到另一种固体介质时,在两种不同固体的分界面上会产生波的反射和折射。声阻抗率相差越大,则反射系数也越大,反射信号就越强。所以只要能从直达波和反射波混杂的接收波中识别出反射波的叠加起始点,并测出反射波到时,就可以由式( 1) 计算混凝土的厚度:
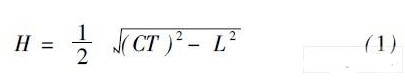
式中:H 为混凝土厚度: C 为混凝土中声速: T 为反射波走时: L 为两换能器间距。由( 1) 式知,要准确得到厚度,关键是如何设法测得较准确的混凝土声速C 和混凝土结构底面波反射声时T。当换能器固定时,L 是一个常数 。
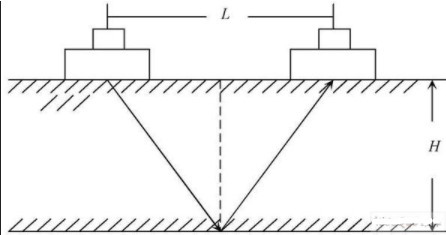
图8 反射法测量厚度原理图。
2. 2. 2 超声在桥梁混泥土裂缝检测中的应用
桥梁结构的使用性能及耐久年限,主要由设计、施工和所用材料的质量等诸多因素共同决定。由于设计、施工和材料可能存在某些缺陷,这些缺陷会使桥梁结构先天存在着某些薄弱之处: 此外,桥梁在营运使用中又会受到不可避免的人为损伤及各种大自然侵蚀,带来后天病害。
如图9 所示,先在与裂缝相邻的无缺陷混凝土利用*测法计算出超声波在测距为2a 的混凝土中的声时t0 :再将超声换能器置于裂缝两侧各为a 的距离,计算出跨缝测试超声波的声时tc ,计算裂缝深度dc 公式为 :
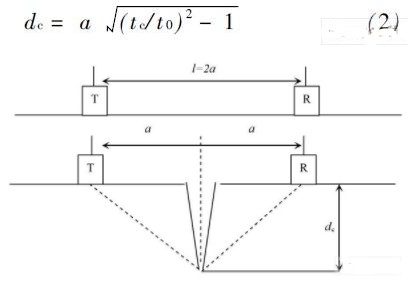
图9 桥梁检测示意图。
2. 3 焊接方面的应用
采用超声相控阵技术及B 扫描实时成像技术,通过足够数量的探头排列和触发时间控制,并选用不同频率范围,可以实现嵌入式电阻丝电熔连接接头的检测。
通过对比超声图像与接头实剖图,发现该方法能可靠地检出物体中的缺陷,并能较精确地确定缺陷位置和大小。在聚乙烯管道安装工程中的检测进一步验证了该技术的可靠性。
检测示意图如图10 所示。超声相控阵检测结合B扫描技术可以判断检测截面上电阻丝的位置,从而可以判断由于管材和套筒配合过紧造成的电阻丝垂直方向的错位情况,从实剖图上得到验证如图11 所示,比较超声成像图和实剖图可以看出,相控阵超声方法对金属丝有较好的分辨效果,连很微小的位移也能分辨出来,定位精度达0. 5 mm。
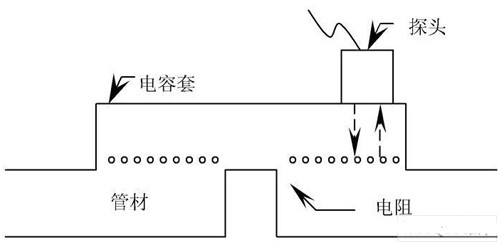
图10 焊接检测示意图。
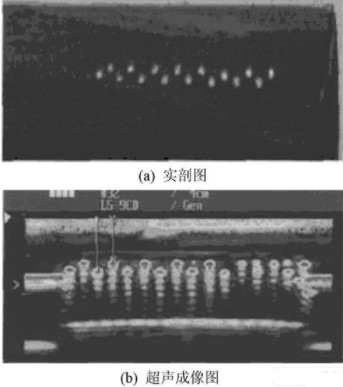
图11 电阻丝错位图。
超声相控阵技术及B 扫描实时成像方法对聚乙烯管电熔接头各类缺陷有较好的检出能力。对大量含缺陷电熔接头进行检测和试验研究,对比超声成像图和实剖图,发现该方法对于聚乙烯电熔接头的各类缺陷均有较高的检测灵敏度和检出精度。通过城镇聚乙烯燃气管道安装工程检测实践,验证该技术能实现嵌入式电阻丝电熔连接接头的检测。
3 结 语
现代意义的无损检测技术是随着各种科学技术的发展而发展起来的。超声检测作为无损检测的一种重要方法和热点研究,主要集中在研制适应性强、灵敏度高的探头: 为判断缺陷性质而对各种缺陷数学模型的建立: 缺陷的检出和信号分析技术: 无损*价的量化研究以及拓展超声检测在其他领域的应用。它的优点是对平面型缺陷十分敏感,一经探伤便知结果,易于携带,多数超声探伤仪不必外接电源,穿透力强。局限性是藕合传感器要求被检表面光滑,难于探出细小裂缝,要有参考标准,为解释信号要求检验人员素质高。
超声检测技术未来将会向着以下几个方面发展:
( 1) 向高精度、高分辨率方向发展。
( 2) 高温条件下的测量明显增多,在线检测、动态检测增多。
( 3) 在若干领域向超声无损*价发展,使得超声检测内容有了新的内涵。如超声检测技术与断裂力学相结合,对重要构件进行剩余寿命*价: 超声检测技术与材料科学相结合,对材料进行物理*价。
( 4) 在无损检测方面向定量化、图像化方向发展,超声检测系统将进一步数字化、图像化、自动化、智能化。
( 5) 现代信息处理技术如数值分析法、神经网络技术、模糊技术、遗传算法、虚拟仪器技术将广泛应用于超声检测技术领域。
随着各种科学技术在超声检测及探伤中的不断深入应用,相信超声检测作为许多领域产品质量保证的重要手段之一必将得到更多的关注与提高。
-
ATA-2031高压放大器在复合材料板超声无损探伤中的应用2025-02-27 2330
-
磁粉探伤和超声波探伤的区别是什么2024-05-24 8079
-
ATA-2042高压放大器在超声无损检测中的应用有哪些?2023-08-08 1420
-
电磁超声兰姆波的无损探伤测试2022-01-07 1461
-
超声波驱动电源在无损检测中的作用2022-01-03 1980
-
超声波驱动电源在无损检测中的应用2021-12-30 1251
-
基于DSP芯片实现超声波无损检测系统的设计2021-03-26 8005
-
用于超声无损检测的四通道超声探伤卡的硬件设计方法2021-03-03 1675
-
根据超声波无损探伤仪系统原理在ARM平台上是如何实现的2020-07-10 2346
-
超声波无损探伤系统设计方案2017-12-28 23970
-
无损检测技术的介绍与伪彩色技术在超声无损检测中应用2017-10-09 1227
-
数字化超声探伤仪原理及UT检测技术简介2012-02-23 5
-
超声波探伤在无损检测焊接质量中的作用2010-02-01 827
-
超声探伤在身管检测中的应用2009-07-06 763
全部0条评论

快来发表一下你的评论吧 !
