

可逆冷轧机控制系统上关于自动停车的应用
描述
前言
本课题为河北省自然科学基金(602073)资助项目,现以北京钢铁研究总院安泰科技股份有限公司天津北方900 MS六辊可逆冷轧机控制系统为例介绍自动停车的控制方法的设计及实现过程。
该轧机原停车控制完全由人工控制,不仅工人劳动强度高,而且由于现场照明条件及操作人员技术水平的限制,经常造成轧机在高速运行或轧制薄规格产品时停车不准,影响生产正常进行,如果减速停车过早,会使整个轧制时间延长,影响轧机产量;如果减速停车过晚,会使厚带咬入轧辊,造成断带,且导致设备损坏,因此迫切需要一种行之有效的解决方案。
经过不断的研究和实验,我们根据实际经验模拟了一条停车曲线,在生产过程中严格按照这条曲线控制轧线速度,逐渐减速到最后停车,并取得了很好的应用效果,下面将详细介绍这一方法的实现过程。
1. 控制系统的硬件组成
MS六辊可逆式冷轧机是一种新型的板带轧机,其特点为中间辊可轴向移动,具有板形好,精度高等优点,该轧机的主要设备组成:主轧机、左卷取机、右卷取机、矫直机、开卷机、普通液压站、工艺润滑站和AGC站等。主要生产850mm宽、0.2-1.0mm厚的冷轧薄板带,精度可达1.5%,最高轧制速度为8m/s,并设计大小张力的切换功能,轧制厚带时,采用大张力档,低速轧制(最高速6m/s);当轧制薄带时,采用小张力档,高速轧制。
本套轧机自动化系统一级主站选用了Siemens公司的s7-300,一级从站包括2个Siemens公司的从站ET-200、4台意大利ASIRobicon公司生产的全数字可逆直流传动装置SPDM;主、从站之间通过Profibus-DP现场总线通讯;二级上位机是由1台研华工业控制计算机组成。安装了组态软件InTouch 8.0,人机界面(HMI)通过Siemens公司的5613卡与PLC主站进行数据交换,用来完成轧机参数的显示和轧制工艺的设定,主要画面包括操作员界面、轧制规程、轧线模拟图、自诊断和报警、实际参数值显示等等。系统硬件结构原理如图1所示:

图1
2. 理论基础及实现过程
2.1 理论基础
本停车曲线所依据的理论基础是物理学上关于速度和加速度的之间换算关系的公式:vt2-v02=2as。
其中,vt为轧线减速前的最高线速度,v0为减速后的线速度,由于本系统设计的目的是为了停车,因此最后减速到零。公式演变为:vt2=2as。
把上述公式,融合到要研究的问题中,可以发现s为减速停车过程中剩余钢带的长度,对于每个道次,它都是一个不断减小,最后到零的值; a为曲线的加速度,可以依据轧机的最高速度及工艺要求设定a为合适的值,做到平滑地减速; 也是一个在停车过程中逐渐减小到零的值。如果测量出s,就可以求出对应的vt,这样就可以绘制出一条停车曲线。编写程序可根据每时刻的s求出对应时刻的vt,送到主轧机的速度给定上。下文将介绍 的具体测量方法。
2.2 带钢长度的测量
为了达到控制要求,本系统专门设计了圈数计来测量s,具体实现方法如下:增加两个光电编码器,分别安装在左右卷取电机上,将编码器的输出信号输入到高速计数器模板,考虑到减速机的减速比后,就可正确计算出每道次卷取电机的旋转圈数。由于计圈对光电编码器要求精度不太高,本系统选用德国图尔克公司生产的每圈为500脉冲的增量式编码器,选用Siemens公司型号为:6ES7 350-2AH00-0AE0的高速计数模板采集脉冲。
2.3 实现过程描述
六辊可逆冷轧机工作过程简述为:(1)把钢卷上到开卷机卷筒上,通过矫直机将带头矫平后,带钢穿过主轧机,缠到右卷取机卷筒上;(2)通过AGC控制系统将工作辊压到位后进行第1道次开卷轧制;(3)第1道轧制完成后,将开卷卷筒上的带钢缠到右卷取机卷筒上,准备进行第2道次轧制;(4)根据原料厚度和成品带钢厚度要求进行反复可逆轧制,直到轧出成品厚度。根据轧机的工作过程,在第1道次轧制过程中,右侧卷取机编码器开始计圈。由于是第1道次轧制,没有带钢的初始圈数,所以自动停车功能禁止使用。第2道轧制开始后,左侧的卷取机处于卷取状态。自动停车功能开始投入使用,其计圈功能只增不减,右侧卷取机处于开卷状态,其计圈功能只减不增,并以处于开卷状态编码器的计圈功能来估算带长。通过程序计算出每时刻对应带长的停车速度V_autostop,并和主轧机的速度给定作比较,如果V_autostop大于V_ref,V_ref保持不变,如果V_autostop小于V_ref,则将V_autostop 赋值给V_ref 。卷取机的工作状态由主操作台上的轧制方向开关控制,轧制方向选择向右轧制时,右卷取机为卷取状态,左卷取机为开卷状态;轧制方向选择向左轧制时,卷取机为卷取状态,右卷取机为开卷状态;在实际应用中,应校对编码器的互差90度两路脉冲的相位,使之与圈数增减方向保持一致。
为了实现工艺要求,分别给高速,中速和低速运行阶段分配了不同的加速度,速度在3.7m/s以上, 选择0.14m/s2,速度在3.7-1.8m/s之间, 选择0.16m/s2,速度在1.8m/s以下, 选择0.18m/s2,其值由小到大变化,可以保证轧机在最高速时平稳减速,不会导致引起张力波动,造成断带,而且可以保证工作效率。设定的曲线如图2所示:
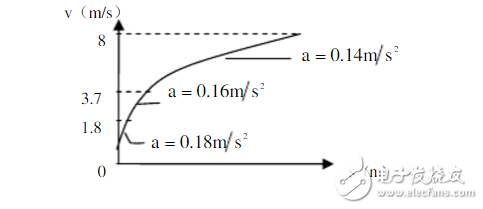
图2
3. 主要程序编写
本项目中专门编写了程序功能块FC来模拟停车曲线,它设有自己的输入输出参数,通过改变实参对其循环调用,使它按公式计算出对应带长s的停车速度V_autostop。程序块如图3所示:
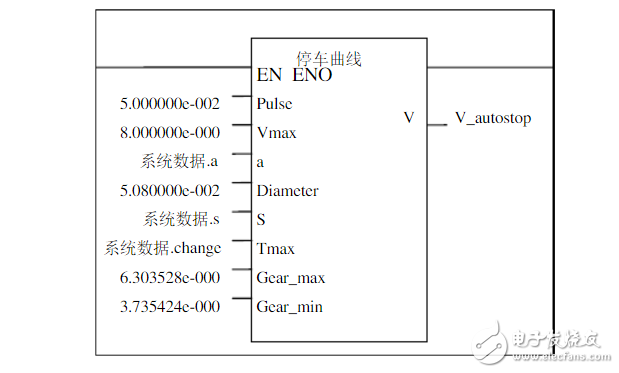
图3
其中,Pulse为编码器每圈发出的脉冲数,Vmax为运行的最高线速度,a为设定的加速度,Diameter为设定的卷筒卷径值,S为处于开卷状态的编码器的脉冲数(用来计算带长的信号),Tmax为大小张切换输入信号,Gear_max和Gear_min分别为对应大小张的减速箱的减速比。“系统数据”为专门存贮数据的DB块。
选用高速计数器的前4个通道输入编码器信号,数据采集程序如下:
L 100
T MW 4
CALL “CNT2_CTR”
DB_NO:=MW4
A “FM350-2数据”.CHECKBACK_SIGNALS.PARA
JCN END
A “左卷计圈清零”
= “FM350-2数据”.CONTROL_SIGNALS.SW_GATE0
A “右卷计圈清零”
= “FM350-2数据”.CONTROL_SIGNALS.SW_GATE1
A “FM350-2数据”.JOB_RD.BUSY
JC RDDO
L 100
T “FM350-2数据”.JOB_RD.NO
RDDO: CALL “FC CNT2_RD”
DB_NO :=MW4
RET_VAL:=MW6
END: BE
其中,FC CNT2_CTR为是为高速计数器编写的控制功能块,它主要完成初始化数据块,读取检测信号,从数据块中传输控制信号到FM350-2模板。专门编写数据块DB100,通过对其调用,控制高速计数器的门控信号,开启它的计数功能。FC CNT2_RD为高速计数器编写读取数据的功能块,它主要完成从数据块中读取数据和向数据块中传输相关数据。调用它可以从高速计数器模板中读取计数值并存贮在数据块DB100中。
结束语
实际生产情况证明,该套系统停车精度高,运行稳定, 实用性强, 停车精度控制在15cm以内,提高了轧机的生产效率, 很大程度上减小了操作工人的劳动强度。
-
[2.14.1]--冷轧机控制系统jf_90840116 2022-12-19
-
唐钢冷轧厂一期酸洗线自动控制系统2009-03-17 423
-
SIMOVERT 在冷轧机卷取控制系统中的应用2009-03-18 624
-
Φ90mm实验型四辊可逆轧机多档张力PLC控制系统2009-05-25 532
-
冷轧机厚度控制系统算法改进2009-06-22 665
-
关于1400冷轧机液压自动辊缝控制系统抖动一例的分析2009-06-25 888
-
冷轧机组生产批量计划的模型和算法研究2009-07-09 755
-
冷轧机液压AGC系统GPC控制仿真研究2010-01-11 879
-
可逆冷轧机电控系统几个问题的探讨2010-08-25 1607
-
冷连轧机辊缝自动标定原理及应用2011-08-16 7217
-
西马克冷连轧机自动控制系统2018-02-06 1469
-
冷轧机主减速机轴承室修复采用的哪家复合材料2022-09-22 1423
-
【轧机专业修复】冷轧机主减速机轴承室修复技术报告2022-02-16 1579
-
如何修复冷轧轧机齿轮箱轴承室磨损2024-03-18 475
-
冷轧机直流电机补偿电流多大2024-07-11 944
全部0条评论

快来发表一下你的评论吧 !
