

Lenze伺服装置的特性、原理及在非晶制带机组中的应用
描述
引 言
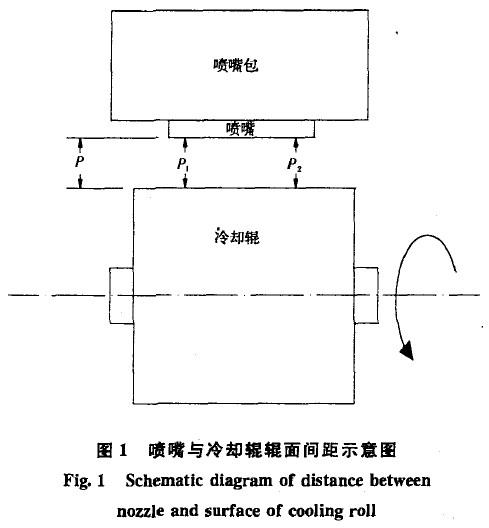
非晶制带过程中,调节喷嘴与冷却辊间距大小来控制带材厚度和横向厚差,喷嘴与冷却辊的间距控制精度是带材厚度精度的关键之一,本文介绍了Lenze伺服系统在高精度位置控制系统中的应用。图1是喷嘴包与冷却辊辊面间距的示意图,制带时,喷嘴包中的钢水经过喷嘴流到冷却辊面上,冷却辊以恒定速度转动,钢水冷却形成带材,带材厚度H和喷嘴与冷却辊间距P 成正比关系,P1一P2=△P决定带材的横向公差,在P1和P 2的位置分别安装2台伺服电机,调整喷嘴与冷却辊的间距。
2 Lenze伺服系统
2.1 技术要求
喷嘴包上下行程100mm;升降速度0-2mm/s;升降控制精度±2μm;分辨率1μm。
2.2 设备选型
根据技术要求和生产中的实际情况,设备选型的技术参数要满足和优于技术要求的指标,特别是控制系统设计时要有一定裕度,电机选用交流异步伺服电机,型号MDSKABS056—22,额定频率140Hz,额定功率0.8kw,最大转矩10Nm,额定转矩2Nm,额定转速3950/min,额定电流 2.4A,伺服控制器选用位置控制单元,其性能指标与驱动电机要匹配,型号为EVS9323一EP位置伺服控制器参数分别是:额定电流3.9A,斩波频率厂f=8kHz时,最大电流5.9A,最大转矩7.3Nm;斩波频率f=16kHz时,最大电流4.4A,最大转矩5.3Nm;选用的伺服驱动控制器额定电流和最大转矩均能满足要求并且有一定的裕度。根据实际情况还要选用与之匹配的制动单元,选择制动电阻471-1和制动周期1%/4S,最大制动功率小于 12kw,其制动单元选用型号为EMB9351一E。反馈单元的选用HEIDEENHAIN公司的直线光栅尺,型号为LS476一MLI20,量程 0~120mm,步距为0.1μm,精度等级±3μm,增量信号为~1Vpp,栅距/信号周期为20μm。通讯模块选用EMF2173IB,上挂西门子 S7—300的PROFIBUS-DP总线。
2.3 Lenze伺服系统特点
EVS9323一EP位置伺服控制器具有电机参数自整定功能,不需要人工输入电机参数;内置PID软模块只需设定参数,不需人工编程;滑差补偿特性能够提高控制精度;在有反馈时,静态力矩仍可达到额定力矩输出,适合升降机的位置控制;动态响应时间lms;力矩控制范围1:100,转矩环循环周期 62μs;位置控制单元分辨率16位,位置环闭环周期,给定值1ms,实际值500μs;位置反馈单元分辨率16位。因此,EVS9323一EP位置伺服控制器性能和特性适合喷嘴包与冷却辊间距的高精度位置控制。
3 机组的位置控制系统
3.1 系统组成
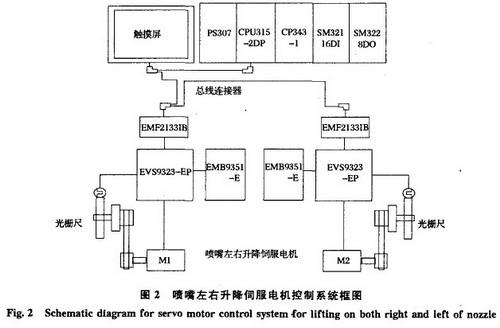
本系统采用西门子 7—300PLC,CPU是315— 2DP,模拟量输入模块SM321,模拟量输出模块SM322,电源模块PS307,触摸操作屏选用OP370,与上位机通讯模块CP343—1。图2是机组的位置控制系统框图。
3.2 控制原理
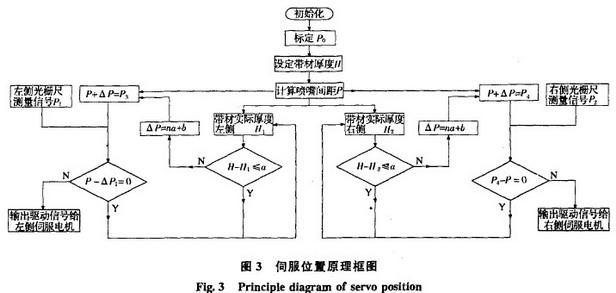
首先需要人工标定最小的喷嘴与冷却辊间距,定义为P0,此时P1=P2=P3。,即P1-P2 =△P=0,其次在操作屏上设定带材厚度H,CPU计算喷嘴与-冷却辊间距P,P值分别给定2台Lenze伺服控制器,内置PID软模块计算位置偏差,输出驱动信号,驱动2台伺服电机,传动喷嘴包升降,光栅尺检测位移量,到达位置后,控制器发出停止信号。测厚仪检测带厚,CPU 比较设定厚度与实际厚度之差△H=H—H1,当△H 小于公差范围a 时,△Px=0,不用修正位置给定信号P,当△H 大于公差范围口时,△Px= na+b,修正位置给定信号P,驱动伺服电机运动。图3为伺服位置控制原理框图。
3.3 位置闭环系统控制精度测试
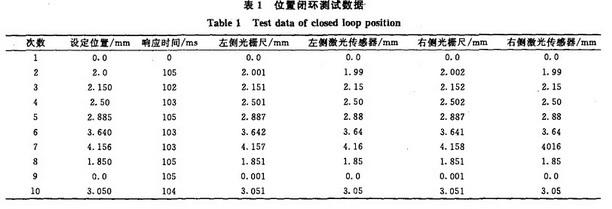
机组在调试时,对Lenze伺服系统位置闭环控制精度进行了测试,使用lenze公司的ODLS8激光测距传感器,其量程25mm,分辨率 0.01mm,测量时间≤1Oms,绝对测量精度±0.5%,重复精度士0.1%,分别安装在喷嘴包两测,检测喷嘴包的移动位置。表l中的数据是10次检测结果。Lenze伺服系统位置闭环控制精度完全满足机组的技术要求,并且在实际生产过程中得到了很好的验证。
4 结束语
Lenze9300位置伺服控制装置在非晶制带机组的成功应用,体现了其优异的性能、很高的可靠性,是高精度位置控制系统较为理想的传动装置。
-
如何完成电子伺服装置?2019-08-27 1218
-
人机界面与PLC在冷带连续加工机组中的应用2009-06-20 823
-
照相闪光伺服装置2009-09-29 637
-
非晶硅薄膜电池的特性2009-12-28 1918
-
基于伺服的定位装置设计2017-09-22 669
-
Profibus-DP总线在Lenze变频、伺服中应用2022-06-06 1023
-
RFID在服装库存中的应用2025-04-09 912
全部0条评论

快来发表一下你的评论吧 !
