

PLC S7—200在立体仓库控制系统中的应用
描述
1 引言
随着我国国民经济飞速的发展和企业现代化生产规模不断的扩大,现代物流系统从六十年代刚刚起步到现在蓬勃发展,其中立体仓库控制系统是不可缺少的重要部分。立体仓库控制系统是以PLC作为控制核心,集自动控制技术、计算机技术、通讯技术和机电一体化技术于一体的高科技控制设备。本文探讨了如何利用德国西门子PLC S7—200实现立体仓库控制,并分别从硬件和软件两个方面进行了分析和研究。
此自动控制系统已在营口红塔集团得到了很好的应用。
2 系统概况
自动化立体仓库又称自动存取系统(AS/RS),是一种用高层立体货架储存物资,坩自动控制堆垛机进行存取作业和,f=I计算机监控管理的仓库。目前,立体仓库主要有以下几种形式:升降横移式、巷道堆垛式、垂直提升式、垂直循环式、圆形水平循环式等等。本系统采用巷道堆垛式立体仓库,此系统由PLC、堆垛机、计算机、货架、出入库输送机等设备构成。其巾PLC是控制核心,堆垛机是立体仓库的主要存取设备,它是由机架、行走机构、升降机构、载货台、伸叉、导轨构成。堆垛机执行PLC命令去高速度、高密度地自动存取货物,同时在上位机可进行实时监控。
3 系统硬件设计
根据立体仓库控制系统要求,我们采用了德国西门子PI C S7—200 CPU226型号,此类型PLC可以满足多种多样自动化控制的要求,它虽为小型机,但有些功能可与大中型PLC 媲美。S7—200具有很强大的指令系统,具有功能齐全的编程软件和界面友好的工业控制组态软件,同时它有多种功能模块,便于组网,有良好的扩展性。此外,低廉的价格,很高的性价比也是我们采用它的重要原因。尤其它的两路高速脉冲输出(Fro)功能在步进电机控制上非常的方便,它可以直接通过驱动模块来驱动步进电机实现不同的旋转要求,从而实现起步的加速或停止时的减速。
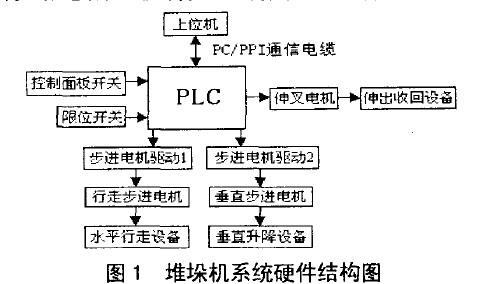
此系统为了保证堆垛机三维位置移动定位的精确 ,在同一位置误差不超过10毫米,我们采用两个步进电机控制堆 机的升降和行走。同时伸叉控制使用直流电动机为执行元件,完成伸出收回动作。堆垛机系统硬件结构图如图1所示。PLC把多种输入信号如控制面板信号和传感器信号采样进来,通过PLC内部逻辑控制和运算处理,输出步进电机驱动所需的Fro脉冲等信号,从而控制堆垛机通过导轨按其指定距离运动,同时输出变量控制直流电动机正反转从而控制伸叉的伸出和收回动作。
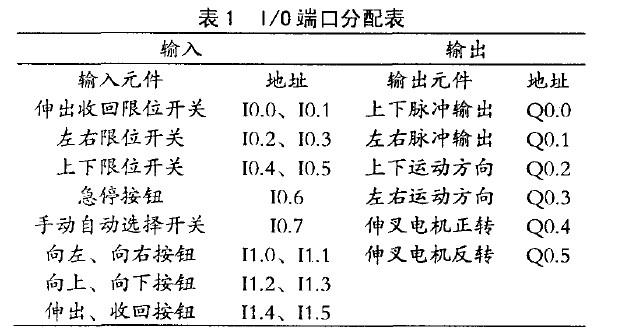
此系统的输入信号分为两部分,一是控制面板上的控制按钮,包括急停按钮、自动手动转换开关、左右按钮、上下按钮、伸出和收回按钮。另一部分是各方位的限位开关,包括:上下限位、左右限位、伸出限位和收回限位。此系统的输出相对要复杂一些,s7—200 CPU226支持两路的PTO脉冲输出,分别为QO.0和QO.1。PTO可以输出一串占空比50%的脉冲,我们可以控制脉冲的周期和个数,其中周期可以根据需要选用微秒或毫秒,脉冲个数是一个32位的无符号数。此系统用QO.0来控制上下电机的运动,QO.1来控制左右电机的运动。另外,步进电机还有正反转控制功能,用QO.2来控制上下电机的运动方向,用QO.3来控制左右电机的运行方向。同时,用QO.4和QO.5来控制伸叉电机的正反转。
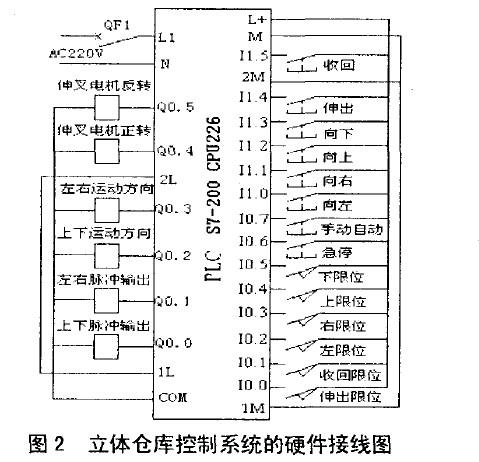
此系统PLC硬件I/O端口分配表如表1所示,硬件接线图如图2所示。
4 系统软件设计
4.1 通讯协议的制定
当选择自动的工作方式,上位机可以通过通讯来控制PLC并最终控制步进电机,实现堆垛机的送货和取货过程。
PLC通过串口与上位机做通讯,当有操作的时候会将控制信息发给PLC,PLC收到后发回一个接收到的信息,并在执行完发回一个完成信息。
我们采用计算机编程软件Ⅵsu Basic 6.0作为 佬 揿件,在PLC和VB编程的时f嚏设置,两边的波特率部为9600bps,每个字符的数据为8位,—个啪匕位。通信协议定义如下:
“#”+bytel+byte2+byte3+chr(13)
其中,byte1为控制字符(con),设0为入库,设1为出库,设2回原点,设3为停止。byte2和byte3分别为货架左右和上下运动脉冲轮廓号。Chr(1 3)为回车符表示信息结束。
4.2 向导配置PTO 脉冲输出
西门子s7—200有两台PTO/PWM 生成器,建立高速脉冲链或脉冲宽度调节波形。一台生成器指定给数字输出点QO.0,另一台生成器指定给数字输出点QO.1。一个指定的特殊内存(SM)位置为每台生成器存储以下数据:一个控制字节、一个脉冲计数值和一个循环时间和脉冲宽度值。
我们使用S7-200编程软件STEP7所带的脉冲输出向导来进行脉冲串输出和运动轮廓的配置。PTO的输出直接控制步进电机驱动器的PLS接口,我们只要精确地控制输出脉冲的数量和周期,那么电机就能实现相应的运动距离了。因为步进电机驱动器提供了细分功能,所以不同的细分方式下电机的相同转数则需要不同的脉冲个数。根据公式:(脉冲个数=运行距离/齿轮周长 步进电机每转步数 细分数)计算出运动一格的脉冲数添入向导所提供的轮廓中,在程序中根据各个情况调用不同的运动轮廓来实现运动距离。
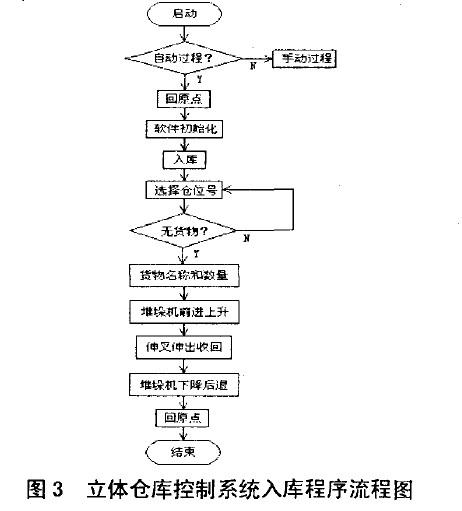
立体仓库的入库程序流程图如图3所示,具体梯形图和VB程序省略。
5 结束语
PLC应用于立体仓库控制系统,与传统的继电接触器控制系统相比较,具有通用性强,可靠性高,操作方便,维护简单等优点。此控制系统经过两年多的实际运行,自动化程度高,空间利用率高,减轻了劳动强度,提高了生产效率,已取得了很好的经济效益,具有很好的应用前景。
-
立体仓库实训装置下载2021-07-02 1915
-
基于S7-200 PLC控制的小型自动化立体仓库设计2021-09-09 1706
-
分享几张立体仓库的电气图纸2021-09-28 2917
-
SIMATIC S7 控制系统在制浆造纸过程中的应用2009-06-09 781
-
OPC技术在立体仓库监控系统中的应用2009-08-04 886
-
机床制造企业立体仓库信息管理系统研究2009-08-13 738
-
触摸屏和PLC在农产品立体仓库中的应用2009-09-21 566
-
立体仓库PLC系统电磁干扰及抗干扰策略研究2010-01-11 1142
-
软PLC在自动化立体仓库中的应用2009-06-19 1570
-
S7-200PLC在太阳能跟踪控制系统中的应用2012-11-09 1406
-
使用S7-200PLC控制系统实现A3000的实验和测试培训教程2020-03-03 1503
-
立体仓库是什么,有哪些特点2021-06-21 7675
-
基于PLC智能网关的智能立体仓库实时监测系统2023-03-15 1878
-
SIM ATIC S7—300PLC控制系统的特点及硬件、软件组态2023-10-19 731
-
S7协议读取西门子S7-200 Smart PLC数据2024-07-11 18492
全部0条评论

快来发表一下你的评论吧 !
