

基于PLC与伺服实现的七头钥匙机系统配置及控制方案
描述
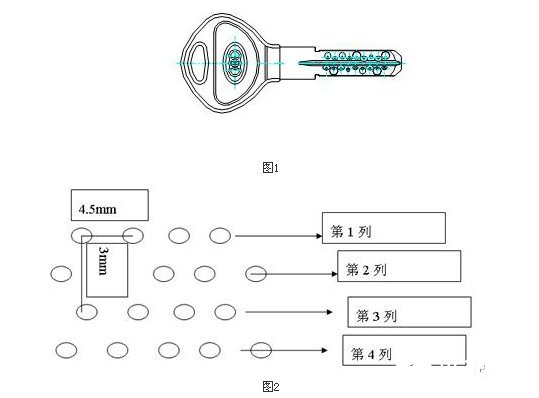
七头钥匙机是一种同时加工七把钥匙的设备。钥匙形状如图1所示,该钥匙有两面,每一面都有18个孔, 孔的排列如图2所示。这种类型的钥匙,孔的深度有三个规格,按照排列组合可产生出3亿把不同的钥匙,这使得钥匙重复率非常低。
一、系统配置及控制方案
系统具体配置见表一:
表一
名称规格型号数量
1工控机研祥1
2力控上位软件力控6.01
3PLCK406CN-24AR1
4伺服驱动器ED430-0157-AA2
5伺服驱动器ED200-AA7
6伺服驱动器ED430-0040-AA7
7伺服电机130D-0157-20AAA2
8伺服电机23S41-0650-803J7-AA7
9伺服电机60S-0040-30AAA7
10变频器SV32027
本系统用工控机通过MODBUS RTU协议分别跟Kinco PLC和台安变频器通讯,Kinco PLC则通过CAN总线控制Kinco伺服。该系统利用CAN总线的高通讯速率,从而可以快速地控制多台伺服的联动,达到了系统快速性的要求。系统控制方框图如图3所示:
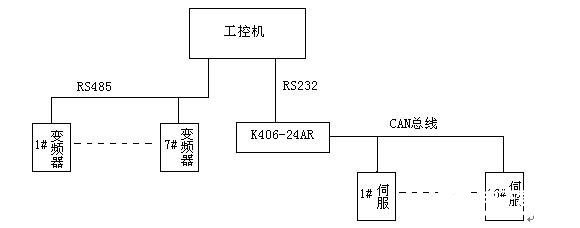
在本系统中,工控机主要起到设置变频器频率,钥匙编码的生成和传输,通过PLC设置伺服的速度,并显示各伺服的实时坐标;PLC主要是通过CAN控制伺服的动作,同时也通过I/O点控制变频器的启停。
二、工艺流程与要求
1)工艺流程
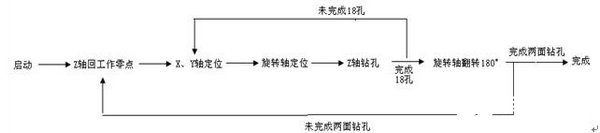
图4
工作流程解析:首先启动有两个按钮,一个是蓝色的,一个是绿色的。蓝色按钮是按同一个序号编码加工钥匙;绿色是按下一个序号编码加工钥匙。按了启动之后,Z轴开始回到工作零点(自定义的),到位后,X、Y轴也开始定位到第一个孔的位置,定位完成,旋转轴旋转设定的角度,完成后,Z轴开始钻孔,钻完一个孔后,X、Y轴继续定位,一直到钻完18个孔后,旋转轴将钥匙翻转180°,然后再重复之前打孔的流程,直到钥匙两面都打了18个孔,X、Y、Z轴回工作零点,旋转轴回到0°位置,钥匙加工完成。
2)工艺要求
1. 工控机方面:能实时显示X、Y、Z的坐标,可以自由设定孔间距、孔排距、孔深级差、各轴的速度,能从外部导入编码文件,并从组态画面自由的选择某个编码传输到下位机。实现多用户操作,分三个等级,分别有不同的操作权限。
2.定位功能:用户任意选定工作原点后,系统自动校正,以后运行时可以自动找原点;
3. 断电保护:上电后程序沿着断点继续向下运行;
4.同时控制功能:能够同时控制所有16套伺服按照工艺流程运行;
5.分别调整功能:每套伺服可分别单独手动校准;
6.每分钟可生产七把钥匙,其中X、Y、Z方向精度为正负0.02mm,旋转方向±20º旋转范围内精度±0.05º,可重复加工同一把钥匙;
三、实现方法
1.伺服系统: X、Y轴采用1.57KW的三相伺服(ED430-0157-AA和130D-0157-20AAA);
Z轴采用7套两相伺服(ED200-AA和23S41-0650-803J7-AA);
旋转轴采用7套400W的三相伺服(ED430-0040-AA和60S-0040-30AAA);
2.工控机:工控机通过PLC设置各个伺服的速度,显示伺服的当前位置和伺服报警信息,手动控制伺服和变频器的启停。利用数据库链接功能,通过导入数据库文件,从而可以从画面上直接读取数据库里面的数据,并且根据PLC的信号来传输到PLC。
3.伺服的联动:本系统最主要的动作就是要实现16个伺服的联动,而本方案采用了CAN总线,利用我们的智能型伺服不需要脉冲/方向控制的特点和它的总线功能,用PLC通过CAN通讯中的PDO报文来设置伺服的操作模式、控制字、速度、位置等参数,从而启动伺服的定位模式控制,同时也通过读取伺服的状态字来判断伺服是否定位到位,从而以该到位条件来互锁每个动作的执行,使得每个伺服能够很好的完成彼此之间的联动。
4.本方案做出的效果完全达到了客户的要求,精度达到了正负0.01mm以内,并且速度达每分钟7把钥匙。
四、总结
在本方案中,PLC与伺服之间采用了CAN总线通讯,这就大大提高了伺服的响应速度,比起采用脉冲加方向的控制方案,CAN总线方案大大减少了布线,提高了速度,简化了PLC的程序。
责任编辑:gt
-
单片机系统配置及接口相关介绍2021-07-14 1215
-
MP4播放器系统配置2009-12-21 2350
-
LPC111x系统配置2016-01-13 1039
-
FPGA最小系统配置电路的设计2016-05-04 698
-
基于GTS运动控制器系统配置及安全机制2017-10-11 1147
-
基于GT-400-SCAN运动控制器系统配置及运动模式2017-10-12 1393
-
一体化分散控制系统配置方案在发电厂的应用分析2020-04-06 2078
-
通信电源系统配置设计参数2021-09-22 996
-
UART系统配置步骤详解2023-06-05 4630
-
简单的菜单系统配置开源设计2023-06-09 755
-
教学一体机系统配置怎么选2024-05-16 2939
-
C2000系统配置应用说明2024-09-14 509
-
上位机监控系统配置 上位机与PLC的连接方法2024-12-04 3609
-
PLC怎么控制多台交流伺服电机达到同步工作2026-02-27 1205
-
EtherCAT转Profinet网关与一体式伺服EtherCAT通讯系统配置要点2026-03-06 333
全部0条评论

快来发表一下你的评论吧 !
