

基于数字集成计数器IC74191的数字化自动进给控制系统的设计
描述
自动进给控制系统是数控机床等现代加工设备的重要组成部分。本文介绍了以中规模数字集成计数器IC74191为核心,以步进电机为执行元件的数字化自动进给控制系统,用电子设计自动化(EDA)软件进行了系统的研究和设计,给出了系统仿真和实验结果。
1 系统结构框图
数控机床等现代加工设备是采用自动控制、数字装置或计算机,全部或部分地取代一般通用机床加工零件时的人工控制。数控机床的各种控制功能,均是以数字和文字代码方式为控制指令。图1是自动进给系统的逻辑框图。

2 基于IC74191的自动进给控制系统的设计
图2是基于IC74191的自动进给驱动系统的电路图。集成计数器(74191)、4-16线译码器(74159)、编程开关[D][C][B][A]、译码显示器组成状态译码置零可编程计数器。741191的输出端QD,QC,QB,QA接74159的数码输入端,并在输出端翻译出相应的16个状态,再由74150通过编程开关[D][C][B][A]选中其中的一个数字,在74150的W端输出,经过一个非门电路送至74191的预置数控制端,就可以通过编程开关[D][C][B][A]使74191成为可编程可变进制计数器。表1是该计数器的编程状态表。
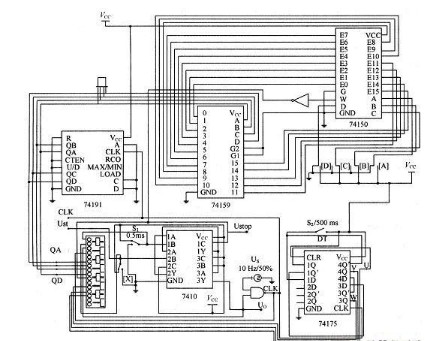
当刀具的进给当量设计为6个CLK脉冲时,如图2所示,编程开关取值[D][C][B][A]=0110,计数器的状态依次为0000,0001,0010,0011,0100,0101,0110,译码显示器显示出相应的十进制数为0,1,2,3,4,5,6,然后停止工作,等待下次进给启动信号的到来。S1,S2为常开延时打开定时开关,转换开关[X]代替位置检测装置,发出位置检测负脉冲信号。可编程计数器的编程状态表如表1所示。
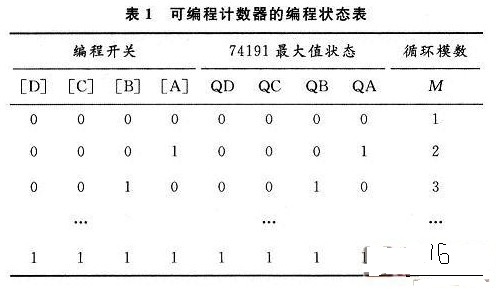
图2中的4D触发器(74175)中的3D触发器构成进给脉冲分配器,即环形分配器。该系统的步进电动机采用三相六拍励磁方式,三相绕组的导电次序为U→UV→V→VW→W→WU→U。进给脉冲CLK到来之前,进给脉冲分配器先复位,再通过定时开关S2将其置成QUQVQW=100,即DU=1,DV=1,DW=0,第一个CLK脉冲过后,环形分配器输出为QUQV,QW=110,由此可列出进给脉冲分配器各输出端和驱动端状态如表2所示。
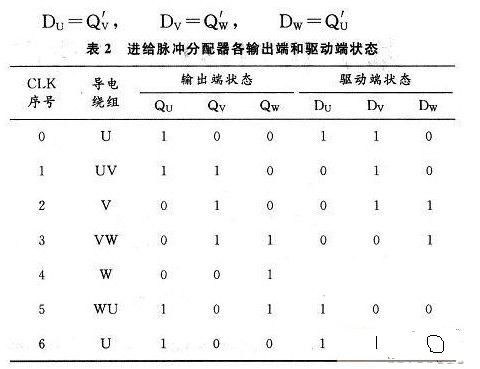
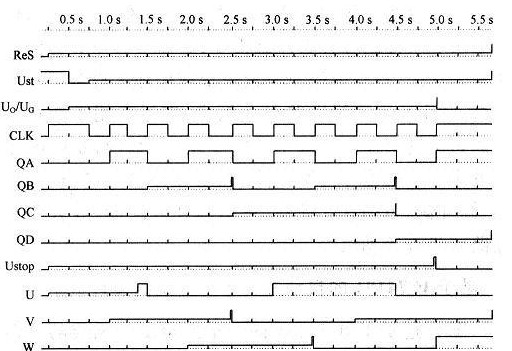
图3是进给当量CLK=9时的工作时序图。接通电源时,常开延时打开定时开关S1,ontime=0.5 ms然后打开,其输出接计数器清零端RD,实现通电清零。同时该时钟脉冲经过进给脉冲分配器、功率放大电路,驱动自动进给执行元件步进电机;当刀具达到预置进给位置时,利用74163的LOAD'端出现的下跳信号Ustop,作用在RS触发器上,并在7410的引脚8输出低电平,关闭控制门G,时钟脉冲被禁止,步进电动机停止转动,完成一个自动进给工作周期。
3 自动进给控制系统的仿真
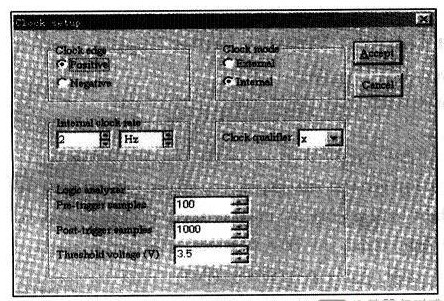
对图2所示的数控机床自动进给驱动系统进行计算机仿真实验,双击虚拟数字逻辑分析仪图标,打开Clock setup对话框,调节内部时钟设置,如图4所示,使Internal clock rate="2" Hz,通过编程开关设定进给量,接通电源后,按转换开关[X]键,发出位置检测负脉冲信号,自动进给驱动系统开始工作,虚拟数字逻辑分析仪得到图3所示各点的波形。
步进电动机自动进给驱动系统是数控机床的核心部件,利用EDA软件对数控机床自动进给系统研究和设计,可根据工艺要求方便地改变电路及参数,观测仿真结果,缩短设计周期,为电路的设计与实现提供了基本依据。
-
数字集成电路-电路、系统与设计 免费下载2009-02-12 16970
-
单片机控制系统中一种新颖温度“数字化”的方法2011-03-04 2367
-
基于DSP的弧焊逆变电源数字化控制系统2011-03-07 1519
-
瞭望数字化营区噪声监测仪2013-08-14 2119
-
数字化监控系统的特点及功能2020-12-11 2954
-
什么是数字集成电路IC2021-03-03 2771
-
求一种基于DSP+CPLD的全数字化控制系统的实现方案2021-04-22 1632
-
核电站数字化仪控系统与传统控制系统相比有何优势?2021-07-07 1370
-
基于数字化技术的渠道自动控制系统2009-01-09 499
-
数字集成电路实现流水灯设计2011-09-27 36393
-
基于ARM数字化控制系统的激光焊接技术2017-10-27 1045
-
利用EDA软件实现步进电动机自动进给驱动系统的设计2019-10-31 3978
-
数字化电厂的设计与应用 数字化电厂的发展前景2023-04-23 4265
-
数字集成芯片是什么2024-03-20 1546
-
数字化焊接控制系统的革新应用与深度探索2024-11-30 1155
全部0条评论

快来发表一下你的评论吧 !
