

现场总线CC-Link技术在空调生产线集中控制和数据采集系统中的应用
描述
一 引言
在日本,现场总线CC-Link技术已广泛应用于空调生产行业,譬如日本三菱电机,三菱重工,三洋电机,大金等著名空调厂家都已将CC-Link成熟地应用于生产中。故我公司旨在将成熟的CC-Link技术引入到国内同行中,在三菱电机上海FA中心的协助下,率先在国内将CC-Link现场总线应用于位于海尔黄岛工业园的商用空调生产线集中控制和数据采集系统,得到了较好的反响。现将系统介绍如下:
二 空调生产线流程介绍及测控系统的实现
1 空调生产线生产流程介绍
该商用空调生产线共有6条装配线(三条室内机,三条室外机),分别适用于不同功率的空调生产总装。每条线的流程一样,均从三楼开始装配。
2 测控系统的实现
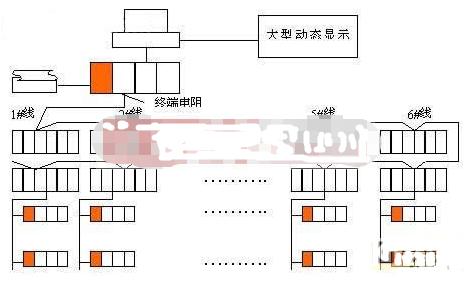
2.1系统配置
系统硬件框图如图所示
2.2 系统功能:
(1) 网络,整个监控系统采用CC-Link现场总线,可高速的将现场数据传至主站进行管理。
(2) 主站和子站,采用一台三菱A系列PLC负责CC-Link网络的管理, 以及将数据送到上位PC机进行分析和将中控室发出的指令送至现场子站(FX担任)。
(3) PC机单元,PC机与主站通过RS232模块完成通讯及数据的交换。在PC机中存储了全部产品的??质量数据(上,下限参数)和产品条码对应表,以及下线产品的在线测量参数库,供随时检索。PC机将操作指令通过主站PLC传送给受令子站执行操作,子站将控件工作状态通过主站PLC 传送给PC机。PC机通过多媒体卡驱动动态显示屏,将车间中所有控制的工作状态(开,关,报警)信息显示出来供操作人员监控。PC机接到报警和停线信息立即打印故障信息并计时。统计停线时间。并通过声卡驱动音箱进行语音提示。[page]
(4) 线体控制单元
A. 前装线和中装线结合部设子站一台。负责控制周边的控件(电机,气缸等)以及检测元件(光电,行程,接近等)。
B. 商检线和后装线结合部设子站一台。负责控制周边的控件和检测传感器。
C. 商检子站设于商检室内。
由于在该商检线中多达60台空调机组进行检测,而每一台空调有以下参数需要监控:
1. 安规参数(耐压,绝缘,接地,泄漏) 2. 低压启动参数(电流,电压,功率,压力) 3. 制热参数(包括电流,电压,功率,压力,温度) 4. 制冷参数( 包括电流,电压,功率,压力,温度)5. 检漏条码
因此,为保证系统内大量的数据传输,我们考虑每一台空调的参数采集和控制由一台CC-Link子站完成。我们采用滑电导轨替代屏蔽双绞线实现电气连接。以使得所有的待测空调可以在固定的轨道上运行。以上的参数测量值通过CC-Link 与商检子站通讯。
三 系统特点
采用CC-Link技术后,与传统的电控系统比较,系统具有以下几个特点:
1 组态方便
1.1 在硬件连线上采用屏蔽双绞线连接,接线方便而且使得电控箱内的布线,设计更加简单清晰,节省配线和空间。
1.2通信组态参数只需要在主站上进行设置,并且可使用三菱的CC-Link组态软件进行参数的登记而不需要进行编程,加快了系统调试进程。
2 系统性能
2.1 采用CC-Link技术后,由于其链接扫描达到10Mbps速度,使得现场数据迅速的传送到主站中进行控制。
2.2 CC-Link总线及模块卓越的抗干扰性能:耐噪音电压1500Vp-p,噪音幅度1us,噪音频率25~60Hz在实际使用中得到证实,至今,还没有因干扰引起故障。
3 维护简单
3.1 在商检系统中,由于线上的每一台空调均为独立检测的,因此每一套PLC子站的掉线都不能影响其他站的运行,而CC-Link的子站切断功能和自动恢复功能非常好的满足了这一点。
3.2 通过GPPW(三菱PLC编程软件)和组态软件可将所有站的信息在屏幕上显示出来,帮助操作人员诊断故障所在。
四 结论
众所周知,国内的家用电器行业竞争激烈,所有厂家均致力于提高产品质量/产量,减少设备和人力成本。这使得厂家在生产技术方面进行不断改进,而CC-Link技术在空调行业中的成功应用,已得到了用户的高度评价。尤其是与传统的控制方法相比,在系统设计,安装调试,维护和扩展上,具有不可比拟的优势。因此,在电器生产行业成功应用CC-Link具有典型的意义,故我公司拟在广东某厂再次引进CC-Link技术以提高家用电器生产的自动化水平。
责任编辑:gt
-
CC-Link IE转CANopen网关在变频器与空调系统中的应用2026-04-23 552
-
「干饭人必备」CCLinkie秒转ModbusRTU,食品数据采集不再难!2025-06-30 437
-
CC-Link IE转EtherCAT协议网关技术方案2025-05-12 1070
-
CC-Link协议是什么?CC-Link协议详细介绍2023-11-30 5145
-
什么是CC-Link2021-09-09 2243
-
现场总线CC-Link技术在家用电器生产自动化系统中的应用2020-11-25 4645
-
现场总线CC-Link的组织、通信协议和应用介绍2020-07-10 12453
-
CC-link通讯是是什么原理?2019-10-10 10290
-
涂布生产线的同步控制系统的设计与实现2017-11-08 1253
-
基于现场总线监测系统的PLC控制制造系统2012-03-14 2934
-
基于CC-Link网络实现的同步控制系统2011-06-17 1143
-
基于CC-Link现场总线的远程控制系统2011-06-09 1245
-
基于DSP和现场总线的数据采集系统设计2009-12-08 3183
全部0条评论

快来发表一下你的评论吧 !
