

采用开放式现场总线技术的螺旋弹簧热预压设备控制系统的解决方案
描述
1、引言
螺旋弹簧是汽车减振功能的组成核心,而螺旋弹簧在汽车制造工程中又是汽车制造商的重点监察工程。热预压设备是汽车螺旋弹簧制造的重要组成设备,汽车螺旋弹簧的制造必须经过热预压设备进行热预压之后,才能保持螺旋弹簧的持久耐用性,并永久保持不疲劳变形。首先,要实现螺旋弹簧在200℃高温情况下快速进行自动化预压处理,单靠作业员来操作是不现实的。因而,本预压设备就在螺旋弹簧的投入、定位、预压、排出等动作工程中,完全靠机械手作业。针对在200℃高温的恶劣作业环境和高效产出要求,我们研制了一套采用cc-link现场总线组建的快速、适合高温作业且非常省线的控制系统。
2、cc-link的特性
cc-link是control & communication link(控制与通信链路系统)的简称,是三菱电机于1996年推出的开放式现场总线。其数据容量大,通信速度多级可选,而且是一个复合的、开放的、适应性强的网络系统,能适应从较高的管理层网络到较低的传感器层网络等不同范围。cc-link是一个以设备层为主的网络,一般情况下,cc-link整个一层网络可以由一个主站和64个从站组成。网络中的主站由plc担当,从站可以是远程i/o模块、特殊功能模块、带有cpu和plc的本地站、人机界面、变频器及各种测量仪表、阀门等现场仪表设备,而且可实现从cc-link到as-i总线的连接。cc-link具有高速的数据传输能力,最快可达10mbps。cc-link底层通信协议遵循rs-485,一般情况下,cc-link主要采用广播-轮询的方式进行通信。cc-link也支持主站与本地站、智能设备站之间的瞬间通信,具有性能卓越、应用广泛、使用简单等突出优点。
3、系统设计
3.1 系统组成
本系统由主站(q02cpu)、3个远程i/o模块、2个远程智能设备站(三菱got970触摸屏)和1台pc机组成(能够根据螺旋弹簧预压工艺要求修改参数),如图1。其中主站中的qd75模块是螺旋弹簧在热预压机投入、排出和预压的机械手伺服系统的定位模块,而qd62模块是预压前的定位编码信号检测模块。2个远程智能设备站提供在现场两个不同作业位置使用的三菱got970触摸屏链接;而三菱got970触摸屏在cc-link网络中的链接要分别追加适配器(a8gt-j61bt13)才能起到链接作用,而在触摸屏gt970的程序编写地址上还要求在地址首端附加站地址号,否则该站无法使用。主站链接适配器是qj61bt11,主站与pc机链接适配器是qj71c24,而pc侧使用的通信电缆接口是rs232c串联通信接口(具体请见图3);该pc机操作系统是windowsxp pro.(service pack 2)english version,其应用软件是日本morita公司自行开发的。远程输入站设置要求请参考图4。
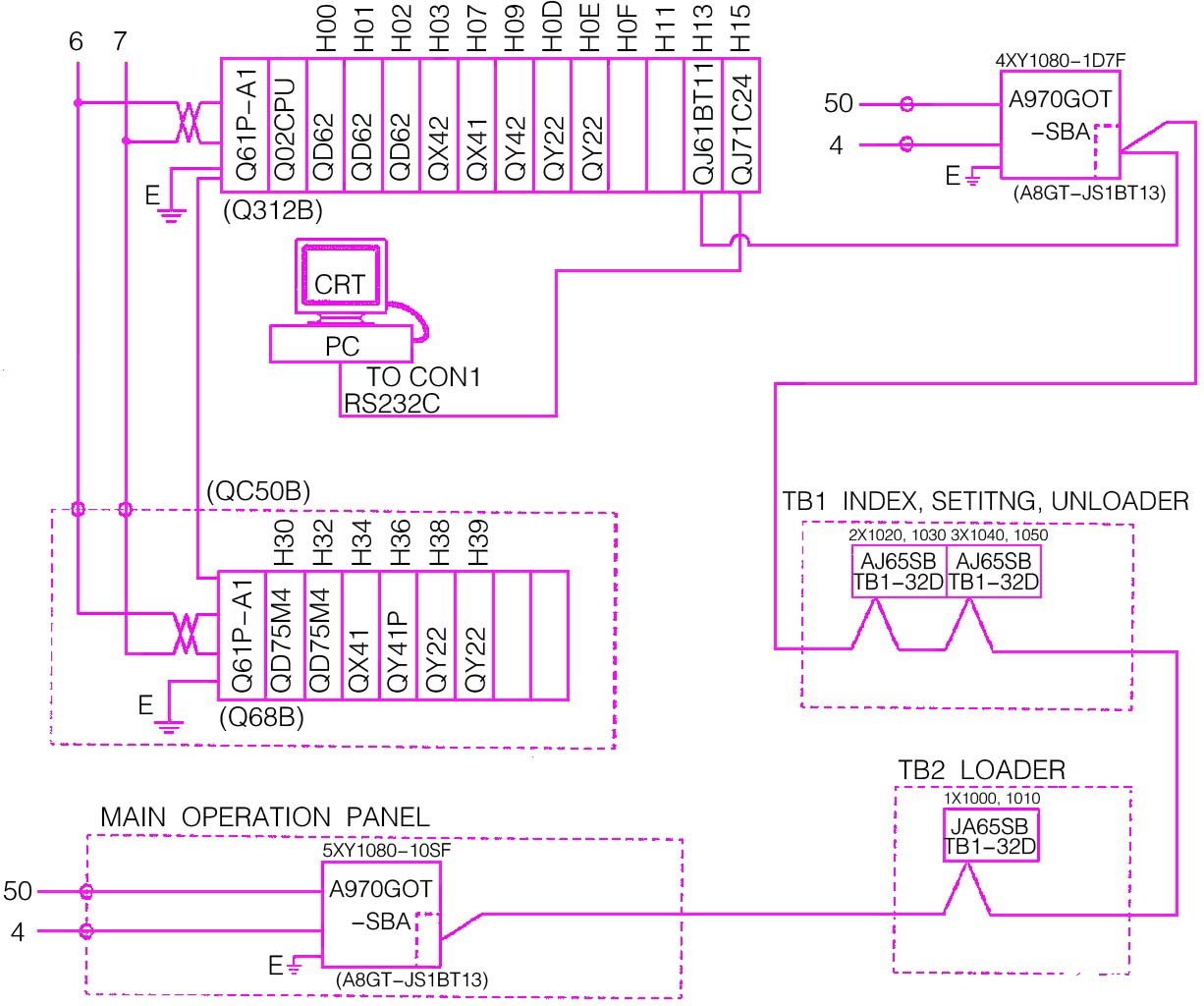
图1 系统组成示意图
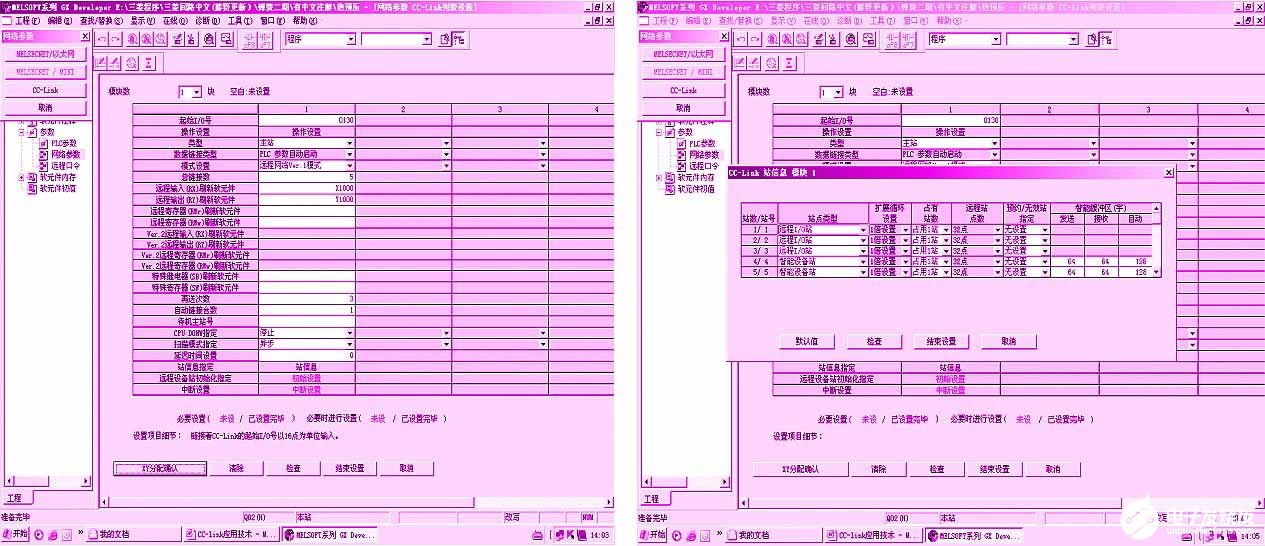
图2 具体链接协议

图3 pc链接适配器及rs232c插针链接方法
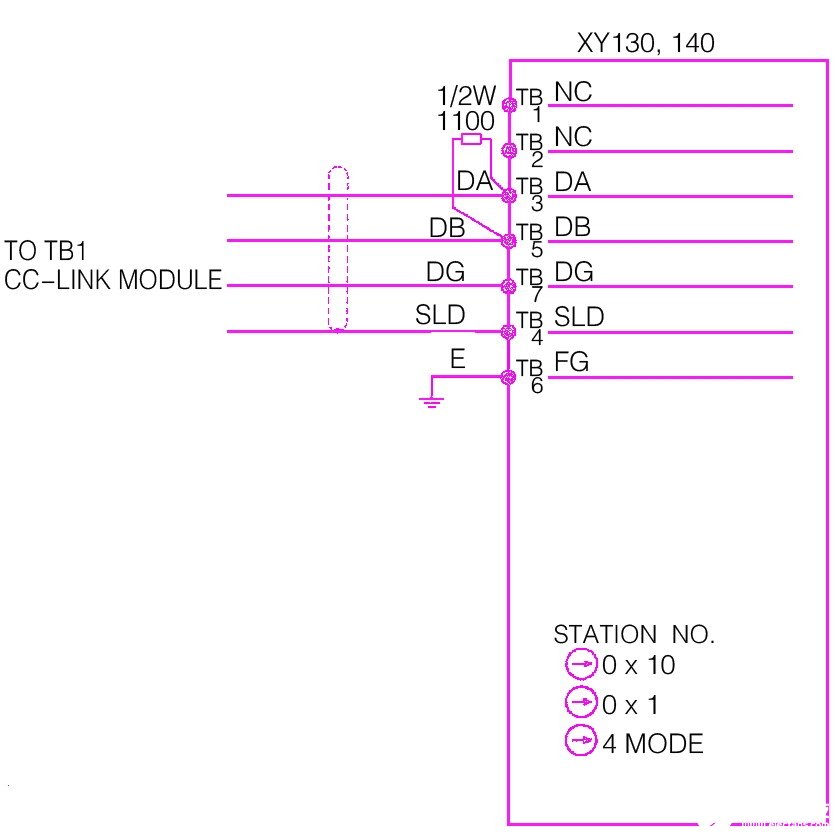
图4 远程输入站配线及设置
由于主站选用了q系列plc并运行在q模式下,可以直接通过编程软件gx dveloper设置网络参数和自动刷新参数,当接通电源或重新启动时,网络参数自动传送到主站,数据链接自动启动;在主站的plc程序编写时注意各个站别的地址,他们之间绝对不能互相占用,混乱使用。具体链接协议见图2。
配置远程输入站和智能站时一定要正确设置每个站的站号、占用站数、传输速度(本系统用2.5m)等各种参数,具体请根据图1和图2进行参考。布线时一定要规范接线,plc电源用双绞线,接好终端电阻,做好接地,尽量可能减少噪音的干预。
3.2 系统功能
整个网络监控操作系统采用cc-link现场总线,可将现场工艺要求使用的数据通过pc机高速传送到主站进行管理;主站使用三菱q02cpu的plc,通过cc-link网络远程i/o站进行各系统动作检测,通过远程智能站非常方便地向现场进行操作和监控管理,实现实时操作和监控。
4、结束语
cc-link网络具有节省布线、控制功能强大、能兼容多种仪表等特点。在实际使用中,使螺旋弹簧热预压设备控制系统实现了大量减少有色金属的浪费,同时提高弹簧制作工艺精度的要求,并在高温作业环境中节省了人力资源的浪费。与传统控制方法相比,在系统设计、安装调试、维护上均具有不可比拟的优势。
责任编辑:gt
-
开放式高实时高性能PLC控制器解决方案-基于米尔电子STM32MP1352024-03-07 0
-
基于Linux图形操作系统的嵌入式控制系统介绍2019-07-25 0
-
纺织生产控制系统中现场总线技术的研究及应用2020-05-12 0
-
基于CAN现场总线的同步控制解决方案2021-01-29 0
-
资料下载;于LINUX的开放式结构数控系统组成及特点2021-07-05 0
-
TSN 和现场总线:选型要点2023-01-06 0
-
基于CC一Link开放式现场总线的远程监控2009-01-09 327
-
基于PMAC的开放式机器人控制系统2009-09-25 1013
-
CAN总线在开放式数控系统的应用2009-12-14 598
-
现场总线技术在热工控制系统中的应用2009-10-13 1753
-
PLC的开放式控制与通信总线网络2011-08-09 939
-
现场总线在热工控制系统中的应用2020-10-10 1136
-
倍福自动化:基于PC控制技术的开放式自动化系统2020-10-10 3045
-
基于以太网的开放式实时现场总线系统2022-03-10 1997
全部0条评论

快来发表一下你的评论吧 !
