

BNC直母头压接与焊接技巧
描述
射频工程师的线束加工经验分享
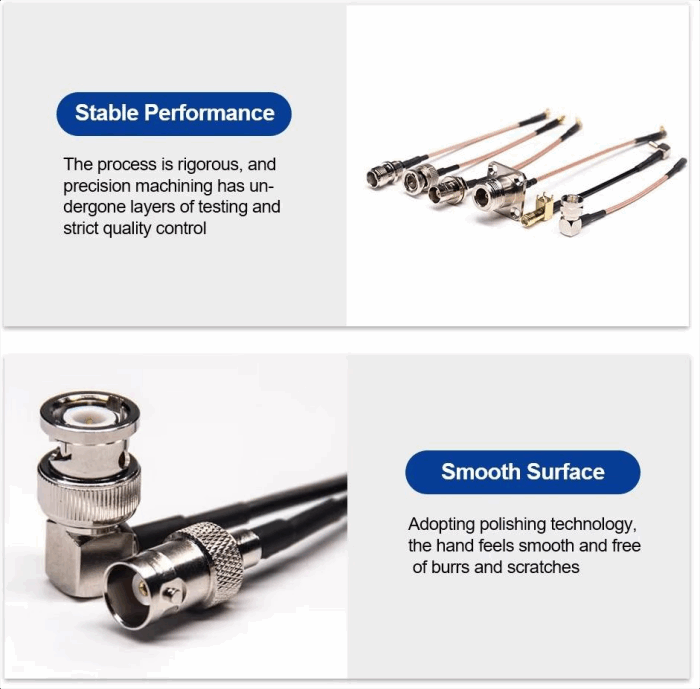
在射频线束加工里,BNC直母头(BNC Female Straight)算是使用频率非常高的一类接口。无论是测试仪器、视频监控、车载系统还是射频通信终端,我们都会看到它的身影。而真正要让系统保持稳定、信号损耗更低,加工工艺——特别是压接与焊接步骤——往往比材料本身更关键。
以下是我在生产线、实验室调试和客户项目中总结出的经验,希望能帮助你少走弯路。

一、BNC直母头的结构要点
在进入工艺前,先把结构理顺,有助于理解压接和焊接的细节控制:
中心孔接收内针
绝缘介质固定信号路径
外壳带卡口结构
压接尾管或焊接尾部
套管(Ferrule)
接地与屏蔽位置
母头结构相比公头更注重“稳定固定”,因此加工时的公差控制更严格。
️ 二、压接工艺技巧(Crimp)
适用于 批量生产、抗拉要求高、现场施工速度快 的场景。
1. 剥线尺寸非常关键
同轴线的内芯、绝缘层、编织层、外皮必须按规格书剥线。
剥长 1mm 或短 1mm 都会影响最终阻抗一致性。
小建议:
使用定制剥线治具,而不是通用剥线钳。
2. 中心导体压接要平整
中心导体压接在 BNC 母头的中心结构里,必须做到:
压痕均匀
导体不变形
不偏心
不外露
偏心是压接母头最常见的返修点。
3. 编织层展开要服帖
将编织层均匀展开,并贴合在尾部的金属结构上,这一步影响屏蔽效果。
技巧:
不要把编织层“压成一团”,保持展开更能保证接触面积。
4. 套管压接要饱满
六角压接模要与规格完全一致,否则会出现:
虚压
爆口
套管变形
抗拉力不足
工程经验:
不要把不同线材共用一个模具,这是加工不良的高发原因。
三、焊接工艺技巧(Solder)
适合 高频信号、小批量加工、对一致性要求不极端 的项目。
1. 内芯焊点要“亮、薄、短”
内芯焊接量太大,会让绝缘层融化;太少又会虚焊。
工程师常用标准:
亮(焊点光滑)
薄(焊料不要堆积)
短(控制加热范围)
2. 母头的结构决定了焊点位置更难
相比公头,母头内部更深,所以操作角度受限。
技巧:
采用细长焊头
温度控制在可持续而不破坏介质的范围(320–350℃)
3. 编织层焊接要快速完成
编织层焊接容易出现过热导致外皮退缩的问题。
解决方法:
预镀锡
加热时间做到 1 秒内快速完成
使用散热夹辅助
4. 固定件要同步补强
焊接型母头通常需要额外进行:
套管压紧
防松胶点固定
热缩管稳定结构
这是寿命提升的关键步骤。
四、工艺质量检查(必做)
无论压接还是焊接,都必须检查:
中心针孔位置是否居中
屏蔽层接触是否完整
阻抗是否符合 50Ω 或 75Ω 规范
VSWR 是否在要求范围
抗拉力是否达标
成品目检是否无变形、无毛刺
这一步往往能筛掉 90% 的潜在不良品。
五、工程应用中的小建议
车载、振动环境 → 建议压接型
高频系统、测试设备 → 焊接型中心导体更稳定
大批量生产 → 使用自动压接机 + 定制治具
不确定线材尺寸 → 先确认 OD(外径)匹配
加工工艺比材料更能决定成品可靠性。
结语
BNC直母头的线束加工并不复杂,但要达到高一致性、低损耗和长期稳定运行,工艺细节必须执行到位。从剥线、压接、焊接再到检测,无论哪一步松懈,都可能导致信号衰减或整体不良。希望这些现场经验能帮助你提升加工效率与可靠性。
-
BNC公头焊接教程与注意事项2026-01-30 880
-
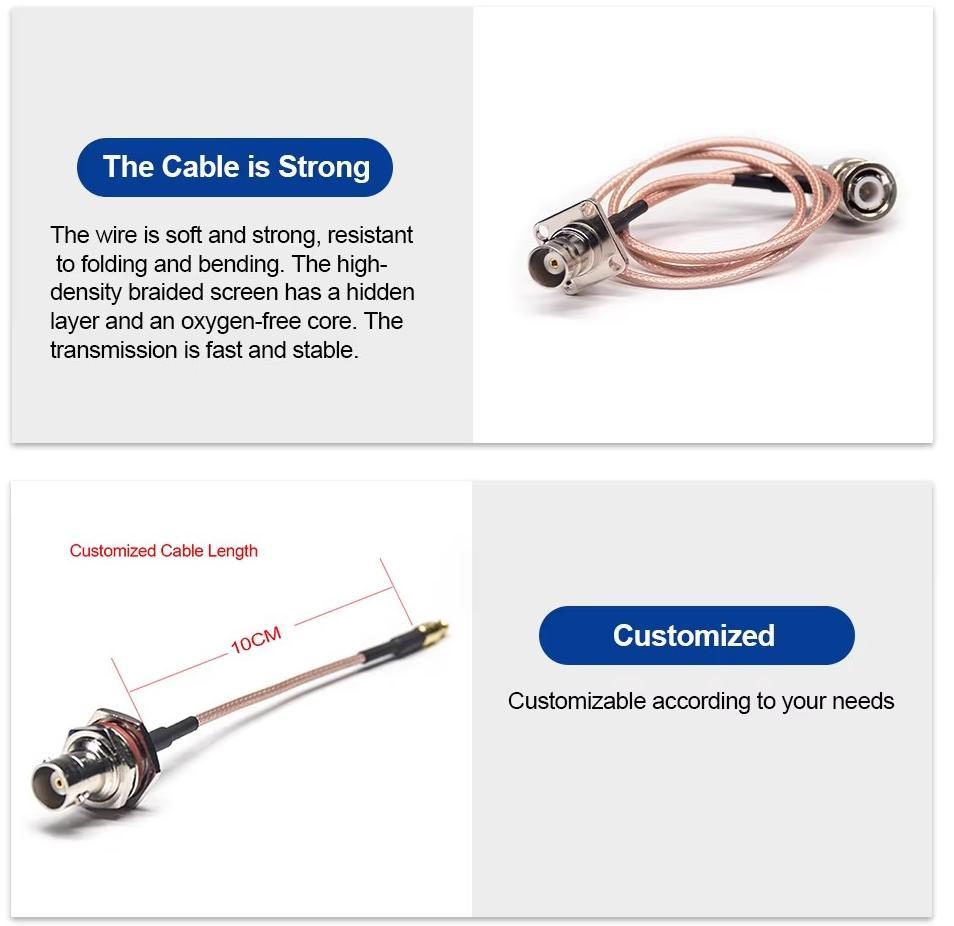
BNC直母头与RG174线束定制方案详解2025-12-24 776
-
BNC直公头特点与优势2025-12-16 574
-
BNC直母头是什么?2025-12-15 1220
-
BNC直母头作用与行业应用总结2025-12-12 766
-
bnc直公头怎样电流传导的2024-08-20 1409
-
bnc母头弯式的优势和特点2024-08-19 1286
-
bnc母头免焊接的要求是什么2024-08-17 1319
-
bnc母头免焊接的典型结构特点2024-08-16 1500
-
bnc直公头可与哪些设备配套使用2024-08-13 1367
全部0条评论

快来发表一下你的评论吧 !
