

AGV食品工厂:智能物流如何重塑食品安全与效率
电子说
描述
AGV
在食品工业4.0的浪潮中,AGV(自动导引车)技术正成为食品工厂转型升级的核心驱动力。从原料入库到成品出库,AGV系统通过智能化、柔性化的物流解决方案,不仅大幅提升生产效率,更在食品安全、成本控制等方面展现出革命性优势。
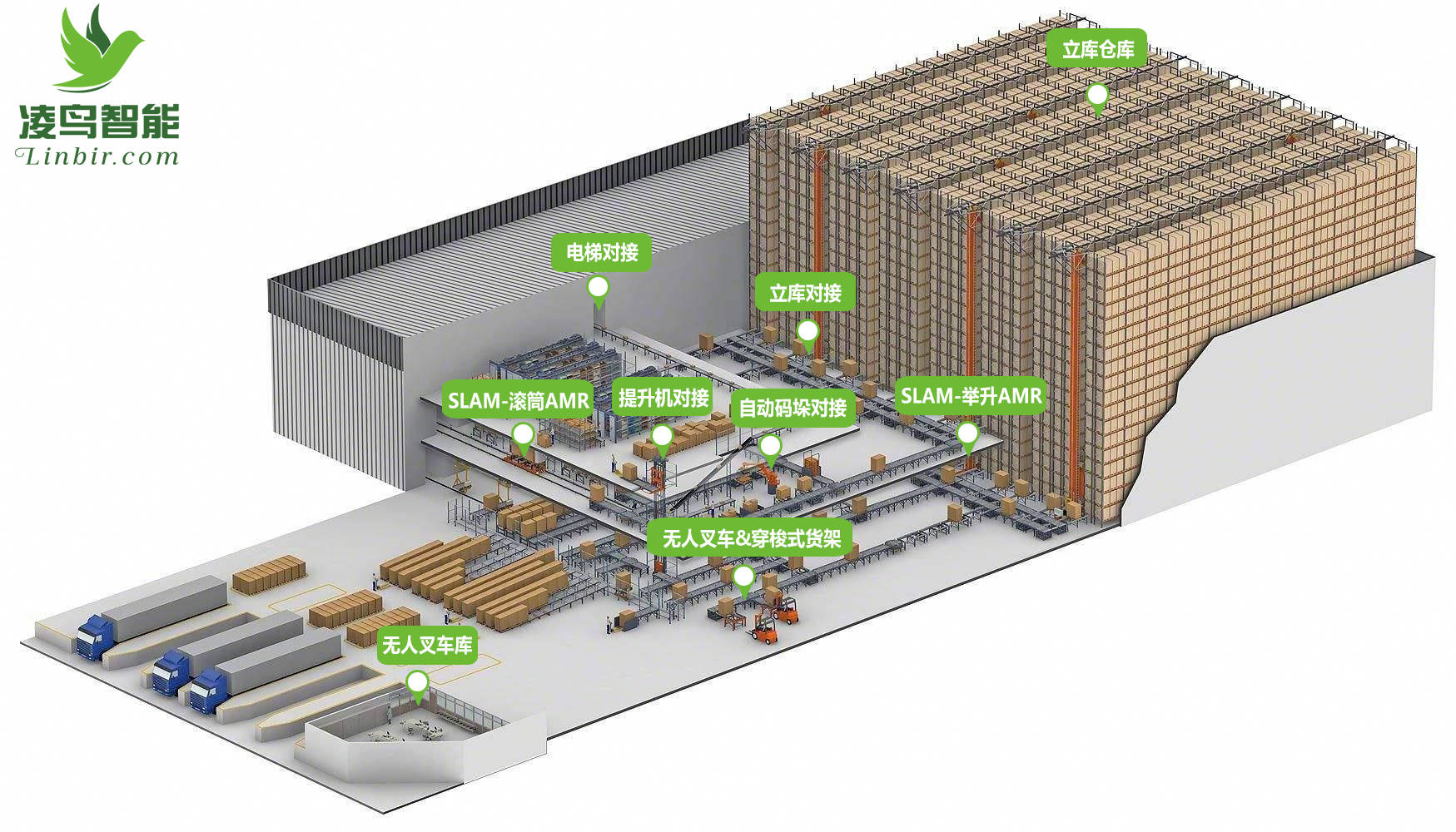 AGV智能工厂
AGV智能工厂
一、AGV在食品工厂的核心应用场景
1. 原料与成品的高效搬运
AGV通过激光导航或二维码定位技术,可精准完成原料从仓库到生产线、成品从生产线到仓储区的全流程搬运。例如,某乳制品企业引入AGV后,原料搬运效率提升40%,人工成本降低30%,同时避免了人工搬运可能导致的交叉污染风险。
2. 生产线间的柔性衔接
食品工厂常需根据订单需求调整生产计划,AGV的柔性化特点使其能够快速适应不同产品的运输需求。例如,在烘焙食品工厂中,AGV可根据订单优先级自动调整运输路线,将刚出炉的面包快速送至包装区,确保产品新鲜度。
3. 冷链物流的精准控温
对于需要低温储存的食品(如冰淇淋、海鲜),AGV可配备温度传感器和保温箱,实时监控并调节运输温度。某水产加工企业通过AGV冷链系统,将产品变质率从5%降至0.5%,年节约成本超百万元。
 AGV小车
AGV小车
二、AGV技术的三大核心优势
1. 食品安全的全流程保障
杜绝人为污染:AGV采用全封闭设计,避免人员接触食品,符合HACCP(危害分析与关键控制点)认证要求。
精准追溯系统:通过RFID技术,AGV可记录每批产品的运输路径、温度等数据,实现从原料到成品的全程追溯。
2. 生产效率的指数级提升
24小时不间断作业:AGV可替代人工完成夜间搬运任务,某饮料工厂通过AGV系统实现产能提升25%。
动态路径优化:基于AI算法的AGV系统可实时调整运输路线,某膨化食品企业通过此技术将运输时间缩短30%。
3. 成本控制的精细化突破
能耗优化:AGV采用锂电池供电,某糖果工厂通过智能充电系统,年节省电费15万元。
空间利用率提升:AGV可设计为窄巷道车型,某调味品企业通过AGV改造,仓库存储量增加40%。
 AGV叉车
AGV叉车
三、AGV食品工厂的挑战与突破
1. 技术适配性难题
食品工厂环境复杂,AGV需具备防尘、防水、耐腐蚀等特性。某肉制品企业通过定制AGV外壳材料,解决了高湿度环境下的设备腐蚀问题。
2. 系统集成挑战
AGV需与MES(制造执行系统)、WMS(仓储管理系统)等无缝对接。某乳制品企业通过开发中间件,实现了AGV与ERP系统的数据互通,订单处理效率提升50%。
3. 安全防护升级
AGV在食品工厂需通过ISO 3691-4:2020安全认证。某烘焙企业通过加装3D视觉避障系统,将AGV碰撞事故率降至0.01%。
 不锈钢AGV
不锈钢AGV
AGV技术正在重新定义食品工厂的物流范式。从效率提升到食品安全保障,从成本优化到可持续发展,AGV已成为食品工业4.0的核心基础设施。随着5G、AI、数字孪生等技术的深度融合,AGV食品工厂将开启更智能、更高效、更绿色的新篇章。对于食品企业而言,拥抱AGV不仅是技术升级,更是面向未来的战略选择。
审核编辑 黄宇
- 相关推荐
- 热点推荐
- AGV
-
食品安全检测仪好用排行榜2021-12-30 3061
-
食品安全速测仪的功能特点介绍2021-10-11 1025
-
高智能食品安全检测仪的使用方法2021-09-17 1078
-
高智能食品安全检测仪的操作步骤2021-09-14 1242
-
食品安全检测仪器有哪些2021-08-26 2811
-
食品安全检测仪的作用是什么2021-08-05 1255
-
高智能食品安全检测仪的性能2021-07-30 672
-
食品安全分析仪完善食品监管体系2021-07-26 865
-
食品安全检测设备介绍2021-07-14 1429
-
高智能食品安全检测仪的用途都有哪些2021-05-11 1155
-
高智能食品安全检测仪器的功能介绍及应用2021-03-09 1664
-
基于阿里云应用的食品光谱分析安全检测方案2020-10-30 2017
-
面向食品安全的无线传感器网络系统设计2009-12-01 6304
全部0条评论

快来发表一下你的评论吧 !
