

剪板机的系统组成及参数机能介绍
描述
一、引言
钢板厂生产的幅宽成卷钢板一般需要经过矫平和剪切后, 才能提供给客户使用,因此钢板校平、剪板机是钢板厂和板材仓库重要的生产设备。由于传统的剪板机在使用方面存在诸多问题,针对传统钢板剪板机存在的生产效率和剪切定位精度低的问题,剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机可分为:脚踏式(人力)、机械剪板机式、液压摆式剪板机等。剪板机常用来剪裁直线边缘的板料毛坯。剪切工艺应能保证被剪板料剪切表面的直线性和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。板机属于锻压机械中的一种,主要作用就是金属加工行业。产品广泛适用于:航空、轻工、冶金、化工、建筑、船舶、汽车、电力、电器、装潢等行业提供所需的专用机械和成套设备。
二、剪板机动作顺序:
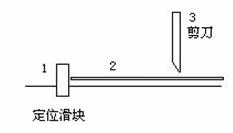
1.定位滑块由伺服控制,用来定钢板的长度。
2.由输送机将钢板输送到位。
3.钢板长度定位完成,滑块后移(避免剪切时,损伤滑块),剪刀下切。
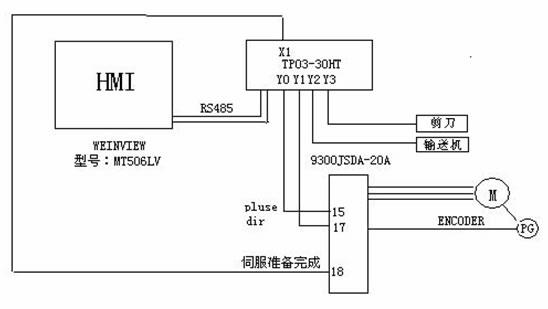
控制系统图
整个系统由威伦MT506LV触摸屏、台安TP03-30HT-A,BWS-BBR轮切专用伺服组成,做上述动作控制。
BWS-BBR轮切专用伺服驱动器搭配BWS-BH伺服电机 200W ~ 3KW,采用 8192 ppr增量型编码器,性能突出,可应用于各种场合。驱动器在整个控制环节中,正好处于主控制箱(MAIN CONTROLLER)-->驱动器(DRIVER)-->马达(MOTOR)的中间换节。他的主要功能是接收来自主控制箱(NC CARD)的信号,然后将信号进行处理再转移至马达以及和马达有关的感应器(SENSOR),并且将马达的工作情况反馈至主控制箱(MAIN CONTROLLER。
三、机能多元性
转矩、速度、位置、点对点定位及混合模式切换功能,可搭配不同控制系统,做最佳化应用组合。
主回路 / 控制回路电源分离,保护协调性佳、检修容易。
内建刹车晶体,可满足负载惯量大之应用场合。
增益调整简单,内建十个等级刚性表,且具备在线(On-Line)/ 离线(Off-Line)自动增益调整功能。
Notch Filter功能,可有效抑制机械共振,提高控制系统稳定性。
增益可切换运用,速度回路比例积分(PI)控制与比例(P)控制切换,可抑制电机加减速时过冲与缓冲现象。
内建十六段位置定位控制指令,可自由规划点对点定位控制。
指令平滑功能,在位置及速度模式下可调整“平滑时间”参数,以延长机械使用寿命。
人性化操作接口、实时显示状态及故障信息。
可任意设定多组多功能输入、输出I/O接点。
完善的保护机制,多种异常警报。
操作软件,通过RS-232接口,可读写参数、增益调整、状态显示及仿真数字式示波器进行内部信号图形监控。
四、参数调整
Cn001=2, (控制模式)
Cn002=0011,(servo on 与驱动禁止)
Cn025=100, (惯量比)
Cn026=5, (刚性等级)
Cn030=212, (电机对应参数)
Pn301=10,(脉冲形式)
Pn313=0, (一次平滑时间)
Qn401=80,(速度回路增益)
Qn402=50,(速度回路积分时间)
Qn405=80(位置回路增益)
五、结束语
我公司研制的PLC+伺服+运动控制的幅宽成卷钢板剪板自动控制系统,投入生产实践使用后应用效果表明。
(1)该方案裁切精度高,完全满足用户要求,操作使用方便。
(2)用伺服和PLC作简单搭配能实现快速定长控制,性能价格比高,符合实际工程需要,能满足市场需求。
-
上板机2014-12-15 0
-
请问一下怎样去设计一种剪板机液压系统?2021-07-13 0
-
剪板机多轴控制系统的功能模块开发2009-09-01 498
-
正航PLC对普通剪板机进行自动化改造2009-06-15 968
-
剪板机主电机软起动的控制方案2011-01-08 1163
-
基于单片机的自动剪板机控制系统硬件电路图2012-05-28 9158
-
嵌入式PLC运行系统和剪板机数控系统2018-01-30 686
-
AMESim模式的剪板机液压系统仿真模型2018-03-29 1835
-
采用PLC控制技术实现自动剪板机的结构设计2020-04-05 13865
-
PCB剪板机的特点及操作步骤介绍2019-04-18 9058
-
pcb剪板机刀片是什么材质2019-05-13 12737
-
剪板机安全安全光幕的好处2023-06-21 505
-
阿童木金属双张检测器900E在剪板机中的应用2023-07-18 518
-
剪板机丝杆的维护保养方法2023-12-19 628
全部0条评论

快来发表一下你的评论吧 !
