

台安9300系列JSDA伺服系统在剑杆织机方面有哪些应用
描述
一、前言
剑杆织机是目前应用最为广泛的无梭织机,它除了具有无梭织机高速、高自动化程度、高效能生产的特点外,其积极引纬方式具有很强的品种适应性,能适应各类纱线的引纬,加之剑杆织机在多色纬织造方面也有着明显的优势,可以生产多达16色纬纱的色织产品。随着无梭织机取代有梭织机,剑杆织机将成为机织物的主要生产机种。
剑杆织机属于无梭织机的一种,是我国纺织机械行业重点发展的龙头机型之一。新型剑杆织机以其高速、幅宽、优质、品种适应性强和噪声低等特点,深受广大用户的喜爱。其优势在于:
1、品种适应性强。剑杆织机对生产小批量多品种适应性好。剑杆织机上棉、毛、丝、麻都能织,且适织混纺织物,特别是织花色织物具有独特优势。
2、速度快,效率高。剑杆织机入纬率高,转速快,单位面积产量高。中档机型就能够达到300-500r/min,高档机型甚至到达800r/min以上。以剑杆织机为代表的新型无梭织机,打破了以往按原料种类“棉、毛、丝、麻”行业产品的限制,生成多种纤维的混纺、交织产品以及高新技术纤维产品的开发,使得行业纺织产品对市场贴近能力増加,款式新颖、花色品种对路的适销新产品供不应求,中高档产品出口看好。20世纪90年代初在世界主要纺织品生产国中,新型织机占织机总数已占20%以上,其中西欧纺织大国如意大利、法国均达70%以上。而我国无梭织机比例很低,市场还需要改造大批低档的剑杆织机,所以,长期看市场是非常诱人的。但是我们注意到,由于原材料涨价以及从2007年中期至今的人民币升值等因素影响,纺机市场正在经受艰难的考验。原本较低的利润空间在销售不畅的背景下显得比任何时候都严峻,所以,各织机生产厂家在积极寻找降低成本的方式。在今年铁矿石价格又大幅提升的形势下,机械成本降低恐怕已经成为一种美好愿望,所以电控系统改进,将成为行之有效的一种途径。
二、剑杆织机原理
伺服系统在整个剑杆织机的电控系统中占有比较重的位置,这体现在伺服作用和价格两个方面。电子送经和电子卷取装置以往是作选购件(尤其是电子卷取),由用户指定,随着织机速度和电机、电子传感元件性能的提高,近10年来国外高档剑杆织机均已作为标准件配置。而电子送经和电子卷曲正是由伺服系统来完成。下面就介绍一下台安9300系列JSDA伺服系统在剑杆织机上的应用。
剑杆织机完成经、纬纱线的交织需由提棕、引纬、打纬、送经、卷取等五大运动的有机配合以及其他辅助运动的配合,才能得以完成。另外还有断经自停、缺纬自停、纬纱补给(换梭)等由辅助机构控制的辅助运动。整个运行过程控制复杂,既要实现织机启动、停车、经停、纬停及自动寻纬等基本功能,同时系统又由送经电机、卷取电机、减速系统、伺服控制器、张力传感器及相关机构通过伺服控制器分别调节送经电机和卷取电机的转速,以维持织物所要求的纬密,并保证张力恒定。下图是剑杆织机控制系统框图
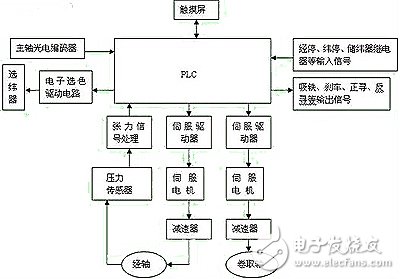
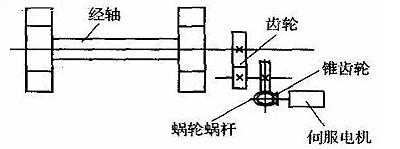
控制电路以PLC为核心,或以单片机代替。下面主要介绍一下和伺服系统密切相关的电子送经与电子卷取机构。电子送经机构由张力信号采集系统、信号处理和控制系统、织轴驱动装置三部分组成。装在双后梁上的压力传感器检测经面张力,PLC在平棕时检测张力反馈信号,信号经PLC内部处理后控制我们的伺服系统,伺服电机通过蜗轮蜗杆传动至织轴上,控制送经速度,从而实现恒张力的自动控制,保证织轴由大变小的过程中保持张力均匀。下图为电子送经机构示意图。
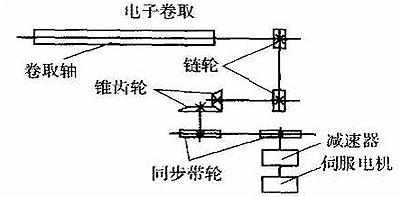
电子卷取是根据织物要求的纬密,通过触摸屏输入织物纬密,有PLC控制伺服系统实现织物定量定速的卷取。采用伺服电机做动力,电机通过减速箱,由同步带传动到卷取传动轴,通过锥齿变向后,带动刺毛辊转动,对包覆在辊上的织物进行卷取,下图为电子卷取机构示意图。
整个织造工艺对伺服系统主要有三方面的要求,第一,起停要平稳,不能抖动,而且升速时间要短;因为在织机启动时,如果引纬和打纬已经进入正常工作状态,而送经电机还处于升速状态,没有达到正常运转速度,或者出现抖动,就会导致织物横档疵点的出现。这一点可以通过调节驱动器参数QN401=80,QN402=10,QN405=100,QN407=10来解决;第二,为了保持经面张力的恒定,当织轴直径由大变小时,电机的速度应连续缓慢增加;第三,能在多尘埃、短纤维温湿度较高的环境中工作。通过在该厂商挠性剑杆织机上的应用效果看看,9300系列JSDA伺服系统完全可以满足工况要求,而且运行稳定。
两个驱动的接线和参数设置都相同,如下:
控制器 驱动器
1 1 servo_on
2 15 pluse
3 17 sign
4 49 SG
驱动器41、45、47短接。
参数设置:
CN001=2 (位置模式)
CN025=70 (惯量比)
CN030=212 (系列化参数)
PN301=0 (位置命令型式,方向+脉冲)
PN302=8192(电子齿轮比分母)
PN306=5000(电子齿轮比分子)
PN313=0 (位置一次平滑时间)
QN401=80 (速度回路增益)
QN402=10(速度回路积分时间)
QN405=100 (位置回路增益)
QN407=10 (前馈增益)
三、结论
当前国内众多剑杆织机制造商的伺服选择以进口品牌为主,在业内用户认可其产品质量的同时,也在承受着不小的成本压力。东元伺服在剑杆织机的成功应用坚定了台安科技做过内最好伺服的信念,其优良的性价比必将得到更多织机厂商的信赖。
-
德国百格拉VRDM31122LWB伺服电机驱动器维修2020-03-10 0
-
科威智能伺服在剑杆织机电子送经系统应用2020-05-14 0
-
进给伺服系统2009-02-16 656
-
高性能剑杆织机控制系统的研究和开发2009-08-17 635
-
台达PLC在毛巾织机送经系统中的应用2009-06-18 1113
-
伺服系统介绍2011-07-10 2569
-
伺服系统的组成2016-04-26 877
-
英威腾RS3000剑杆电控系统在织机上的应用2017-10-09 626
-
英威腾SL310系列织机电子送经系统操作说明2017-10-10 1702
-
伺服系统是什么_伺服系统的基本要求_伺服系统的基本组成2018-03-27 19475
-
伺服系统什么意思_伺服系统的作用是什么2018-04-28 34181
-
伺服系统应用于哪儿_伺服系统应用实例2018-05-31 16475
-
如何设计无梭织机的控制系统?详细毕业设计资料免费下载2018-09-12 961
-
交流伺服系统的分类及应用场合2023-03-07 1619
-
伺服系统原理及分类2023-08-27 3238
全部0条评论

快来发表一下你的评论吧 !
