

基于PROFIBUS总线技术实现可控硅控制系统的改造设计
描述
一、概 述
在自动化系统的配置中既要保证系统的先进、可靠、合理性,又要避免过剩功能、降低投资成本,这是系统改造时首先要考虑的。东北轻合金有限责任公司针对 1560mm拉弯矫直机列存在的电气系统故障高,可靠性差,而产品质量、尺寸精度是要求极高这一问题,决定应用新的数字系统对原可控硅控制系统进行改造。新的系统采用了SIEMENS可编程控制器SIEMATIC S7-300和窗口控制中心WINCC,ABB公司的全数字调速系统DCS500、变频器ACS60O等。基于PROFIBUS总线技术,实现了与ABB的DCS500、ACS60O的通信。以PLC SIEMATIC S7做主控设备,HOST计算机做生产管和过程显示。改造后成功运行,可靠性大大提高,避免了生产过程中的突发断带、超速等严重制约生产的现象。
二、设备原控制系统情况
拉弯矫直机列构成如图1所示,包括四台直流电动机,分别为开卷、剪边、矫直机和卷取机的驱动电机。原可控硅控制系统为三相桥式电路,模拟调节器,由一台SYSTEM V工业计算机及PLC进行系统设定和连锁控制。采用插件式电子线路板及可控硅分立元件,该设备核心部分为双S辊及三个矫直工作辊组成的拉伸矫直装置,入口张紧辊和出口张紧辊由一台直流电动机驱动,中间采用小功率交流电动机带动行星轮系调节两个张紧辊转速差,并由两个光电码盘测出每个张紧辊的转速,计算机系统据此计算出延伸量,与设定值比较,存在误差则通过交流电动机调节行星轮系,从而形成闭环控制。矫直工作辊位置可任意设定,从而得到不同的矫平效果。卷取、开卷张力可根据加工要求设定,在张力作用下,带材被拉伸,并被三个工作辊矫直。
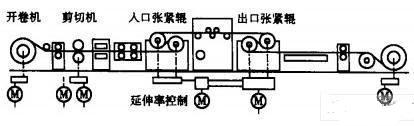
图1 拉弯矫直机构成示意图
三、应用总线系统的改造
基本保持原系统动力分布,圆盘剪驱动改为双侧电机交流调速。其它直流电动机及功率不变。控制系统基础部分主要由SIEMENSPLC S7-300,远方站ET200M,操作员工作站WIN CC,触摸屏TP,DCS500全数字直流调速系统及ACS600变频器组成。全数字直流调速系统、变频器均以PROFIBUS-DP协议方式与PIESIIMATIC S7相连,通过HOST计算机设定加工参数和过程自动化,由PIE系统分配给定拉弯矫直机的速度、张力电流。系统构成如图2所示。
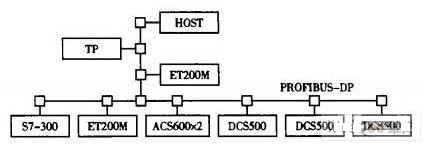
图2 总线系统构成
主站PIEMASTER S7-300,CPU为S7315-2DP,主控系统包含程序,对系统进行实时控制和逻辑控制,完成延伸率控制、工作辊位置调节。远方站ET200M一个作为操作信号的输入,另一个做逻辑信号的输入、输出。主控系统启动后,首先是硬热点读取,然后调应用程序、输出结果,遇到END返回程序起点,循环运行。延伸率控制、工作辊位置调节仍然延用原来的控制过程,但速度、位置测量信号直接输入S7-300,并通过HOST计算机设定给定数据及显示控制结果,准确性比原来有所提高,消除了失控现象。圆盘剪切机改为双电动机驱动是从机械结构考虑的,双机双馈电关键是转速相等,应用 PROFIBUS总线,两个变频器由同一节点接入和通信,从电动机跟随给定电动机转速实现同步。
HOST计算机用P4CPU,Windows NT操作系统,与总线连接用网卡CP5611。组态用西门子WIN CC监控软件,实现图形、画面显示和报警。功能主要有生产工艺参数设定,过程数据监控如电流、张力、卷径、机列速度、延伸率及工作辊状态位置等,各种曲线显示和存储,主要包括张力曲线、速度曲线、延伸率曲线。生产数据统计报表、存储、打印。系统维护由专业人员使用界面进行调整,更改系统数据。
四、改造后控制系统的优点
开放式现场总线标准PROFIBUS-DP具有高效低成本、即插即用的特点,常用于工厂自动化。PROFIBUS采用一种两头有终端的总线拓扑,确保在运行期间接入和断开一个或多个站而不影响其他站,物理层选择PS 485,用于PROFIBUS-DP,采用异步NRZ传输编码,波特率 12MBit/s,屏蔽双绞电缆。
PROFIBUS-DP适合代替PLC/PC与I/O之间成本昂贵的电缆线。速度快,传输1KB的I/O数据所需时间<2ms。功能强大的工具减少组态和维护费用,所有主要的PLC制造商都支持,有广泛的产品可提供,允许周期性的和非周期性的数据传输。这次改造采用屏蔽双绞电缆PROFIBUS-DP,设10个节点地址定义所连的设备,取代原配的大量电缆、导线,使安装简单、容易可靠。相应地选择与PROFIBUS-DP兼容的西门子、ABB公司的调速设备和器件,便于组态和减少编程工作量。
DCS500全数字直流调速系统,具有通用性,用于具体调速方案时,可视要求设定系统参数、控制方式。转矩设定可选择速度、张力-开卷及张力-卷取三种方式,这次改造中,矫直机、开卷机及卷取机驱动分别按这三种方式设定,结构原理如图3所示。
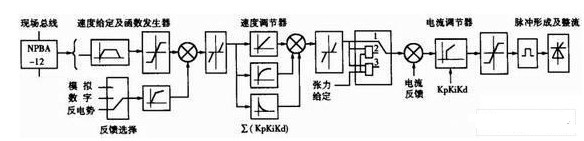
图3 全数字直流调速系统框图
由于全数字调速系统的公式化特征,参数设定由模拟系统的电容、电位器调整,转为数字的键入、状态标码的选择,调试效率极高,保护措施完善,安装及运行可靠性好。
改造后的拉弯矫直机列控制系统故障率明显降低,各项电气及工艺指标都达到设计要求,充分发挥了设备的使用性能,实现了控制系统网络化。可控硅模拟调速系统改造,选择基于现场总线技术的全数字控制系统,不仅是出于应用当前最新技术的考虑,关键还在于它具有良好的实用性和面向生产过程网络化管理的可发展性。
-
可控硅2012-08-08 0
-
单向可控硅和双向可控硅的区别和特点2020-05-08 0
-
可控硅的分类和型号2020-12-08 0
-
基于STM32定时器实现的可控硅控制2021-12-06 0
-
基于PROFIBUS总线技术对可控硅控制系统改造2010-01-21 539
-
DGK可控硅开关程序控制系统的研制2010-05-15 441
-
可控硅的介绍及应用2010-01-13 1849
-
PROFIBUS现场总线控制系统及应用2017-02-07 785
-
双向可控硅控制电烙铁2017-12-15 8446
-
可控硅是什么_可控硅型号_可控硅分类及判别_可控硅种类2018-01-26 29294
-
可控硅的分类 可控硅的原理2023-02-17 3380
-
可控硅控制加热是电压还是电流2024-07-31 1216
-
双向可控硅可以代替单向可控硅吗2024-07-31 1560
全部0条评论

快来发表一下你的评论吧 !
