

基于LC-500系列PLC和DH+网络实现空压站自控系统的设计
描述
设计要求
1)每台设备应有自动控制和连锁保护装置,并配有触摸屏供现场观察各工艺参数和设备状态,可手动/自动切换操作及紧急停机。
2)现场控制室应有计算机操作站,通过建立设备网络,监控整个生产过程。
3)空压房的操作站应与厂区控制中心联网,由控制中心的控制器实时远程监控,实现空压站无人值守。
系统构成
1.控制网络结构的确立
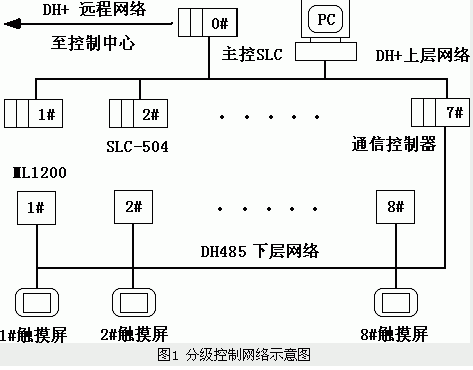
由于控制中心选用AB公司的PLC构筑自控系统,并指定采用DH+网络实施远程联网,为保持一致性,空压站自控设备选用AB公司的小型PLC——LC-500系列可编程序控制器,其带有DH+网络接口,支持DH+和DH-485网络协议。原设计推荐为单一DH+网络结构,后仔细分析综合各方面因素后确立了分级控制网络的实施方案,如图1所示。其基本理由是:
1)从技术性考虑,单一结构网络在节点数量较大时安全性不够理想。因为各设备控制器均挂在同一网络上,任何一台出现通信故障都可能影响整个网络,严重时会引起网络瘫痪,无法实现远程监控。虽然本案例的设备总数并不算很多,但考虑到对无人值守的高标准要求,将设备网分为上层DH+和下层DH-485两级网络,以达到分散危险,提高网络有效性和可靠性的目的。
2)从经济性考虑,满足基本要求的前提下,采用低成本的微型PLC替代。干燥器设备的生产工艺相对较简单,控制点数不到10点,模拟量信号输入点数也不多,动态响应的时间常数相对较大,微型PLC——Micrologix1200可以满足要求。其成本可降低一半。
DH+网络为AB公司推出的工业局域网之一,它是最早为可编程序控制器提供远程编程支持的控制网络。它可以在可编程序控制器(PLC-5、PLC-3、SLC5/04)、操作员界面系统、个人计算机、主计算机、数字控制设备、可编程的具有RS-232-C/RS-422接口的设备之间提供点对点通信。一个DH+网络最多可以连接99个DH+链路,每个DH+链路最多可以连接64个节点(智能化设备)。它采用双绞线或屏蔽同轴电缆连接,每个链路的传输速率为57.6Kbit/s,115,2Kbit/s和230.4Kbit三种可选,传输距离可达10000ft(3048m)。DH+网络支持从远程链路进行组态、编程以及故障查询等。
DH-485是一种对信息传送有时间苛刻要求的、高速确定性的工业局域网络,主要用于车间级各种设备之间的数据传递;具有多种功能,在令牌传送协议下工作,网络的最大长度为1219m。DH-485能够连接多达32个节点的设备,包括SLC 500和Micrologixl200可编程序控制器、操作员终端和个人计算机等。其最大传输速率可达19.2Kbiffs。
2.硬件配置
现场控制室——操作站计算机PC,主控制器0#SLC(SLC-504)带有标准RS-232C/DH+/8针圆形接口,共3个网络接口。配置模拟量输入/输出模块,开关量输入/输出模块,共计128点,所有开关量输出均采用继电器隔离。0#SLC控制各设备子站以外的系统测点和阀门。
空压机子站——1#~6#SLC可编程序控制器(SLC-504),分别配有包括模拟量输入在内的64点I/O模块,通过DH+接口连接到上层设备网。
干燥器子站——1#~8#M1200微型可编程序控制器(Micrologixl200自带24点FO),配接12点模拟量输入FO模块,通过NET-AIC通信模块接入DH-485下层设备网。PV-500彩色触模屏也由通信模块的9针插头连接到DH-485网。
3.软件组成和工作程序
网络连接软件RSLinx在车间级设备与各种应用软件之间提供通信功能,它可组态网络的通信协议(即选择PLC控制网络的协议,如DH-485协议,DH+协议)、传输波特率、驱动程序等,完成网络的初始化和令牌管理。
编程软件RSLogix500可使用户在DH-485网或DH+网上对控制器(SLC 500、Micrologixl200)进行编程,网络上的任一个工业终端可以用来对网络上的所有控制器编程。用户既可以将程序下载到有关设备中,又可以从设备上载已有的程序,调试程序,监视设备的运行。
工作站组态软件RSView32设在现场控制室的操作站用来监视和操作整个生产过程,为控制系统提供通信、显示及报表管理等功能。
各设备控制器自成一子系统,其应用程序功能包括:信息采集、设备控制、故障报警、联锁保护以及数据处理和通信传输。
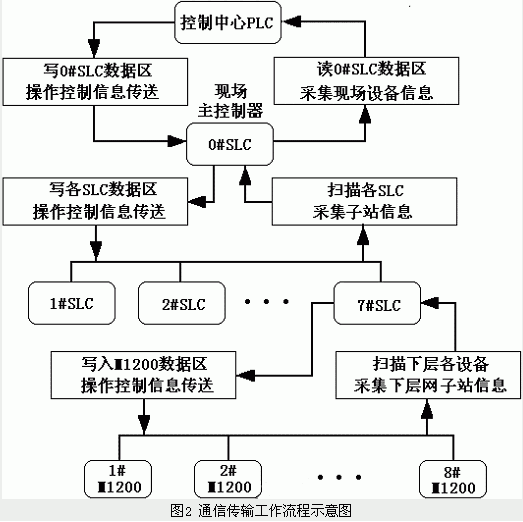
通信传输工作程序如图2所示。在本案例中,从控制中心控制器经现场控制室操作站到7#SLC通信控制器,均采用自上而下的方式读/写目标控制器的数据区数据,由数据传送指令完成数据通信,实现信息集成和远程控制。
难点问题和解决方法
整个控制系统随同设备于2003年7月初步完成安装调试工作,进入试生产。2004年2月正式投产,满负荷运行,情况良好,达到设计的预期目标。期间出现过的主要问题为:
1)通信故障引起远程监控失效两次(上层设备网)。分析可能的原因,通信电缆使用了带屏蔽的普通信号电缆而非控制设备规范要求的双绞线屏蔽电缆,易受现场干扰,软件方面对通信异常未设置必要的处理程序。
解决方法——将原来115.2Kbit/s通信传输速率降低到57.6Kbit/s,以提高数据传输的可靠性;软件方面做了相应的改动,此后未再出现过类似通信故障。
2)通信传输延时,实时控制滞后(下层设备网)。经分析获悉,DH-485令牌总线网络结构的工作模式使得7#SLC通信控制器需要多个循环才能对下层网各设备控制器扫描一遍,加之网络传输速率相对较低,在传输数据量较大时,出现控制延时达7~8s。
解决方法——由于系统结构已定,硬件无法改变,所以在软件方面加以改进。数据传输速率提高到上限19.2Kbit/s;再修改软件程序,采用控制操作指令优先的策略,控制滞后的操作可得到改善。
责任编辑:gt
-
智慧空压站数据采集远程监控系统方案2025-04-22 1052
-
空压站能耗监测物联网系统解决方案2025-02-18 1094
-
PLC物联网解决方案:空压站恒压供气远程监控系统2024-02-02 1226
-
工业级DH/DH+总线光纤中继器2023-03-13 749
-
Q对应的MELSECNET/H网络系统参考手册(PLC到PLC网络)2022-08-25 707
-
WinCC在天然气门站自控系统中的应用2021-05-08 1048
-
空压站控制系统总体方案设计2018-05-20 8628
-
LNG气化站自控仪表系统设计方案探讨2015-12-07 1140
-
空压站现场总线实时监控系统2011-07-07 930
-
分析自控系统设计中PLC的选择2010-04-21 1026
-
基于PLC的自控系统优化设计2009-06-16 1354
-
变频器及PLC系统在热力站控制中的应用2009-06-13 2670
全部0条评论

快来发表一下你的评论吧 !
