

流场可视化视角下的能耗溯源:电液伺服作动器内部能量损失机理研究
描述
电液伺服作动器作为高端装备的核心执行元件,其性能直接决定了航空航天、重型机械、精密制造等领域的控制精度与响应速度。传统电液伺服系统采用分立式布局,伺服阀与液压缸通过外部管路连接,这种“阀缸分离”的结构虽然便于维护,却不可避免地带来两大技术瓶颈:一是长距离管路导致显著的沿程压力损失,系统能效低下;二是油液传输延迟造成响应滞后,难以满足高速高精度控制需求。

近年来,随着机载功率电传一体化技术的突破,电液伺服作动器正朝着“阀缸集成”方向快速发展。国际主流厂商如穆格、派克等已推出多款集成式电液作动器产品,将伺服阀、传感器、控制器与液压缸高度融合。国内研究方面,訚耀保等学者对集成式伺服作动器的压力损失特性进行了系统分析,发现流道结构突变处的局部损失占总损失的绝大部分,而沿程损失可忽略不计。这一发现揭示了内部流道优化对于提升作动器性能的关键意义。
然而,集成化设计带来了新的技术挑战。由于阀块内部流道多采用传统钻孔工艺加工,弯道处呈直角形态,且存在大量工艺孔需要堵头密封,这不仅造成显著的局部压力损失,还增加了油液泄漏风险。针对这一问题,李莹等学者提出了基于增材制造的液压阀块流道优化方法,研究表明圆弧过渡结构可有效降低流道转向处的压力损失。与此同时,计算流体动力学(CFD)技术的成熟为流道可视化研究提供了有力工具,国内外学者广泛应用Fluent等软件对液压元件内部流场进行仿真分析。
本研究在上述技术背景下,针对电液伺服作动器内部流道能耗问题,采用“宏观布局优化”与“微观细节精进”相结合的方法,通过流场仿真分析揭示能耗机理,提出结构优化方案,并借助正交试验设计确定最优参数,最终通过实验验证优化效果,旨在为高性能集成式电液伺服作动器的设计提供理论依据和技术支撑。

一、电液伺服作动器的集成化结构与工作原理
1.1 缸阀一体结构的设计理念
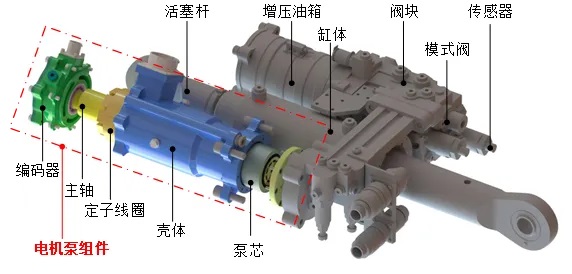
新型电液伺服作动器采用插装式二维伺服阀与液压缸的深度集成设计。插装式二维伺服阀以其工作可靠、使用寿命长等优良性能被植入阀块内部,通过过渡块与液压缸体直接相连,实现了结构的小型化和轻量化。
电液伺服作动器的整体结构可概括为“缸阀一体连接结构”。插装式二维伺服阀插入阀块内,阀块与左侧过渡块相连;过渡块上开有插装式伺服阀和液压缸的进出油内孔流道,油液从过渡块进油口流入到插装式二维伺服阀P口;过渡块下方与液压缸缸体相连,插装式伺服阀A、B口通过过渡块与液压缸有杆腔、无杆腔流道直接连通。这种设计在简化作动器安装和控制的同时,也使得内部流道变得更为复杂。
1.2 内部流道的工作路径
电液伺服作动器工作时,油液流动路径如下:插装式二维伺服阀的A、B口通过过渡块内孔流道分别与液压缸无杆腔、有杆腔相通,油液从插装式二维伺服阀T口流出到过渡块上出油口。当插装式二维伺服阀P口与A口相通时,液压缸无杆腔进油,活塞伸出;反之,当P口与B口相通时,液压缸有杆腔进油,活塞缩回。根据这一工作原理,可将内部流道划分为三个关键区段进行重点分析:
进油口流道:从过渡块进油口到插装阀P口区域
阀-缸连接流道:伺服阀A口到液压缸无杆腔区域
缸-阀回流流道:液压缸有杆腔到伺服阀B口区域
1.3 传统工艺流道的结构缺陷
由于传统加工工艺的限制,阀块内部流道多采用钻孔、铣削和镗削等方式加工。这种工艺路线存在以下固有缺陷:
首先,弯道处呈直角形态。钻孔工艺决定了流道转向只能是直角,而流体力学理论表明,直角转向会导致流动分离和涡旋生成,造成显著的局部压力损失。有研究表明,流道结构突变处的局部损失占总损失的绝大部分,而沿程损失可忽略不计。
其次,存在大量工艺孔。为了实现复杂的流道网络,必须钻削多个工艺孔,这些多余孔需要堵头进行密封,既增加了泄漏风险,又形成了额外的容腔。这些工艺孔容腔内往往产生大规模的涡旋区域,进一步加剧能量耗散。
第三,有效体积小、质量占比大。受限于加工工艺,流道布局必须遵循“直线+直角”的原则,无法实现最优的流体导向,导致流道冗长、弯道增多。

二、基于CFD的内部流道流场仿真分析
2.1 物理模型与仿真参数设置
为精准定位能耗根源,本研究抽取了电液伺服作动器内部流道的三维物理模型,并基于计算流体力学(CFD)方法,利用Fluent软件对其进行流场仿真分析和可视化研究。根据插装式二维伺服阀的性能指标参数,设置仿真边界条件:P、A、B口最大工作压力≤25MPa,T口最大工作压力≤10MPa,额定流量为(12±1.2)L/min。
2.2 进油口流道仿真结果分析
在进口压力25MPa、出口流量12L/min的工况下,对进油口流道进行仿真分析。沿着流体流动方向,内流道的压力呈现逐级递减趋势。进油口压力为24.9MPa,流经4处直角转弯后,从P口流出的压力降至23.7MPa,累计产生1.2MPa的压力损失。值得注意的是,压力并非均匀下降,而是在每一个直角转向处出现明显的压力陡降拐点。计算表明,每次直角转弯均会造成约0.3MPa的局部压力损失,且在直角转向后流道内侧出现了局部低压区,这是流体加速和分离的直接体现。
研究发现,由于第2个直角转向与第3个转向之间的间距过短,油液刚流出第2转向、流态尚未恢复稳定,便被迫再次急剧转向。这种非稳定状态下的转向导致第3处转角的速度场发生剧烈畸变,局部流速飙升至36.7m/s,远高于平均流速。更关键的是,在每一个转角的内侧及下游的工艺孔容腔内,均观测到大规模、高强度的涡旋区域(二次流)。特别是第3处转角,由于上游来流的紊动强度大,其产生的涡旋范围更大、流线更为复杂。这些涡旋本质上是流体微团的旋转与摩擦,它们不参与主流向前输送,却大量消耗流体的压力能,将其转化为无用的热能。
2.3 阀-缸连接流道仿真结果分析
对伺服阀A口到液压缸无杆腔流道的仿真分析显示,优化前该段流道存在4处直角转向,进口压力设置为8MPa,出口流量12L/min,计算得到进出口压力差为1.34MPa,最大流速36.3m/s。在每一个转向处均存在明显的涡旋区域,且工艺孔容腔内的流动极为紊乱。
对液压缸有杆腔到伺服阀B口流道的仿真分析则显示更为严峻的能耗状况。由于该段流道需绕过多个结构部件,转弯数量达到6处,进出口压力差高达3.2MPa,最大流速38.26m/s。这充分说明,流道结构的复杂性直接决定了能耗水平。
2.4 仿真结论
通过上述流场可视化分析,可以明确判定:流道转向结构和工艺孔容腔是造成内部能量损失的两大核心源头。油液每经过一次直角转弯,就会经历一次“加速-分离-涡旋-耗散”的能量损失过程;而工艺孔容腔则为涡旋的生成和维持提供了空间。因此,优化的首要任务必然是减少转向数量和工艺孔,其次是对无法避免的转向进行几何重构。

三、电液伺服作动器结构优化设计
3.1 宏观布局优化:减少转向次数
基于上述仿真分析结论,本研究从结构优化的角度对电液伺服作动器进行内部流道再设计。核心策略是:在不改变插装式二维伺服阀安装位置的条件下,减少内部流道的转向数量和流道长度。具体实施方案为:将油液的进出油口从过渡块移至插装阀的阀体上,使插装阀的A、B口直接与液压缸左右腔体进出油口相通。集成设计后的电液伺服作动器内流道将不再通过过渡块,从而避免过渡块上的流道转向,减少油液的流经区域。
进油口流道优化效果对比:
优化前,油液从过渡块进油口进入插装式伺服阀P口,共有4处转向,流道长77.5mm,压力损失1.2MPa,最大流速36.7m/s。优化后,进油口直接开在插装阀阀体上,油液从进油口到P口仅需1处转向,流道长度缩短至19mm,压力损失降至0.6MPa(降低50%),最大流速降至28.7m/s(降低21.8%)。分析得出,优化后仅产生一个分离涡旋和一个工艺孔容腔内涡旋,显著减少了局部压力损失和沿程压力损失。
阀-缸连接流道优化效果对比:
插装阀A口与油缸左腔相通:优化前存在4处直角转向,优化后仅保留2处转向。仿真结果显示,优化前进出口压力差1.34MPa,最大流速36.3m/s;优化后压力差降至0.874MPa(降低34.7%),最大流速降至28m/s(降低22.9%)。流道长度从123.5mm缩短至96.5mm。
插装阀B口与油缸右腔相通:优化前存在6处直角转向,优化后同样精简至2处转向。优化前进出口压力差高达3.2MPa,最大流速38.26m/s;优化后压力差骤降至0.91MPa(降低71.2%),最大流速降至29.53m/s(降低22.8%)。
小结:通过宏观布局优化,将原本迂回曲折的流道改为“直通路线”,大幅削减了工艺孔数量,证明减少转向次数是降低压损最直接有效的手段。优化后进油路压损降低50%,回油路压损降低高达71.2%,效果显著。
3.2 微观细节精进:基于正交试验的圆弧转角优化
宏观布局解决了“弯路太多”的问题,但剩余的几个转角仍然是能量耗散的节点。传统的直角转向结构是压力损失的“罪魁祸首”。随着增材制造(3D打印)技术的发展,制造光滑的圆弧转向流道成为可能,这为微观结构优化打开了新的大门。
参数化设计与正交试验方案:
以电液伺服作动器连接插装阀与液压缸的内部流道为例,选取插装伺服阀A口连接液压缸左腔的内部流道作为研究对象,采用正交试验设计方法对流道转向结构进行参数优化。选取三个关键因素作为试验变量:
因素A(圆弧弯曲程度):转向曲率半径与圆弧过渡半径之比(r/R)
因素B(流道转向前的长度):L,设定为4、8、12、16mm四个水平
因素C(流道圆弧过渡半径):R,设定为3、4、5、6mm四个水平
正交试验结果分析:
极差分析结果显示,各因素对压力损失的影响程度存在显著差异,其主次顺序为:流道圆弧过渡半径R(C) > 流道转向前的长度L(B) > 圆弧弯曲程度r/R(A)。
圆弧过渡半径R的影响:R值从3mm增加到6mm时,压力损失呈明显下降趋势。这是因为较大的圆弧半径提供了更平缓的导流曲面,有效减小了流向变化的角度梯度,从而抑制了转角内侧的流动分离和涡旋生成。半径越大,流体转弯时的离心力效应越平缓,压力梯度越小。
转向前长度L的影响:直管段长度对压损的影响次之。当L较短时(如4mm),上游来流的扰动尚未充分衰减便进入转角,会加剧转角的湍流强度;当L增加至12-16mm时,流体在进入转角前趋于稳定的充分发展流,速度分布对称性更好,从而降低了转角的附加扰动。
圆弧弯曲程度r/R的影响:在本试验水平范围内,该因素对压损的影响相对较弱。这表明在圆弧转角的设计中,只要保证足够大的过渡半径R和适宜的直管段L,单纯的弯曲度微调对性能的改善贡献有限。
最优参数组合与增效预期:
通过综合平衡法确定的最优参数组合为:R=6mm, L=16mm, r/R=1。在此最优参数下构建的圆弧转向流道,其仿真压力损失相较于原始的直角转向结构,可再降低34.3%。这说明在宏观布局优化的基础上,对单个转向进行精细化几何重构,仍具有显著的挖潜空间。
四、实验验证与结果分析
4.1 实验系统搭建
为验证仿真优化的可靠性,通过在液压阀测试设备上搭建阀块测试系统。系统由变量泵、溢流阀、流量计、压力表等组成,在阀块进出油口分别安装压力表测量进出口压力,流量计测量通过阀块的流量。实验时,将不同结构的阀块依次接入系统,调节变量泵流量,待数值稳定后记录压力表和流量计的读数。
实验对象为三种不同结构的流道阀块:优化前的直角转向流道、减少直角转向次数的流道以及圆弧转向流道。通过改变变量泵流量,获取不同流量下的压力损失数据。

4.2 实验结果分析
绘制三种流道的压力损失-流量关系曲线,可以清晰看出:
低流量区(<6L/min):三条曲线几乎重合,表明在小流速状态下,惯性力占比较小,转向结构对流动的阻碍作用不明显,压损主要由沿程摩擦产生。
高流量区(>12L/min):曲线开始显著发散。优化前直角流道的压损曲线斜率最陡,表明其对流量变化最敏感;优化后直角流道曲线斜率有所降低;而圆弧转向流道的曲线最为平缓,表现出最优的流通能力。
量化优化效果:
结构优化效果(减少转向):优化后的直角流道相比优化前,压力损失降低最大值为22%。这完全归功于转向次数的减少和工艺孔的消除。
几何优化效果(圆弧过渡):圆弧转向流道相比优化前的直角流道,压力损失降低最大值为32.7%。这证明了将直角改为圆弧是降低局部阻力的根本手段。
4.3 仿真与实验的误差互验
误差范围:优化前直角流道的实验与仿真误差为6.8%~12.5%;优化后直角流道误差为7.3%~15.9%;圆弧转向流道误差为6.25%~14.1%。三者的误差范围均在可接受区间内。
误差成因分析:实验值普遍略高于仿真值,这主要是由于实验系统在阀块两端必须使用管接头和压力传感器接口,这些附加元件引入了额外的局部阻力,而这些阻力在纯粹的阀块内部流道仿真中未被计入。
趋势一致性:尽管存在数值上的微小偏差,但三条曲线的变化趋势、斜率以及相互之间的高低排序,与仿真结果完全一致。这种趋势上的一致性,足以验证仿真模型和优化方向的正确性。
结论:实验数据不仅证实了“减少转向+圆弧过渡”双重优化策略的有效性,也为后续的电液伺服作动器产品定型提供了可靠的理论依据和实测数据支撑。
五、电液伺服作动器的应用领域与发展趋势
5.1 主要应用领域
电液伺服作动器凭借其高功率密度、高控制精度的优势,在多个关键领域得到广泛应用:
航空航天领域:在飞行控制系统中,电液伺服作动器用于驱动舵面、襟翼等控制面,要求极高的响应速度和可靠性。在起落架收放、舱门控制等系统中,集成式作动器的小型化优势尤为突出。
重型机械领域:大型压铸机、锻压机、注塑机等装备需要巨大的输出力,电液伺服作动器是理想的选择。研究表明,优化后的作动器可显著降低能耗,提升设备能效等级。
国防装备领域:坦克炮塔稳定系统、导弹发射装置、舰船操舵系统等对作动器的环境适应性和可靠性提出严苛要求。
工业自动化领域:高精度机床、机器人、材料试验机等需要精确的位置和力控制,电液伺服作动器与数字控制技术相结合,可实现微米级的定位精度。
5.2 未来发展趋势
增材制造技术的普及:3D打印技术将彻底解放流道设计。未来将不再受限于传统钻孔工艺,可以设计出自由曲面、仿生流道等更符合流体力学的复杂结构,实现阀块的极致轻量化和流道零死角。李莹等学者的研究已经证实,基于增材制造的流道过渡区优化可显著改善流动特性。
数字化与智能化融合:数字孪生技术正在改变作动器的设计和运维模式。通过建立高精度仿真模型,工程师可以在虚拟环境中优化流道设计,大幅缩短开发周期。同时,嵌入式传感器的应用使得作动器具备状态自监测和故障预测能力,推动“预测性维护”成为现实。
高功率密度持续提升:随着材料科学和制造工艺的进步,作动器的工作压力不断提高,功率密度持续攀升。与此同时,轻量化设计成为永恒追求,如何在有限空间内实现更优的流道布局,仍是研究的重点方向。
绿色节能成为核心指标:在“双碳”目标背景下,作动器的能效水平受到空前重视。优化内部流道、降低压力损失,不仅是提升性能的手段,更是实现节能减排的必由之路。
&注:此文章内部分内容引用于【王 勇,左希庆,邢彤,汪序凯 电液伺服作动器内部结构优化方法研究】中的内容,仅供参考使用,配图作用于文章整体美观度,如侵权可联系我们删除,如需进一步了解公司产品及商务合作,请与我们联系!!

湖南泰德航空技术有限公司于2012年成立,多年来持续学习与创新,成长为行业内有影响力的高新技术企业。公司聚焦高品质航空航天流体控制元件及系统研发,深度布局航空航天、船舶兵器、低空经济等高科技领域,在航空航天燃/滑油泵、阀元件、流体控制系统及航空测试设备的研发上投入大量精力持续研发,为提升公司整体竞争力提供坚实支撑。
公司总部位于长沙市雨花区同升街道汇金路877号,株洲市天元区动力谷作为现代化生产基地,构建起集研发、生产、检测、测试于一体的全链条产业体系。经过十余年稳步发展,成功实现从贸易和航空非标测试设备研制迈向航空航天发动机、无人机、靶机、eVTOL等飞行器燃油、润滑、冷却系统的创新研发转型,不断提升技术实力。
公司已通过 GB/T 19001-2016/ISO 9001:2015质量管理体系认证,以严苛标准保障产品质量。公司注重知识产权的保护和利用,积极申请发明专利、实用新型专利和软著,目前累计获得的知识产权已经有10多项。湖南泰德航空以客户需求为导向,积极拓展核心业务,与国内顶尖科研单位达成深度战略合作,整合优势资源,攻克多项技术难题,为进一步的发展奠定坚实基础。
湖南泰德航空始终坚持创新,建立健全供应链和销售服务体系、坚持质量管理的目标,不断提高自身核心竞争优势,为客户提供更经济、更高效的飞行器动力、润滑、冷却系统、测试系统等解决方案。
-
可视化MES系统软件2018-11-30 3469
-
TensorFlow TensorBoard可视化数据流图2020-07-22 2068
-
常见的几种可视化介绍2021-07-12 2933
-
keras可视化介绍2023-08-18 851
-
一种新的平面矢量场可视化方法2009-08-10 610
-
复杂目标红外辐射特性可视化仿真研究2009-12-31 804
-
函数的可视化与Matlab作2008-10-17 2697
-
机电静压伺服作动器热控制2018-03-26 1737
-
使用arduino和python可视化你的比特币收益和损失2022-12-21 954
-
能耗监控3D可视化大屏展示,实现企业高效协同管理2023-05-17 8407
-
电动静液作动器(EHA)的机电液一体化架构解析:从伺服电机到执行机构的能量传递链2025-07-24 1750
-
电液伺服作动器为何标配磁致伸缩位移传感器2026-02-01 771
-
机电液热多物理场耦合:高功密伺服电机泵一体化正向设计理论与协同优化方法研究2025-12-18 1292
全部0条评论

快来发表一下你的评论吧 !
