

基于可编程控制器和140CUP11303芯片设计石灰石干磨制粉系统
描述
前言
随着人们对生活质量要求的不断提高,对环境治理的重要性也越来越为大家所重视。电厂烟气脱硫的石灰石制粉系统成为电厂环保中脱硫系统的一部分。同时,在这一领域的自动化技术的应用,也随着自动化水平的提高,而不断提出更新更高的要求,并在这一领域也得到越来越广泛的应用。
1、制粉系统的组成及工艺流程
1.1 制粉系统的组成
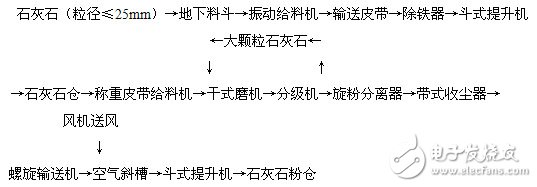
石灰石干磨制粉系统,由卧式球磨机、高压风机、分级机、旋风分离器和袋式收尘器组成一负压循环运行系统。在所有条件下,球磨机能确保向脱硫系统工艺供应足量的石灰石粉细度至少应为90%小于250目筛的粉量。球磨机出口的石灰石粉在高压风机的作用下,被气流送至分级机进行分离,在离心分离作用下,大颗粒经回料管返回球磨机入口继续研磨,符合粒径要求的风粉气流经旋风分离器分离出大多数石灰石粉后,排至袋式收尘器收集。旋风分离器和布袋收尘器分离和收集下来的石灰石粉经皮带输送机送入斗式提升机入口,经斗式提升机送至石灰石粉仓。旋风分离器出口的部分含尘气流,在磨机出料口负压的作用下,经系统回风管返回主风管下灰口前,形成闭路循环系统。另有5%左右的含尘气流经放风调节蝶阀进入布袋除尘器,净化后排入大气。为调节细度,分级机设有二次风,二次风量取自系统回风管。经高效选粉机分选的合格石灰石粉存贮于石灰石粉仓内。成品粉经仓底给料机排出,经密封罐车输送至脱硫区日粉仓(设2套进料装置),再经日粉仓底部的给料装置进入石灰石浆液箱制浆后泵送至吸收塔补充与SO2反应消耗了的吸收剂。
1.2 制粉系统工艺流程:
2、控制系统设计和配置
根据制粉工艺的控制系统要求,本系统的主要控制设备由:石灰石卸料子系统、石灰石磨制子系统等部分组成。其控制对象主要集中在:磨制系统的引风机子组、输送子组、球磨机子组、称重皮带给料机子组、及各系统内部设备的顺启和顺停等。
2.1控制系统的组成
可编程控制器PLC由法国Schneider公司的MODICON昆腾系列PLC及远程操作站组成,具体配置如下:CPU采用140CUP11303,输入输出点数为:DI点共224点,DO点共96点,AI点共48点,AO点共8点,RTD点共16点,EH点共5点。总IO点数为:399点。PLC通过以太网模块140NOE77101与上位控制计算机的通讯模板连接,相应的系统编程软件为MODICON的CONCEPT2.6。
远程操作站即上位机采用***研华工控机,操作系统采用windows2000sp4操作平台,上位机画面组态软件采用GE公司的IFIX4.0;工控组态软件iFIX是IntellutionDynamics自动化软件产品家族中HMI/SCADA最重要的组件,它以iCORE核心,包括数据采集和数据管理两个基本功能,是基于WindowsNT/2000平台上的功能强大的自动化监视与控制的软件解决方案。它运用了Microsoft系列工业标准,支持ODBC、VBA、Active控件、ADO、Intetnet和OPC,因此具有不可比拟的开放性及兼容性。
3、系统操作说明
3.1本系统的操作按控制要求,做如下说明:
3.1.1所有的手/自动控制都通过上位机组态画面进行操作。
当信号处于就地控制时,即:RM信号为“1”时,所对应的相关信号处于就地控制状态,上位机的手/自动都无法操作,由现场手动操作
3.1.2当上位机相应设备附近出现“R”时,表示该对应设备处于上位机手动控制状态,可以对该设备进行单独的开停操作。
3.1.3所有需要进行设备参数的设置,通过上位机进行设置。
其中,通用的操作参数,如:阀位设定值,报警设定值通过单独设置画面进行设置;其他对应各个设备,有不同设置要求的参数设置,在对应设备的设置画面中设置。
3.1.4所有引入的设备运行状态、数据,全部通过上位机画面显示。
本系统共设1幅主控制画面,另有两幅分画面,它们是:断路器控制画面,稀油站监视画面。在每幅画面上均可实现不同的功能。
3.2上位机的开机和关机
开机,首先打开计算机的电源,等一段时间,系统启动并自动进入上位机监控画面。
如果PLC系统是关机后的第一次重新开机,则首先应登录,将各个模拟量的参数,如时间,液位的高低设定,压力值的高低设定等等,按照工艺的要求将上述参数设置正确。
关机,用鼠标点击“退出系统”按扭,点击“yes”后退出系统。在开始--关闭系统,选择关闭计算机,按回车键,即可关闭计算机。
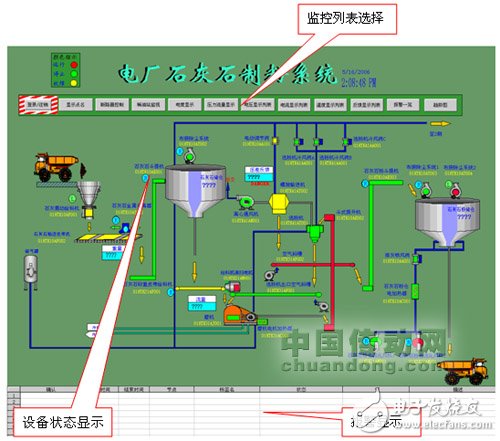
3.3画面的操作
IFIX软件启动后,系统自动进入主流程画面,在这画面中,用户可以点击登录按钮,在弹出的对话框中输入自己的帐户和密码。只有用户登录以后,才可以进行设备的操作、参数的设定以及部分画面的切换。
主画面说明如下:
3.4系统的手动控制
在主控制画面上,用鼠标左键单击设备,可弹出含手动/自动、启动、停止等按钮的设备操作菜单。通过单击按钮,可进行设备的操作如“手动或自动”,“自动或停止”等等。如下图所示:
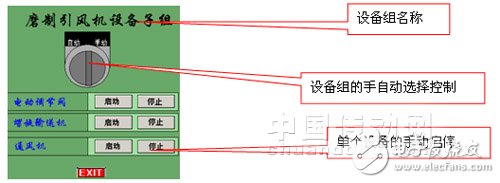
各设备可独立进行手/自动功能切换(这里指的是在现场设备处于远控状态下,上位机的手/自动切换。当现场设备处于就地状态时,在该设备附近将出现“L”字样,此时该设备在上位机是无法操作的)。
在“手动”状态下对设备进行启、停控制之前,应该先判断该设备是否允许进行启动。按控制系统说明要求,在上位机上进行的手动启动或停止是无连锁条件的,即如果要手动启动或停止一台电动马达或电气设备,那么该设备可能不允许的条件均被忽略。因此,在允许该设备手动启动、停止之前,应该先判断一台设备是否可以进行启动。
3.5系统的自动控制
系统的自动控制,主要是指PLC自动完成对某个环节的各个相关设备所进行的连续的或自动调节的控制过程。
在将设备投入自控状态之前,首先应仔细检查,确认该部分设备均无异常的情况下,才能进行手/自动的切换,使设备进入自动控制的状态。
但操作人员在某一环节切入自动后,PLC就得到相应的自控条件,此时计算机将自动判断控制条件,并发出相应的控制信号。
在计算机执行过程中,当出现某个设备的启动条件不满足时,则相关设备都将自动停止。
在自动控制中,允许操作员根据现场情况,随时可以将自动状态转化为手动状态,此时系统的设备将保持转化之前的工作状态。在转化成手动状态后,操作员可以继续进行手动控制。
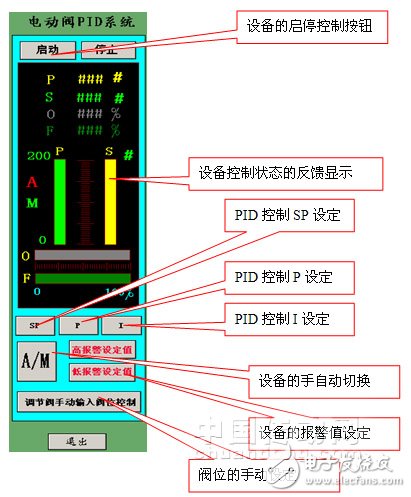
注:给料机01HTK21AF001和电动调节阀01HTK10AA101系统是比较特殊的,如下图所示:
3.6系统的功能
本系统除了正常的画面显示、操作之外,可以实现以下功能:
1、可以进行模拟量数据的查看;
2、可以进行报警状态的查看;
3、可以进行参数的设置,参数设置主要包括:运行时间和停止时间的设置,循环时间的设置,限位值的设置等等;
4、可以进行历史趋势的查看;(主要是模拟量的数据变化趋势)。
5、在总图可以显示或隐藏设备号。
6、在总图中料位及流量,重量的数据都有显示。
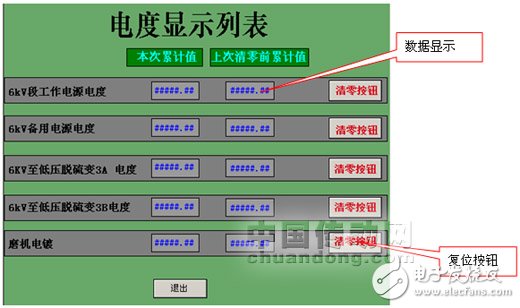
3.6.1模拟量数据显示查看
点击主画面上的按钮可选择查看,如下图所示:

弹出画面如下:
3.6.2报警查看
当有报警发生时,PLC控制柜上的报警蜂鸣器会发出声报警提示,这时可在上位机画面上操作“确认”按钮来消除铃声,也可以通过PLC控制柜上按“确认”按钮来消除铃声。在上位机画面上操作“复位”按钮或通过PLC控制柜上的“复位”按钮来复位报警。
报警的内容,可以通过报警条的查看来显示。

报警条只是提示有报警发生,要想查看确切的报警点和报警信息,可以点击“报警”。
3.6.3参数的设置
参数的设置需要在参数设置画面上进行。
参数设置主要包括:设备阀开度,报警值的设置,等等。
与设备相关的模拟量显示在该设备附近,用鼠标左键单击显示框,弹出模拟量限值设置窗口,在这窗口里,可以对该模拟量的限值进行设定。
3.6.4趋势的查看
趋势图分为实时趋势与历史趋势两种,用户可以选择进入。
4、结束语
本控制系统自从投运到现在一直非常稳定,为电厂烟气脱硫系统的稳定运行奠定了非常重要的基础,保证了主机组的脱硫率和投运率,给电厂的环保作出了重大贡献。
责任编辑:gt
-
可编程控制器的组成 可编程控制器有哪些特点?2024-01-18 3962
-
可编程控制器PLC概述2023-04-19 2439
-
使用AT89C51实现的微型可编程控制器的讲解2020-10-06 3723
-
可编程控制器的四大特点解析2020-09-30 6849
-
如何使用可编程控制器替代继电器2020-06-13 6513
-
可编程控制器基本知识_可编程控制器原理及应用2018-04-25 62581
-
可编程控制器原理及应用系统设计技术2017-09-19 994
-
可编程控制器系统构成与工作原理2010-03-30 1259
-
可编程控制器原理及应用 PPT2008-12-30 1507
-
可编程控制器(PLC)2008-12-04 1531
-
可编程控制器概述 ppt2008-11-20 1304
全部0条评论

快来发表一下你的评论吧 !
