

SVF3000变频器在拉丝机双变频控制系统应用分析
描述
1、前言
拉丝机属于线缆行业的一种常用设备,按结构形状分为水箱式拉丝机、倒立式拉丝机、直进式拉丝机等。按出线直径分为:大拉机(进线直径=8mm ,出线直径=3~1.3mm);中拉机(进线直径=3~1.8 mm, 出线直径=1~0.3mm);小(细)拉机(进线直径=1~0.2mm,出线直径=0.3~0.06mm);微拉机(进线直径=0.12~0.06mm,出线直径=0.06~0.01mm)。粗线通过模具经过多道拉细处理, 模具有很多种,常见的有以下几种=圆形拉丝模、螺旋模、聚晶模等。
本文以某厂家在微拉机中的应用为例,来说明SVF3000变频器控制的应用过程及效果。
2、拉丝机双变频控制系统
拉丝机变频控制系统目前用的最多的是双变频系统,其中一台作为主拉,另一台作收线控制;小(细)拉机目前还有单变频控制系统。
以下详细介绍SVF3000变频器在该厂的应用情况。
2.1 系统配置
主拉为3.7kW/SVF3000,收线采用1.5kW/SVF3000.
2.2 工艺要求
(1)最高收线速度 1200m/min;
(2)加工品种 0.12mm → 0.06mm;
(3)不论摆杆在任何位置都可直接启动,且启动过程中不用手扶;
(4)运行全过程中张力摆杆稳定;
(5)不论当前收卷的状态是空盘、半盘、满盘都随时可以停机、启动;
2.3 控制原理
主拉变频器实际上只作一个简单的调速,但需要输出脉冲信号作为收线变频器速度基准。收线拉丝机根据主机发出的脉冲信号以及摆杆电压信号计算同步输出频率,计算时要考虑适应主机不同速度,收线盘不同盘经,摆杆不同位置的情况。
根据以上需求,作为收卷变频器,SVF3000提供一个创新的PID工作模式(机械传动比自适应PID);
在该模式下: 输出频率 = 主频率源X(主拉发出的脉冲信号给到DI) * 机械传动比系数(初始化值为F9.22)+ PID(Y)
该模式下PID不仅能计算出偏差引起的叠加到主频率(X)上的PID输出频率(Y),还可以根据反馈偏差自动校正主从机的机械传动比系数,这里,P用来计算叠加量,I用来校正机械传动比系数。由于PID很快对机械传动比系数进行校正,所以启动前收卷盘的状态将不影响收卷动作,为提高适应能力,建议默认机械传动比系数(F9.22)要根据半盘的情况设定。
启动过程中,如果收卷变频器不对输出频率进行特殊处理,将可能出现拉断丝的现象,为此新增了一个平缓启动模式(F9.20)选项,该模式的作用时间由启动时间(F9.19)来设定。这样可以实现摆杆在任意位置下启动不用手扶的功能。
由于收线电机在机械传动比自适应PID模式控制下,能自动实现与主拉同步,摆杆的位置也基本保持在中间位置,从某种意义上讲也保证了收线的张力恒定。
2.4 调试说明
a、 首先根据工艺要求的最大线速度计算出主拉变频器所需要的最大运行频率(F0.11);
b、 再根据实际的传动比情况算出收卷所需的最大频率(F0.11);
c、 最后根据半盘时机械转动比关系设定默认传动比系数(F9.22);
d、 主拉变频器的加减速时间尽可能的长(一般在40~60s),可以平稳的进行加减速;
e、 要调整好反馈电位器的位置,保证机械中点对应反馈的中点。
参数配置情况:
主拉变频器(SVF3000,3.7kW):
F0.02: 1 端子命令
F0.03: 2 AI1输入
F0.11: 60.00Hz 上限频率
F0.13: 60.0s 加速时间
F0.14: 60.0s 减速时间
F3.01: 6 X2:正转点动
F3.03: 10 X4:自由停车
F3.20: 1.00S 模拟输入滤波时间
F4.00: 2 继电器:故障输出
F4.01: 3 OC1:FDT1检测到达
F4.08: 20 AO2输出脉冲信号作为同步信号
F7.00: 5.00Hz 点动频率
F7.01: 20.0s 点动加速时间
F7.02: 20.0s 点动减速时间
F7.15: 2.00Hz FDT1电平频率检测值
收卷变频器(SVF3000,1.5kW):
F0.02: 1 端子命令
F0.03: 4 DI输入(主频率源X)
F0.04: 7 PID输入(辅助频率源Y)
F0.07: 2 频率源X+频率源Y
F0.11: 75.00Hz 上限频率
F0.13: 2.0s 加速时间
F0.14: 2.0s 减速时间
F3.00: 30 X1:断线保护开关输入
F3.03: 10 X4:自由停车
F3.08: 2.0V 张力摆杆下限位反馈电压值
F3.10: 8.0V 张力摆杆上限位反馈电压值
F3.20: 0.05s 模拟输入滤波时间
F4.00: 2 继电器:故障输出
F4.01: 3 OC1:FDT1输出(启动排线电机)
F4.02: 23 OC2:抱闸信号输出(在每次进入停机状态下启动)
F4.07: 5.0s 抱闸信号持续时间
F5.05: 1 自由停机(停机方式)
F7.13: 1 禁止反转
F7.15: 2.00Hz FDT1检测值
F7.16: 1.00Hz FDT1滞后值
F9.00: 3001 PID控制模式设定
3 机械传动比系数自动校正PID控制模式
0 PID作用方向:正作用
0 PID反馈源:AI1
1 PID给定源:F9.02
F9.02: 500 PID给定值
F9.06: 2.0% 比例增益P
F9.07: 12.0s 积分时间I
F9.08: 50.00Hz 反转截止频率
F9.16: 2 断线检测方式
0:不检测
1:根据PID反馈(摆杆信号)信号进行检测
2:根据断线接近开关信号检测
F9.17: 10% PID反馈断线判断阀值(当断线检测方式设定为1时需要设定本参数)
F9.18: 2.0S 断线检测判断延时
F9.19: 5.0s 启动时间
F9.20: 1 平缓启动模式(该模式的作用时间由F9.19设定)
F9.22: 0.600 默认机械传动比系数
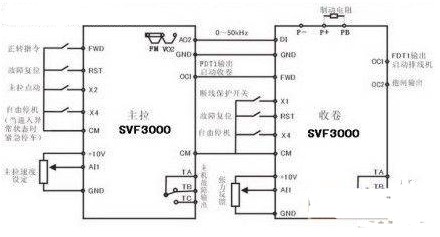
双变频拉丝机电气示意图
-
基于NBB变频器实现电气控制系统的应用设计2020-11-30 4333
-
直线式拉丝机的PLC控制2009-06-19 1007
-
拉丝机的技术改造2009-12-24 1123
-
基于PROFIBUS-DP的拉丝机控制系统设计2010-01-18 820
-
FX2NPLC和变频器F930通讯控制的程序(有注解拉丝机程)2016-11-07 969
-
双变频拉丝机专用变频器说明书2017-09-21 1141
-
基于EV3000变频器的变频调速监控系统的设计2017-12-06 1222
-
双变频拉丝机系统方案及调试的详细说明2021-03-17 6828
-
变频器在直进式拉丝机的应用2022-11-30 1695
-
拉丝机及双变频拉丝机工艺介绍2023-03-23 2891
-
变频器在滑轮式拉丝机的应用过程和效果2023-06-03 1432
-
金田变频器在拉丝机的应用2023-10-07 1586
-
变频器在拉丝机上的应用原理2023-10-23 1437
-
变频器在拉丝机中的应用方案2024-01-20 1961
-
基于PLC的拉丝机张力控制系统研究2024-12-24 688
全部0条评论

快来发表一下你的评论吧 !
