

台达机电产品在高速螺杆分装机的应用实例和技术优势介绍
描述
本文在简要分析高速螺杆分装机自动化技术特点的基础上,重点介绍台达机电产品在高速螺杆分装机应用上的整体自动化平台集成技术优势。
1 、引言
粉针是医学临床应用上的重要的药品剂型,广泛应用于静脉注射、肌肉注射用途,不断扩大的用量需求和不断提高的分装要求推动着粉针分装设备的更新和发展。
粉针分装可以通过不同的原理完成。国内螺杆分装机是粉剂制药企业当前的主流设备。螺杆分装机机械原理成熟可靠,设备占地面积小,便于同前后工序的制药、包装设备联线工作。螺杆分装机的机械系统设计经历了几个阶段的发展过程,在每一阶段都有与之相适应的电气控制系统配合工作。机械系统设计目前已趋于稳定成熟,电气控制系统的研究和进步对整机分装性能的进一步提高有着突出的作用。
螺杆分装机的工作原理是通过高速旋转的螺杆向药瓶内推进药粉,快速性和准确性是设备的两个基本要求。缩短螺杆在每次分装推进时的占用时间,就可以提高分装速度,这要求螺杆旋转速度要高,动态响应要快,现在的设备分装速度已可以达到300瓶/分。增加设备上螺杆的数量,可以同时对几只药瓶进行灌装,也是提高设备快速性的有效手段,目前国产分装机上可以见到一头、二头、四头的配置。
为保证分装准确性,通常采用交流伺服电机来直联驱动分装螺杆,早期设备应用过步进电机,但随着设备要求的提高和伺服电机价格的下降,步进电机在该设备上已基本不用。伺服电机动态性能的调整也至关重要,如果加减速响应迟缓,连续灌装中前后相邻两次推进的药粉没有清晰的边界,也会造成装量不准确。
因此,电气控制系统的合理设计与提升螺杆分装机的工作性能直接相关。台达自动化产品可以为螺杆分装机的应用提供一套完整的控制驱动解决方案,设计中通过优化控制结构和应用性能更高的控制器件可以使得分装机工作更快速、更精准。本文中介绍的是应用台达自动化产品设计的一台4头螺杆分装机的应用实例。
2 、控制系统分析
以一台4头螺杆分装机的控制为例,设备要求完成送瓶传送带的变频调速驱动和带动螺杆的四台伺服电机的同步驱动。其它控制要求,如送粉控制、送塞控制、药粉搅拌控制、灌装口药瓶检测、螺杆碰壁报警等,都是常见的开关量控制逻辑,通常的PLC系统都可以完成,本文为突出重点,略去不作讨论。通用设计方案中控制系统结构如图1所示。
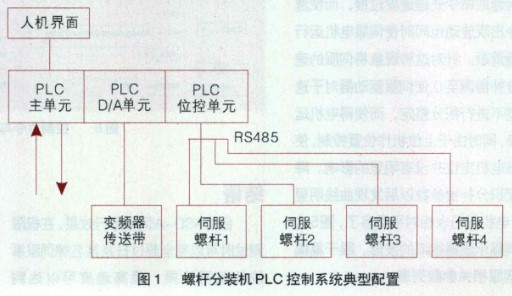
PLC系统为完成1-4轴伺服电机控制,要采用专用的位置控制单元模块,每一台伺服电机接收来自位控单元的脉冲序列完成螺杆推进动作。
对于只要求做1轴或2轴控制的螺杆分装机,通常也会采用PLC主机内置的2轴脉冲输出,但是PLC主机输出的脉冲频率上限都较低,为使伺服电机达到最高转速,需要调低伺服电机的控制分辨率,设备分装的精确性会受到影响。
送瓶传送带电机要用变频器驱动,为实现平滑调速PLC要配置1块D/A单元。
3 、台达自动化方案特色
采用台达自动化产品,为完成上述的任务,设计中采用如图2所示的控制结构。系统中省去了D/A单元和位控单元,节省了成本,减少了配线,更重要的是系统性能有了实质性的提高。
3.1独立自动化技术平台
PLC主机通过RS-485总线与变频器和四台伺服驱动器联在一起。这是台达自动化产品的特色,台达的任何一种控制器件,小到一只温控仪表都在本机上配置有符合MOS-BUS通讯协议的RS-485总线,设计中可以根据系统具体要求灵活地组成不同的控制架构,提高系统的功能和效率。
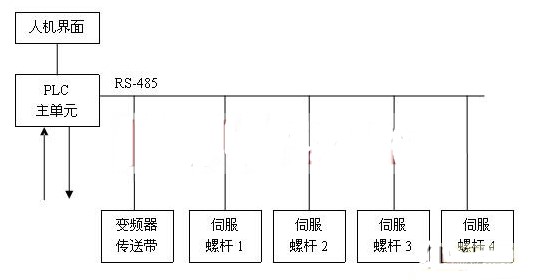
图2 螺杆分装机PLC控制系统台达配置
本例中,共有四台伺服电机,每次分装的动作要求,即电机的旋转角度和旋转速度通过PLC的485通讯接口传送到驱动器的寄存器里,每次动作执行由PLC的一个输出点来触发。
3.2台达PT伺服模式
伺服电机工作在台达特有的PR模式(即寄存器控制定位模式)下,工作时只需要等待触发信号,而不必接收脉冲序列,这也可以看做由内部预置的脉冲发生器来指挥运行。与传统的脉冲序列定位模式(在台达称PT模式,仍可以选有)相比,本机上应用PR模式的优点是:
(1)提高信号抗扰能力。如果伺服电机采用脉冲序列来工作的话,脉冲的传递线路极易受到电气干扰,但在PR模式下,不再有脉冲信号的传递,也就没有抗扰工作的麻烦。
(2)简化布线。PR模式省去复杂的双绞屏蔽线的布线的烦琐,特别在设备被控轴数多的时候,对比特别明显。
(3)提高定位运行品质。伺服电机在定位执行过程中,驱动器知道总的目标值,进而知道确切的脉冲偏差数,不象在PT模式下,一方面伺服的运行使得脉冲偏差在缩小,同时后续的脉冲又使得偏差在增大,因此PR模式在位置闭环运算中可以获得更好的控制品质。
(4)便于系统扩展。当系统要对更多数量的伺服轴进行控制时,只需要把它们分别联在RS-485总线上,对PLC的点数和位控输出的轴数没有影响,便于实现系统扩展。
(5)降低PLC系统成本。通常的系统中,因为对PLC输出脉冲的上限频率的轴数的特别要求,总是要功能相对要强的PLC类型,自然价格就相对要高。而在台达提供的方案中,PLC只要能完成基本的逻辑控制任务即可,实际应用中我们也是采用相对功能简单的模块来实现的。
送瓶传送带的变频器控制,也是同样道理,采用RS-485总线来传送速度指令。因为是数字通迅,速度传送没有偏差,同时也具有简化布线、便于扩展的优点。
4 、结束语
以上是台达自动化产品在螺杆分装机上的一个应用实例,台达可以提供用以解决生产设备自动化控制的整套解决方案,基于各种完成控制、驱动、操作、测量任务的单元器件,可以搭建出不同架构的控制系统,特别适合于利用分布式控制原则解决综合性的控制任务,目前台达自动化产品已成功应用于国内制造的几乎全部种类的制药机械上。
-
台达机电产品在木工机械上的应用2010-09-20 1238
-
台达机电产品在砌块成型机上的应用2009-06-17 969
-
台达机电产品在油田注水站的应用2009-06-16 914
-
台达机电产品在电子数片机上的应用2009-06-15 728
-
台达机电产品在中空纤维生产线上整合应用2009-06-13 946
-
台达机电产品在自动冲床上的成功应用2009-06-12 1453
全部0条评论

快来发表一下你的评论吧 !
