

磁致伸缩位移传感器调试与数据分析
描述
1、初始数据采集标定工作的设定
磨辊摇臂的联动位置决定了磨辊与磨盘之间的距离,即立式辊磨运行时料层厚度(Y),Y与博尔森磁致伸缩位移传感器输出信号(X)之间在理论上存在某种确定的函数关系Y=F(X)。Y=F(X)是一个非线性的函数,涉及的参数很多,有半径、角度、弦长等。关系式较为复杂,对PLC计算器的要求也很高,且其中任何一个参数的细小误差,对计算结果的准确性影响都较大。因此采用理论公式计算料层厚度的方法并不实用,无法有效消除机械制造及安装所造成的误差。
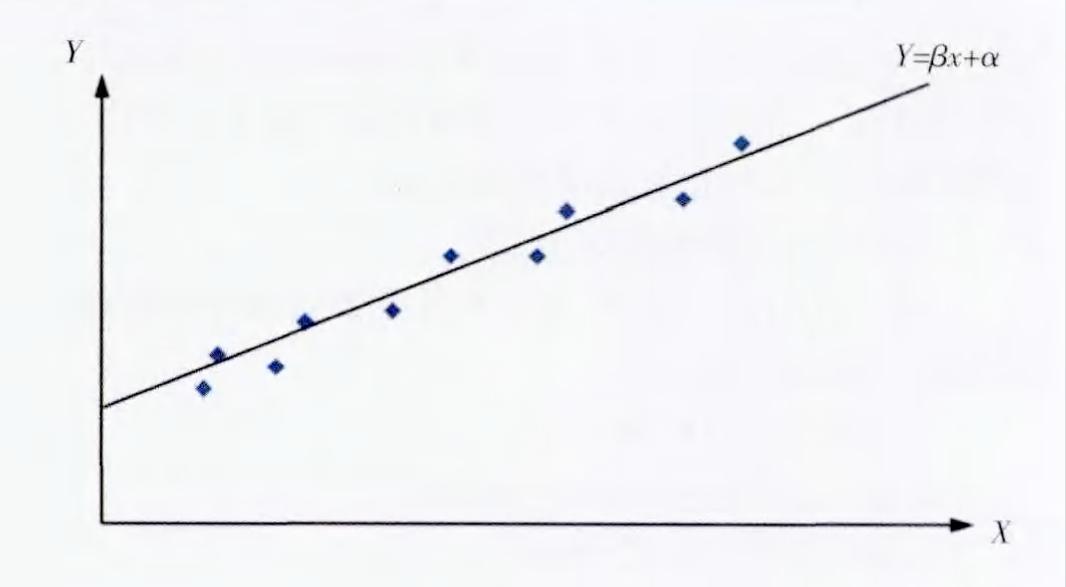
在实际操作中,我们采取现场磨辊预置位置值的反馈信号进行实测的方法,结合最小平方法对所实测反馈值进行线性回归分析,从而将上述两个函数之间的相关关系转换为函数关系。经过实践证明,这种方法能有效地消除误差,保证结果的准确性(如下图所示)。
2、标定的操作步骤及数据采集方法
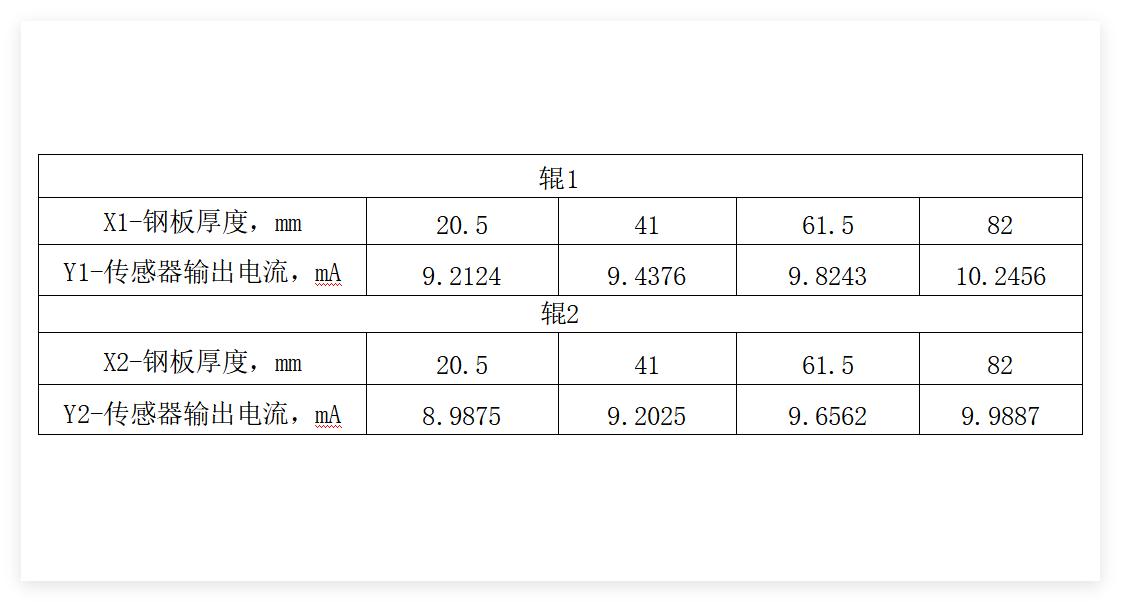
标定工作中需要在磨辊和磨盘之间依次放置厚度为20mm、40mm、60mm、80mm的钢板(通常现场采用4块厚度为20mm钢板),通过操作磨辊液压站抬辊和落辊,在磨辊落下稳定后读取在不同厚度时博尔森磁致伸缩位移传感器的反馈值(如下表所示)。
3、数据分析
利用最小平方法将所得数据进行处理,求得采集数据样本的回归直线,通常利用Excel的计算工具可以导出线性回归直线。由此可知本例线性回归直线方程为y=0.0186x+8.688。
博尔森磁致伸缩位移传感器的输出量程为4~20mA,利用上述线性回归直线方程,换算出相对应的料层厚度为-252~608mm。最后,在中控室通过DCS上位机组态软件设定料层厚度显示量程。
4、结语
博尔森磁致伸缩位移传感器使用的关键在于结合最小平方法在标定调试中对所得样本数据进行线性回归分析。磁致伸缩位移传感器在TRMS43.4矿渣磨上应用以来,料层厚度精度在±2.5mm以内,具有测量精度高、重复性好、稳定可靠、安装方便、环境适应性强等特点。通过正确安装、调试和标定位移传感器,可以精确显示辊磨运行生产中磨内料层厚度,进而确定辊磨操作压力、循环风机转数和选粉机转数等关键参数,从而保证辊磨正常运转及产品质量的稳定。
-
STM32的磁致伸缩智能位移传感器研究2025-03-20 1695
-
磁致伸缩位移传感器隔离电路2025-03-01 1269
-
磁致伸缩位移传感器工作原理及结构2024-06-19 4297
-
磁致伸缩位移传感器—精准的位移测量解决方案2024-04-23 2001
-
磁致伸缩位移传感器原理及特征2023-02-14 3319
-
磁致伸缩线性位移传感器的工作原理是什么2020-04-23 2395
-
磁致伸缩位移传感器运用了什么技术?2019-11-06 2084
-
磁致伸缩位移传感器原理及应用2019-10-01 10787
-
内置油缸磁致伸缩位移传感器数据跳动的原因2019-08-01 2675
-
采用磁致伸缩技术的位移传感器2018-12-04 1813
-
基于单片机的磁致伸缩位移传感器的应用2010-09-09 1137
-
磁致伸缩位移传感器综合知识2009-11-25 2366
-
磁致伸缩线性位移传感器的工作原理2009-05-14 2855
全部0条评论

快来发表一下你的评论吧 !
