

塑胶件设计一般步骤,塑胶零件常须解决的问题等方面解析
电子说
描述
塑 胶 件 设 计 一 般 步 骤
塑料件是在工业造型的基础上进行的结构设计,首先看有无相似的产品借鉴,再对产品及零件进行详尽的功能分解,确定零件的折分、壁厚、脱模斜度、零件间的过渡处理、连接处理、零件的强度处理等主要工艺问题。
1.相似借鉴
在设计前,首先应查找公司和同行类似的产品,原有的产品发生过哪些问题,有哪些不足,参考现有的成熟结构,避免有问题的结构形式。
2.确定零件折分、零件间的过渡、连接、间隙处理
从造型图和效果图理解造型风格,配合产品的功能分解,确定零件折分的数目(不同的表面状态要么分为不同的零件,要么在不同的表面之间须有过度处理),确定零件表面间的过度处理,决定零件之间的连接方式,零件之间的配合间隙。
3.零件强度与连接强度的确定
根据产品大小,确定零件主体壁厚。零件本身的强度,由壁厚塑料件、结构形式(平板形状的的塑料件强度最差)、加强筋与加强骨共同决定。在决定零件的单个强度的同时,须确定零件之间的连接强度,改变连接强度的方法有:加螺钉柱、加止口、加扣位和加上下顶住的加强骨。
4.脱模斜度的确定
脱模斜度要根据材料(PP、PE硅胶、橡胶能强行脱模)、表面状态(饰纹的斜度要比光面的大,蚀纹面的斜度尽可能比样板要求的大0.5度,保证蚀纹表面不被损伤,提高产品的良品率)、透明与否决定零件应有的脱模斜度(透明的斜度要大)等因素综合确定。
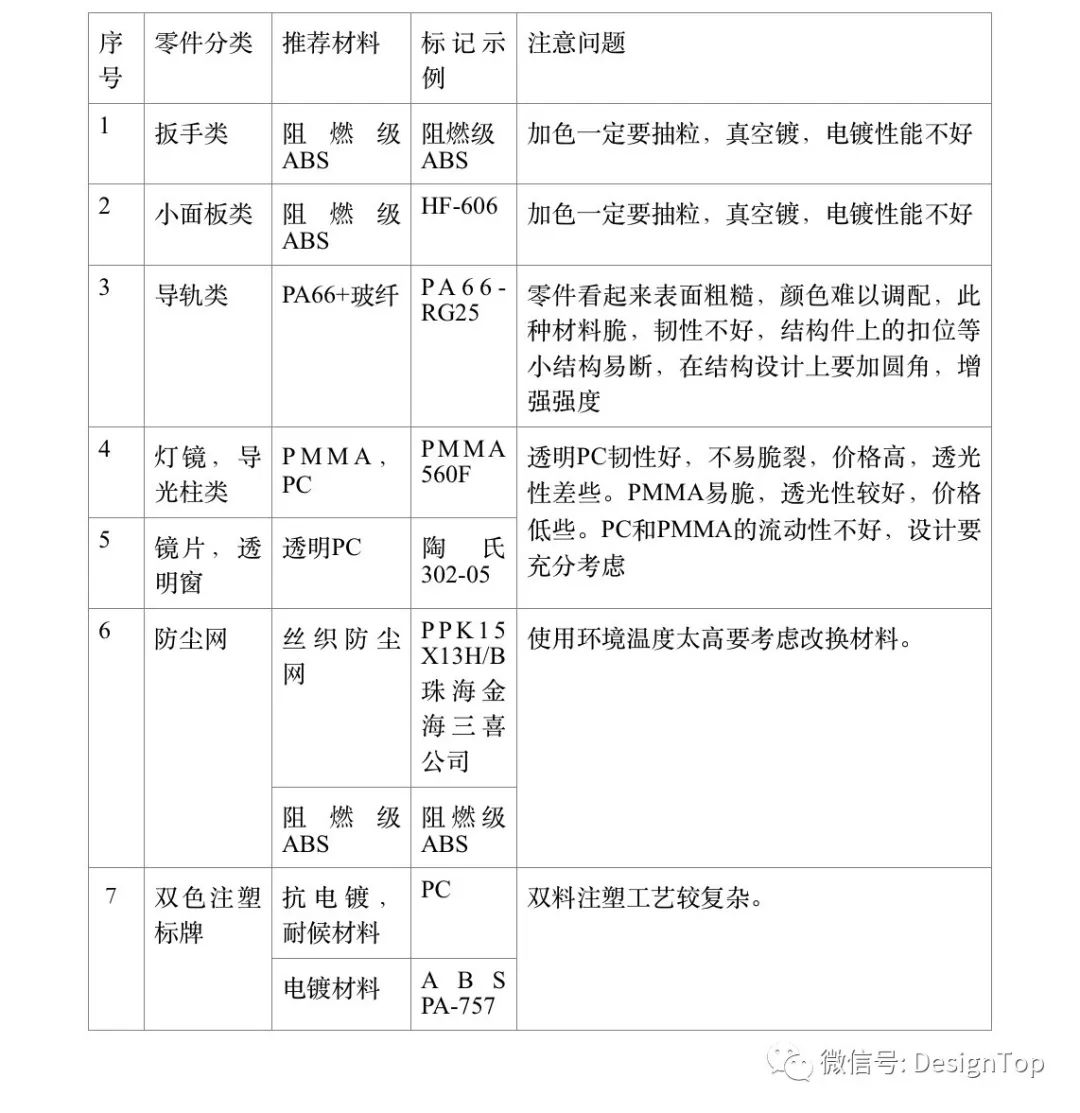
公司不同的产品系列推荐的材料种类
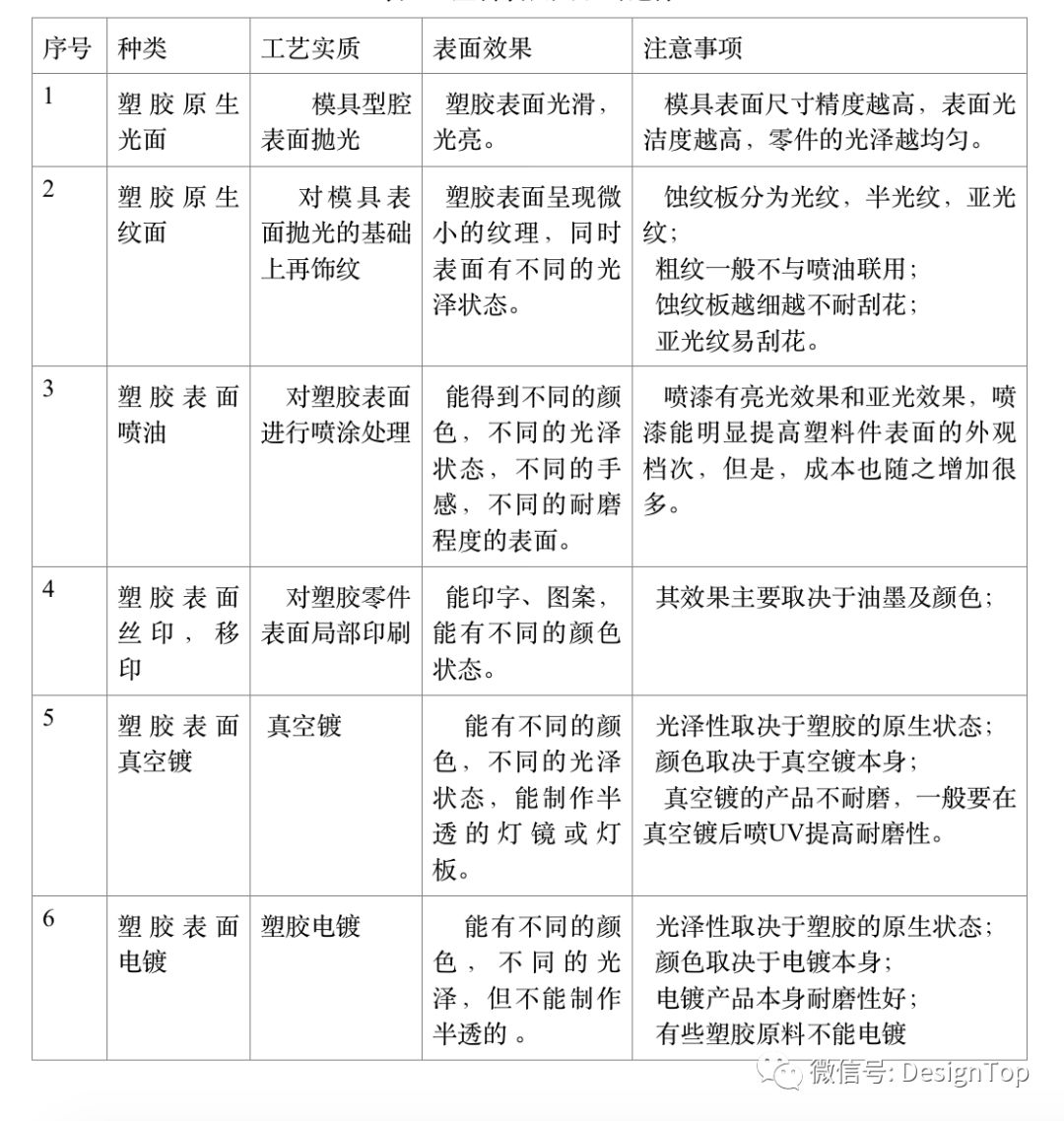
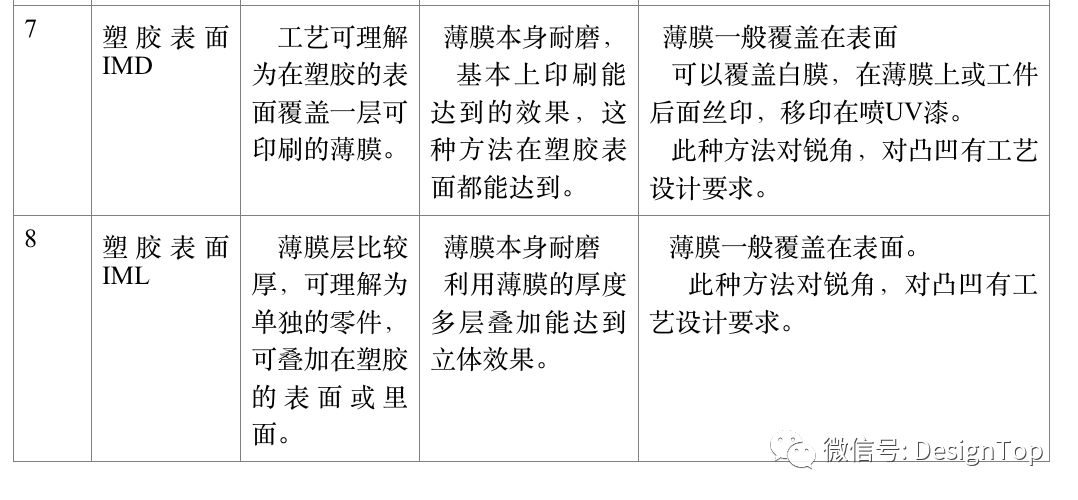
塑胶件的表面处理
塑胶件零件的壁厚选择

塑胶件,对壁厚均匀性有要求,壁厚不均匀工件将有缩水痕迹,要求加强筋与主体壁厚的比值最好为0.4以下,最大比值不超过0.6。
塑 胶 零 件 的 脱 模 斜 度
在立体图的构建中,凡影响外观,影响装配的地方需要画出斜度,加强筋一般不画斜度。
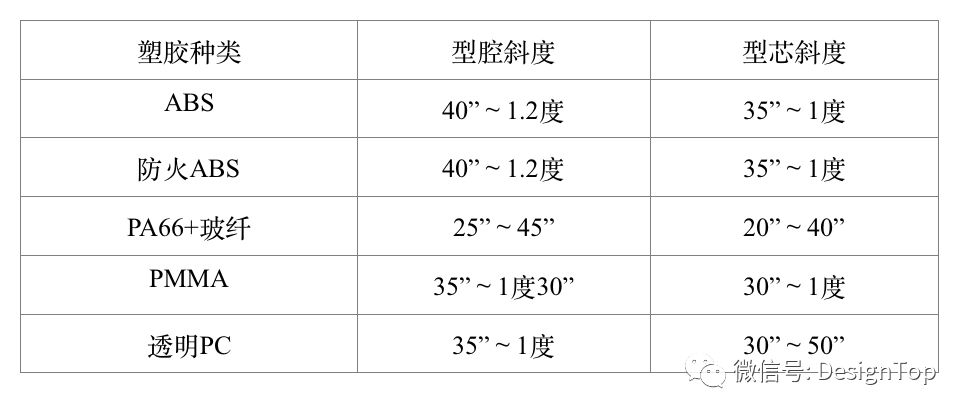
塑胶零件的脱模斜度由材料、表面饰纹状态、零件透明与否决定。硬质塑料比软质塑料的脱模斜度大,零件越高,孔越深,斜度越小。
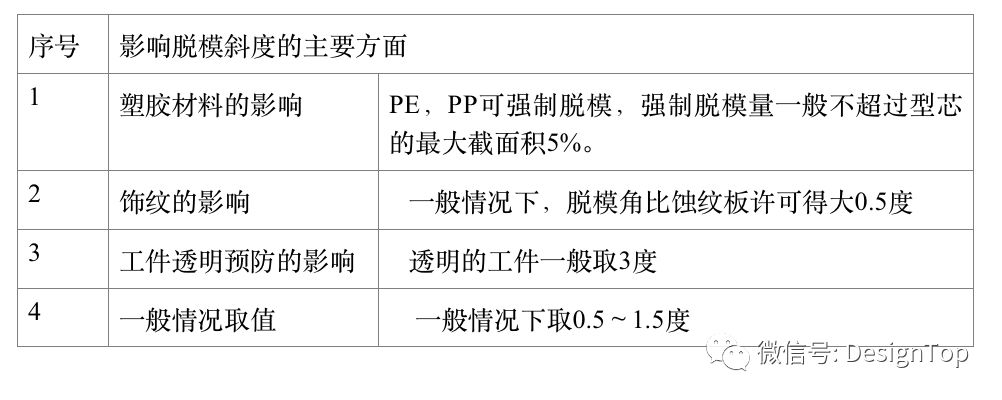
不同材料的推荐脱模斜度
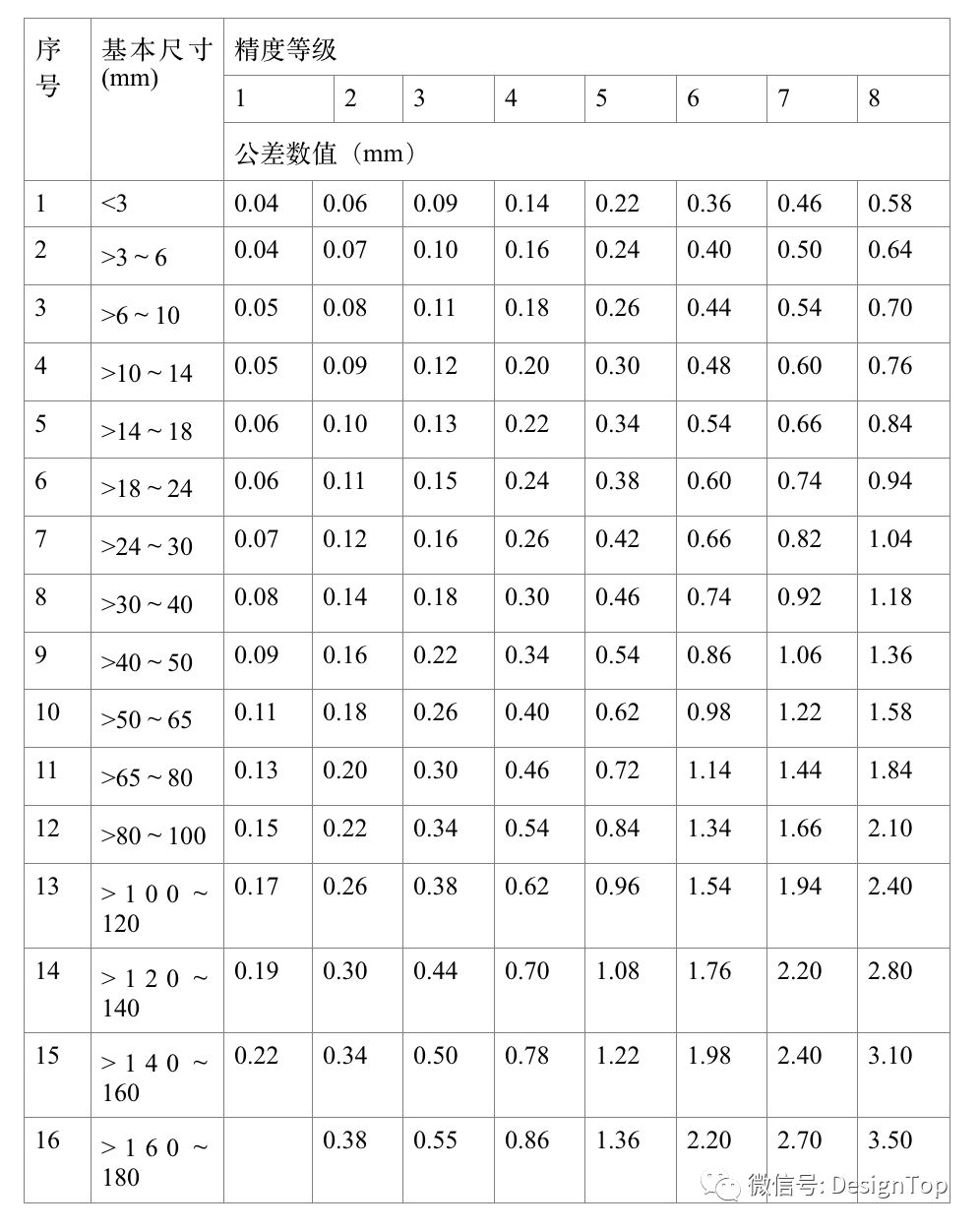
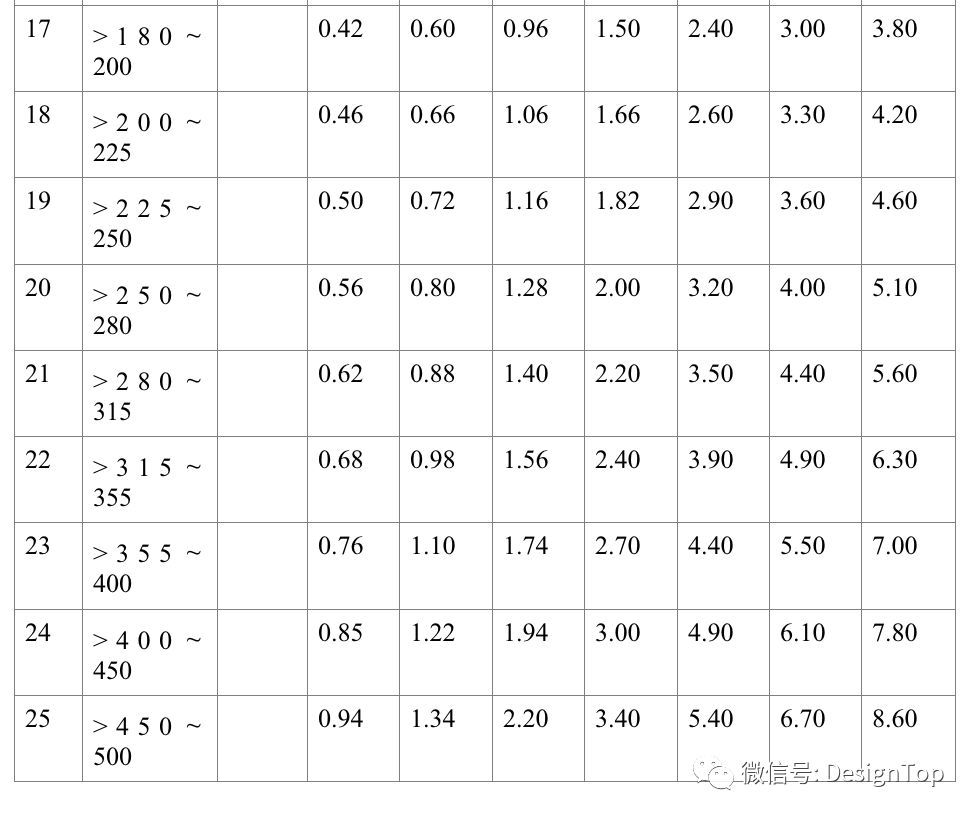
不同精度在不同尺寸范围的数值
塑 胶 零 件 的 尺 寸 精 度
塑胶零件一般精度不高,在实际使用中,我们主要检验装配尺寸,在平面图上主要标注总体尺寸、装配尺寸及其它需要控制的尺寸。
我们在实际中主要考虑尺寸的一致性,如上下盖的边需对齐。
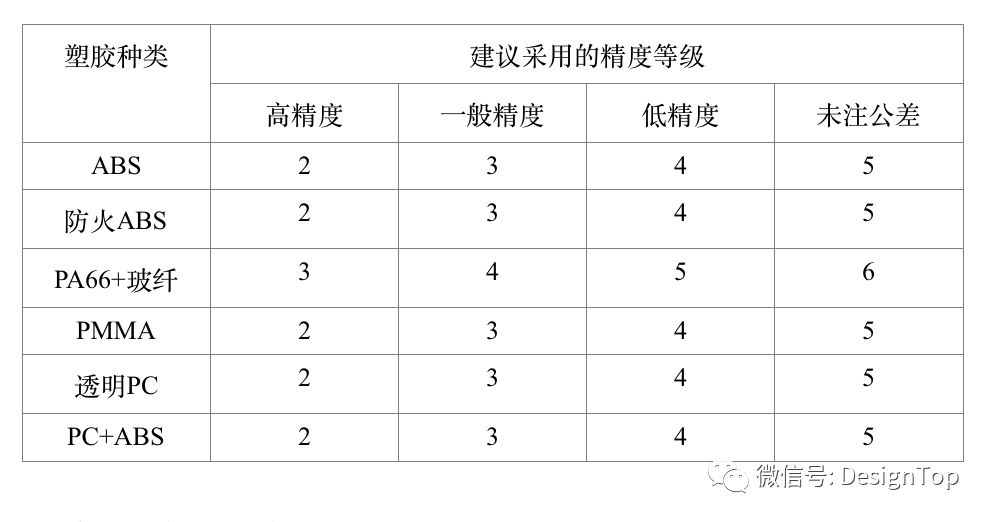
不同材料所使用的经济精度
不同精度在不同尺寸范围的数值
塑 胶 的 表 面 粗 糙 度
1)蚀纹表面不能标注的粗糙度。在塑胶表面光洁度特别高的地方,将此范围圈出标注表面状态为镜面。
2)塑胶零件的表面一般平滑、光亮,表面粗糙度一般为Ra2.5~0.2um。
3)塑胶的表面粗糙度,主要取决于模具型腔表面的粗糙度,模具表面的粗糙度要求比塑胶零件的表面粗糙度高一到二级。用超声波、电解抛光模具表面能达到Ra0.05。
圆 角
注塑圆角值由相邻的壁厚决定,一般取壁厚的0.5~1.5倍,但不小于0.5mm。
分型面的位置要郑重选择圆角,在分型面有圆角,圆角部分需出在模具另外一边,制作有一定难度,在圆角处有细微的痕迹线。但需要防割手时需要圆角。
加 强 筋 的 问 题
注塑工艺与铸造工艺类似,壁厚的不均匀性将产生缩水缺陷,一般筋的壁厚为主体厚的0.4倍,最大不超过0.6倍。筋之间的间距大于4t,筋的高度低于3t。在提高零件强度的方法中,一般加筋,不增加壁厚。
螺钉柱子的筋取至少低于柱子端面1.0mm,筋至少需要低于零件表面,或分型面1.0mm。
多条筋相交,要注意相交带来的壁厚不均匀性问题。
塑料件加强筋设计
支 承 面
塑胶易变形,在定位上应当归为毛胚的定位一类,在定位面积上要小,如平面的支承,应当改为小凸点,凸环。
斜 顶 与 行 位 问 题
斜顶与行位,在分模方向,垂直于分模方向均有运动。斜顶与行位在垂直于分模的方向不能有胶位阻挡运动,要有足够的运动空间,如下图:
塑胶的极限工艺问题的处理方法
1)壁厚的特殊处理方法
特别大的工件,如玩具汽车外壳,采用多点进胶的方法,能将壁厚取得相对薄些。柱子的局部胶位厚,用如下图的方法处理。
壁厚的特殊处理
2)小斜度与垂直面的处理
模具表面尺寸精度高,表面光洁度高,脱模阻力小,脱模斜度能取小。为达到此目的将工件小斜度的地方单独镶,镶件用线割,用磨的方法加工,如下图。
要保证侧壁垂直的情况需要走行位或斜顶,走行位时有接口线,为避免接口明显,一般将接线放在圆角与大面的交接处。
小斜度与垂直面的处理
要保证侧壁垂直的情况需要走行位或斜顶,走行位时有接口线,为避免接口明显,一般将接线放在圆角与大面的交接处。
塑胶零件常须解决的问题
1)过渡处理问题
塑胶零件的精度一般不高,在相邻零件之间,同一零件的不同表面之间须有过渡处理。
同一零件的不同表面之间一般用小槽过渡,不同零件之间可用小槽、高低错面处理,如图。
表面过度处理
2)塑胶零件的间隙取值
零件间直接装配,相互间无运动一般取0.1mm;
止口一般取0.15mm;
零件间不需接触的最小间隙为0.3mm,一般取0.5mm。
3)塑胶零件止口的常见形式及间隙取法如图
塑胶零件止口的常见形式及间隙取法
-
加工轴类零件的注意细节2018-12-28 3426
-
模架、模具、零件相关知识2022-12-13 2661
-
一般机械零件热处理质量检验规程2009-12-21 1049
-
BGA、TAB、零件、封装及Bonding制程术语解析2010-02-21 9768
-
SolidWorks高级零件与曲面建模2016-03-16 1122
-
汽车排气管件测绘逆向设计塑胶管逆向设计3d抄数设计公司点云逆向2020-04-24 1475
-
PCBA零件封装技术解析2020-06-18 2656
-
如何知道汽车塑胶注塑件防水等级已达到相应的标准2020-12-18 1684
-
一般不受管制的集成电路、电子零件和装备名录2021-08-30 1306
-
识读零件图的基本步骤2022-08-11 13006
-
镍铁合金薄壁零件车削加工研究2023-02-09 1957
-
怎样在SolidWorks零件中插入其它零件进行布尔运算?2023-07-10 3287
-
塑胶件测量的难点及全自动影像测量仪的优势2024-01-02 688
-
塑胶件没有孔怎么做气密性试验2024-01-26 1479
-
气密性检测设备:塑胶件没有孔怎么做气密性试验2024-04-20 1158
全部0条评论

快来发表一下你的评论吧 !
