

三维表面粗糙度参数Sa的前世今生
描述
传统的粗糙度评定为二维参数评定,评定的时候在一条线上进行评定,不能够完整地反映整个表面的全部信息,越来越不能满足加工行业的发展需要。表面形貌的三维评定方法是利用区域表面获得所需要的相关信息,给出表面形成机理信息和研究表面的直观图像,三维评定从整体上对零件表面特征进行描述,具有全局性。
三维表面粗糙度参数有很多,今天介绍第一个参数Sa。
定义:
Sa为表面算术平均高度,指轮廓表面内的点与中心面距离的算术平均或几何平均值,在取样区域 D 上,被测量的轮廓面和建立的基准面之间的 z 坐标距离的算术平均,即表面粗糙度曲面方程 z 坐标绝对值的算术平均。数学表达式为

应用:
Sa常用来描述精密加工表面粗糙度,可以有效地检测整个区域的高度特征以便控制加工工艺的制定。对不同的加工工艺方法,其Sa值变化明显。

晶圆表面粗糙度评定,数据由中图仪器SuperView W1光学3D表面轮廓仪测量得出
历史:
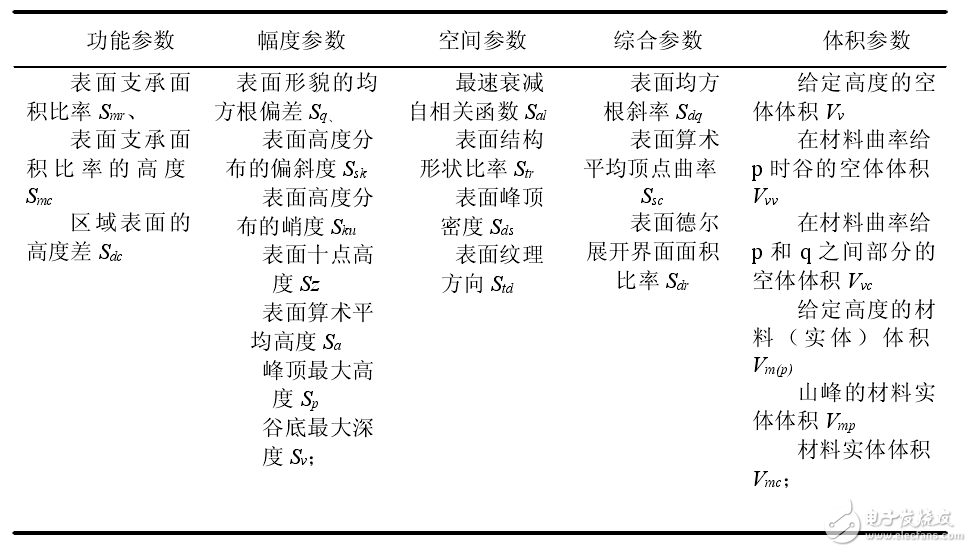
2005 年,在ISO/TC213的最新标准草案ISO/TC213N756中对表面三维表征参数进行了详细分类,主要分为功能参数、幅度参数、空间参数、综合参数、体积参数共5大类23个参数,在幅度参数中就包括Sa。
2012年4月1日,国际标准化组织正式颁布《ISO 25178-2-2012 产品几何量技术规范(GPS)--表面结构:区域--第2部分:术语、定义和表面结构参数》,对Sa进行了确认。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
-
表面粗糙度评定参数的程序2016-05-05 4232
-
SJ5701粗糙度轮廓一体式测量仪可以评定的表面粗糙度、外轮廓参数2017-02-23 4922
-
白光干涉仪可以测曲面粗糙度吗?2023-05-23 9216
-
智能化三维表面粗糙度测量系统2009-07-11 758
-
三维表面粗糙度高斯滤波快速算法2009-09-25 1135
-
什么是表面粗糙度?如何测量表面粗糙度?2022-08-10 3928
-
什么是表面粗糙度?2023-05-22 6925
-
表面粗糙度您了解多少?2022-04-29 4714
-
三维光学轮廓仪测粗糙度2022-04-08 2302
-
什么是表面粗糙度?表面粗糙度形成因素2023-09-01 3352
-
表面粗糙度的评选及测量详解2023-11-29 1769
-
激光共聚焦显微镜测粗糙度,解读表面粗糙度的科技利器2024-04-08 1302
-
氧化镓衬底表面粗糙度和三维形貌,优可测白光干涉仪检测时长缩短至秒级!2025-02-08 1262
-
共聚焦显微镜测量材料表面粗糙度的参数探究2026-01-13 519
-
表面粗糙度怎么测才准?ISO 25178标准三维面积测量标准解析2026-05-07 177
全部0条评论

快来发表一下你的评论吧 !
