

无内定位的小尺寸印制电路板工艺研究
PCB制造相关
描述
1前言
PCB应用领域伴随在电子产品的方方面面,体积小、层次高及孔径微型化的发展已经成为趋势,但小尺寸印制电路板中外形工序定位难度进一步增加。目前,行业内传统的外形定位PIN钉直径基本≥0.8mm,孔径≤0.8mm或板内无孔时,PCB外形加工无法采用内定位的方式生产,其加工外观、尺寸、效率将面临中重大考验。本文针对无内定位的小尺寸PCB如何进行高精度外形加工进行了深入研究,为无内定位的PCB外形加工出现的问题提供了解决方案。
2背景
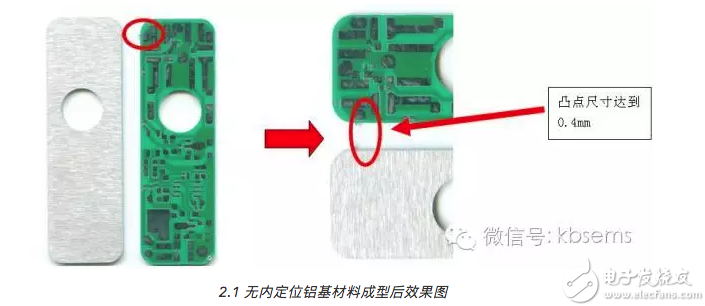
目前无内定位的PCB客户常规要求公差±0.1mm,部分产品要求达到±0.05mm,产品按常规加工方式在收刀处出现较明显的凸点(见下图2.1~图2.3),此凸点直接影响外型尺寸并导致外观不良,需采用人工修理的方式进行处理,人工修理难度大,大批量加工时较耗时,导致产品交期严重受阻。

3原因分析及试验设计
3.1
理论分析
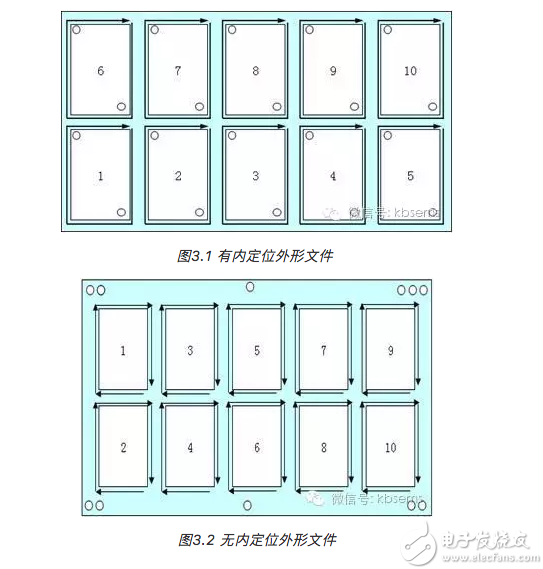
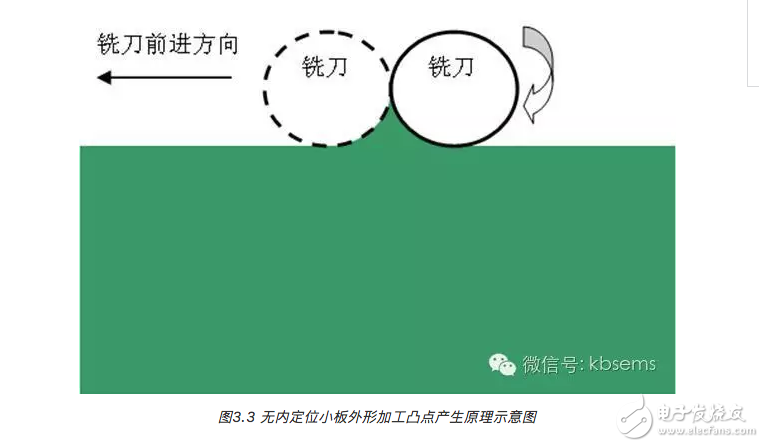
数控成型定位孔是外形加工的重要因素,有内定位的PCB外形加工是直接采用内定位的方式生产(图3.1),无内定位时,不得不采用外定位加工外形,即在印制板单元外加定位孔(图3.2)。以方形板为例,当三边铣完后,最后一边外形铣完收刀时,板子四周均出现空旷区域,加工至收刀点时,因四周均已铣成空虚状态,产品失去外定位的固定力,产品得不到支撑,加上吸尘的作用力,整个板子随着铣刀收刀的方向偏移,使收刀位产生了凸点(图3.3)。
3.1
理论分析
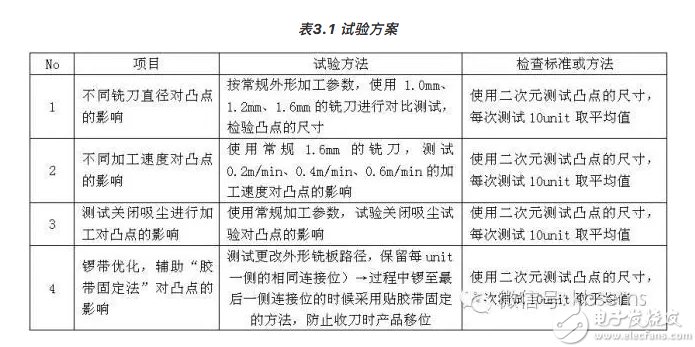
我们从不同铣刀直径、走刀速度、不同的走刀路径文件设计及吸尘对凸点的影响展开了深入研究评估,以下为试验方案:
表3.1 试验方案
4试验结果
4.1
试验测试数据汇总
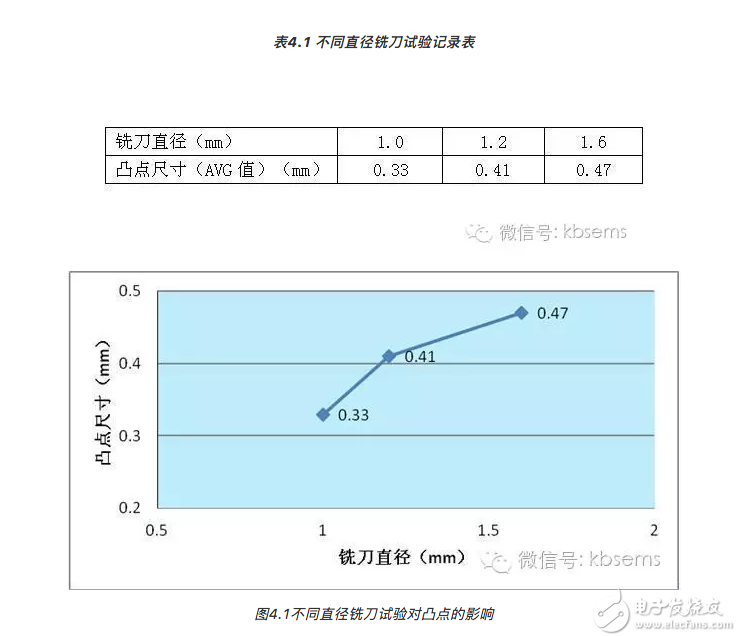
4.1.1
不同直径铣刀试验对凸点的影响
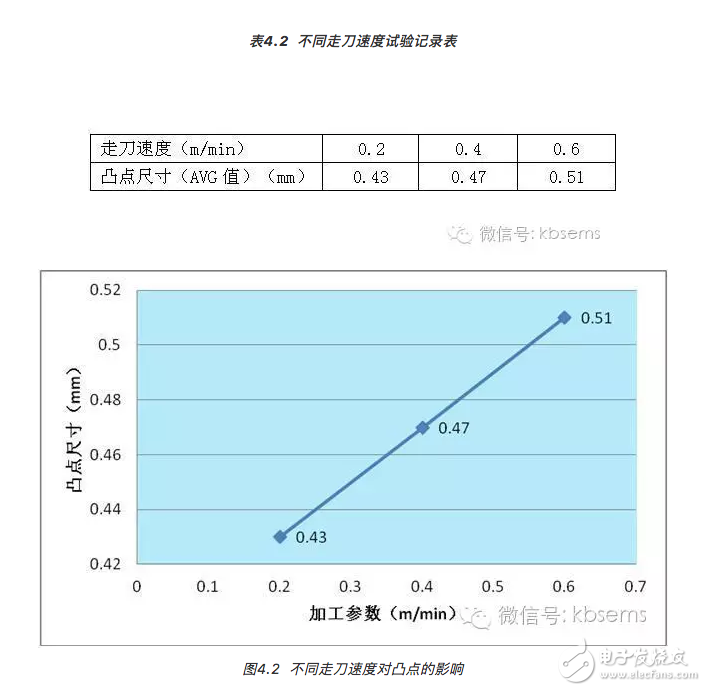
4.1.2
不同走刀速度对凸点的影响
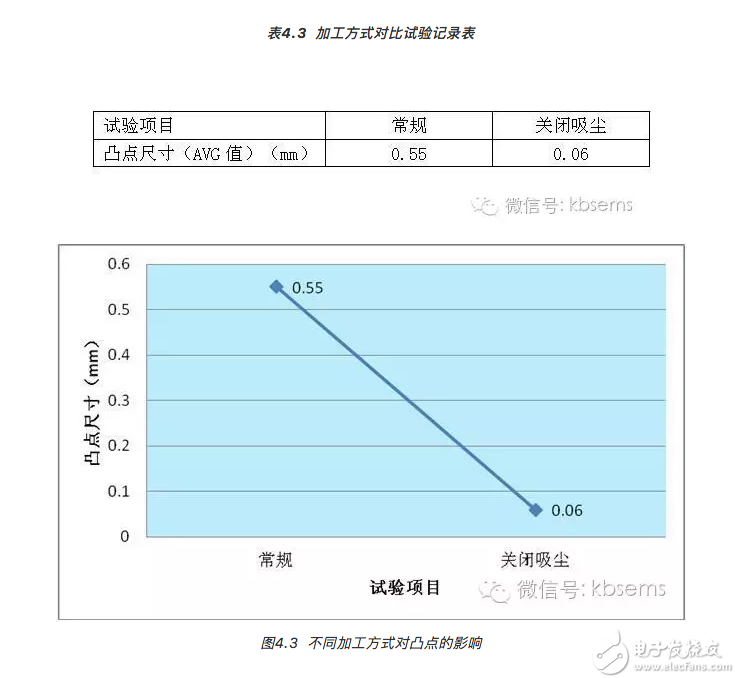
4.1.3
常规加工方式+关闭吸尘对比试验
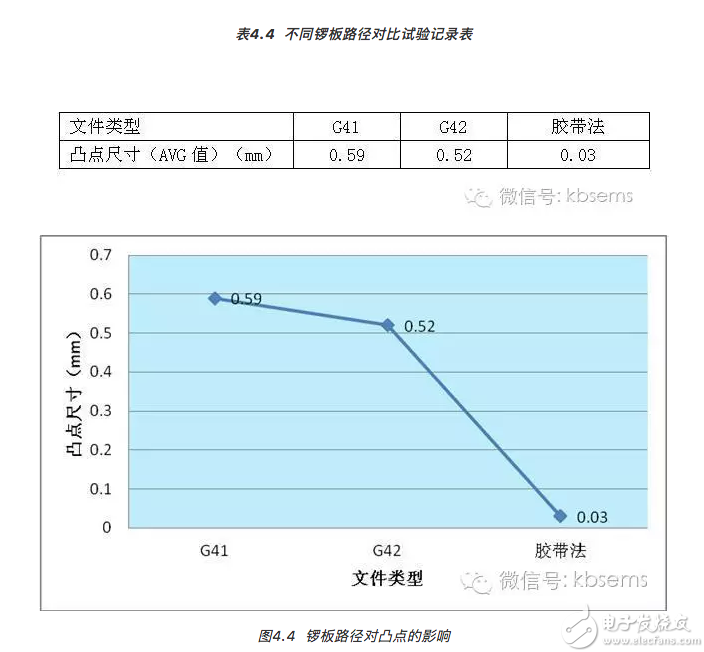
4.1.4
锣板路径对凸点的影响
4.1.5
试验小结
①铣刀的大小对凸点产生有一定程度的贡献,且铣刀越小凸点相对越小,但仍然未达到理想状态;
②加工速度对凸点的影响较小,几乎可忽略不计;
③采用关闭吸尘的方法对凸点有较大程度的改善,但粉尘大,清洁耗费时间;
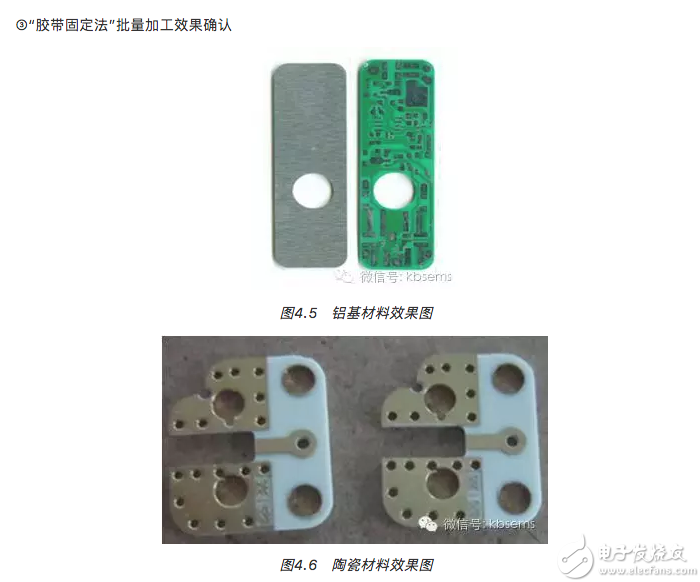
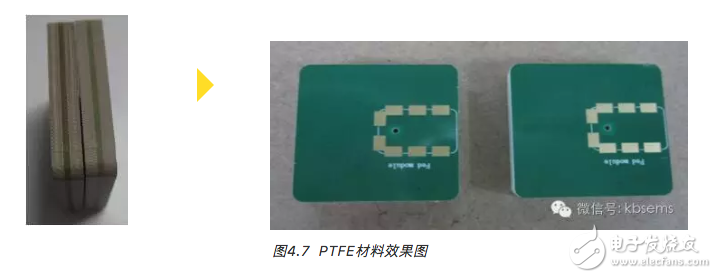
④采用“胶带固定法”所加工的品质明显优于其他三种方案,尺寸可满足客户要求。
4.2
“胶带固定法”工艺过程控制及要点
此种方法及文件设计未涉及到新物料、新设备,所以工艺过程管控和正常流程管控相同,包括外形尺寸、板边质量、凸点、毛刺等外观性的检验;过程实施需注意以下几点:
①无内定位的小尺寸PCB外形加工时,生产前板面需要双面贴胶膜(中性粘度PE胶膜),避免粉尘污染板面(特别是无法过清洗机的小板及金板),胶膜本身有一定粘度,可有效防止表面处理污染;
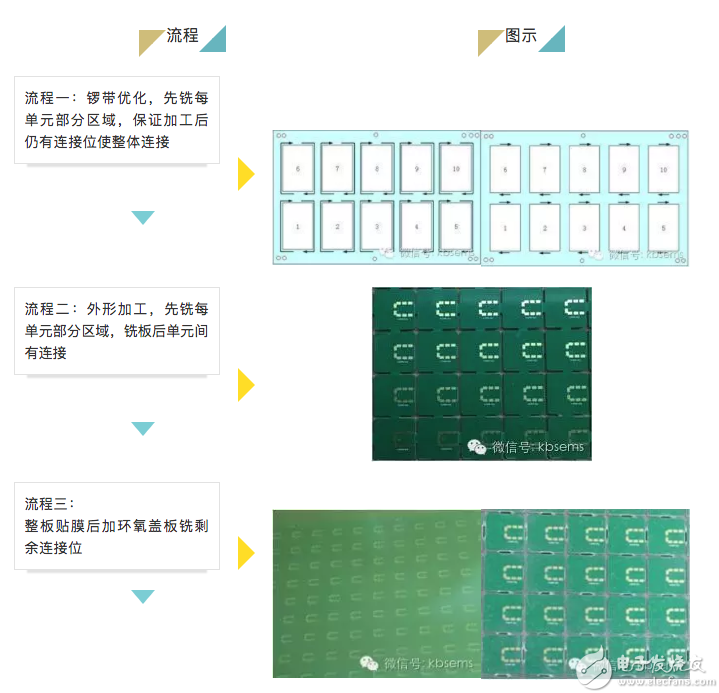
②“胶带固定法”实施流程图


以上试验通过采用锣带优化,辅助过程中“胶带固定法”,有效避免了凸点的产生并降低了人工修理成本,优化后的加工工艺大幅提高了效率,以下方面仍存在改善空间:
①过程中每加工一排产品需要贴一条胶带,胶带两端粘贴不牢固时,有移动风险,每次贴胶带均需要停机。
②无内定位产品尺寸较小,此加工方法成型后的产品,成品检查前需一块一块的撕去表面的保护胶膜,撕胶膜效率低,大批量加工时(图4.8),撕保护膜需要耗费大量的人工资源(图4.9)。
图4.9 成品检查前撕胶膜
综合以上试验成果,锣带优化,结合过程中的贴胶带固定的方式使产品在收刀位有固定力的作用,可解决无内定位产品收刀位凸点问题,批量加工外形尺寸可以控制在0.1mm以内,优化后的加工工艺大幅提高了效率,针对成型后的撕去保护表面处理的胶膜效率低的问题,需要寻找更好的处理方式,解决撕胶膜效率低的问题,具体优化后加工方式如下:
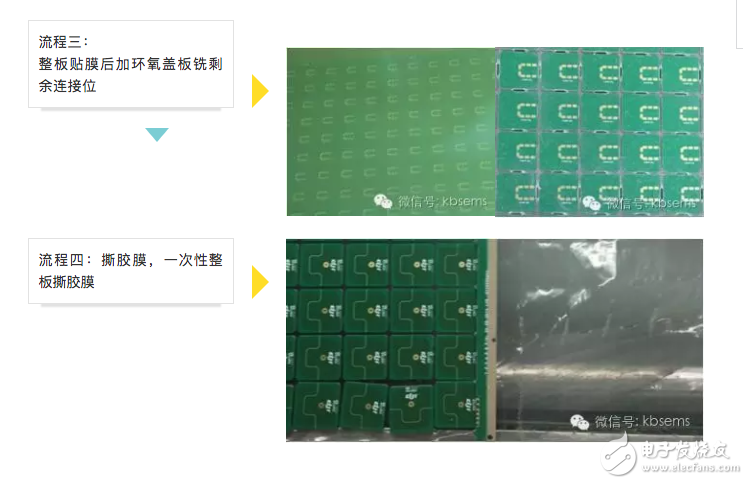
锣带优化,先锣每单元产品的部分区域,保证每单元部分区域先外形加工后仍有连接,再采用“贴胶膜+环氧树脂盖板固定法”利用胶膜的粘附力,辅助环氧树脂盖板,防止吸尘力的作用,保证产品铣至收刀位时,仍能够保证产品位置的固定,预防凸点问题。
总结
采用“贴胶膜+环氧树脂盖板固定法”能有效的避免无内定位产品外形凸点的产生,杜绝了修理带来的外观不良、尺寸不符等,采用外形前贴胶膜,外形后采用整体撕胶膜的方式除去保护表面处理的胶膜,解决了小尺寸产品外形加工后无法过成品机清洗的问题,此加工方式成型后的产品可免清洗,同时节省了人工,实现了无内定位产品高精度、高品质、高效率的加工,此方法未涉及到高成本的新物料、新设备,是对现有资源充分、合理的利用得出的成果,适用于批量加工高精度无内定的产品。
-
印制电路板(PCB)的设计步骤2023-04-20 1435
-
印制电路板直接电镀研究.zip2022-12-30 576
-
印制电路板设计规范——工艺性要求2021-06-18 1710
-
印制电路板制作工艺流程分享!2019-10-18 3291
-
印制电路板的一般布局原则_印制电路板前景2019-05-17 4604
-
印制电路板的质量要求_印制电路板的原理2018-05-03 6528
-
印制电路板PCB工艺设计规范2009-04-15 2227
-
印制电路板的制作工艺流程2009-03-08 14688
-
印制电路板设计规范2008-12-28 1326
全部0条评论

快来发表一下你的评论吧 !
