

OPPO RenoTP超窄边框点胶工艺揭秘
描述
OPPO Reno搭载了一块屏占比高达93.1%的全景屏,无开孔无刘海,是真正意义上的全面屏。
OPPO Reno 93.1%的屏占比,得益于以下两个方面:
1:前Camera采用侧旋升降结构;
2:TP屏,TP装饰件及中框采用超窄边框点胶工艺;
如左图OPPO Reno整机架构是经典的“三明治”结构,即TP2.5D玻璃+TP装饰件+中框+电池盖3D玻璃方式,如右图为TP超窄边的结构示意图,中框和TP装饰件及TP装饰件和TP屏幕都是通过点胶贴合,超窄边框对于点胶工艺是一个极限挑战。
OPPO Reno超窄边框图
我们先来看一下OPPO Reno屏幕参数:


我们再来算一下窄边框到底有多窄?
主屏尺寸6.4英寸屏幕采用18:9的屏幕,1英寸=2.54cm
6.4英寸屏幕对角线长度=6.4×2.54=16.256cm
通过勾股定理可以得出:屏幕宽度为72.70mm,手机外形宽度为74.30mm
长边宽度方向最窄边=(74.3-72.7)/2=0.8mm
减去中框小A面宽度0.2mm及0.1的装配间隙,实际点胶面宽度理论为0.5mm;
一般终端标准是点胶面宽度不能低于0.6mm,这是对点胶工艺的极限挑战。
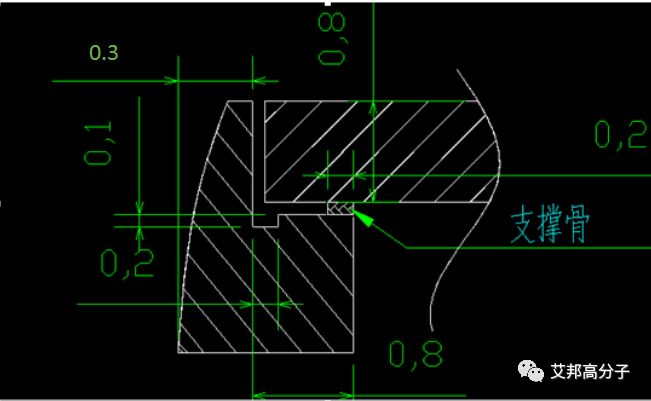
类似点胶结构图
下面我将从使用的胶水,设备,以及工艺等方面全面的介绍这种手机窄边框点胶方案,以便让更多的人去了解这个方案,帮助更多的人解决TP起翘,TP框脱落等问题。
先介绍一下反应型热熔胶的特点:
在抑制化学反应的条件下,加热熔融成流体,以便于涂敷;两种被粘体贴合冷却后胶层凝聚起到粘接作用;之后借助于空气中存在的湿气和被粘体表面附着的湿气与之反应、扩链,生成具有高聚力的高分子聚合物,使粘 合力、耐热性、耐低温性等显著提高。由于其具有极高的反应活性,因而对多种塑料材质显示出极好的粘接性,应用在电子和微电子行业塑料基材的粘接。
如乐泰3542相关产品技术参数:
型号:乐泰 PUR 3542 结构胶
规格:30ML/支
颜色:琥珀黄
初固速度:10min
全固速度:24小时
粘接基材:金属/塑料/玻璃
如下为点胶制程工艺介绍:
1.
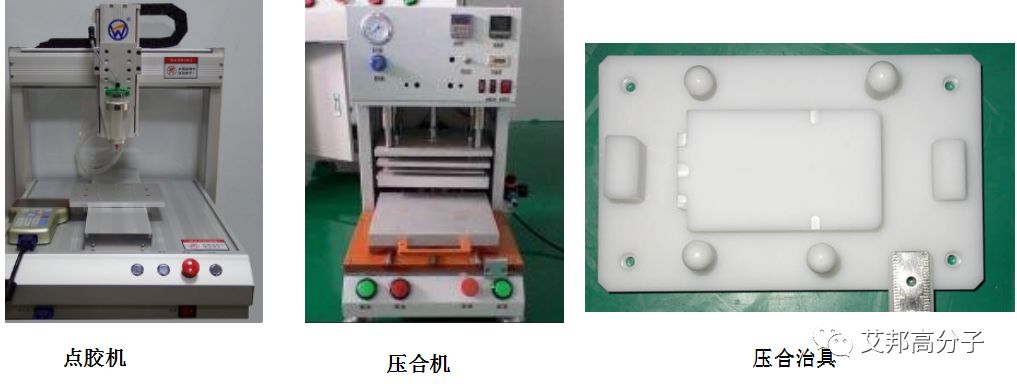
设备
1.三轴点胶或喷胶机,按设备使用说明书操作。
2.压合机
3.与产品配套的保压治具。
2.
制定点胶工艺流程
点胶程序编写→用酒精擦拭点胶面,点胶面要有一定的面粗度→点/喷胶→贴合→用保压治具 保压(10--20分钟)→拆卸保压治具→IPQC检查TP是否有溢胶,起翘问题。
3.
点胶参数确定
首先要验证胶量及胶路等关键参数,一般压合后胶厚为0.02—0.05mm ,胶水均匀铺开是比较理想状态,可以通过测量TP框与中框拉拔力,比如TP框的拉拔力是不低于80N,在满足此标准的前提下,再去优化胶量,胶路,降低溢胶的风险。
4.
固化点胶工艺参数
点胶参数固化后,组装工程师要确定胶量及胶路的限度样。给现场工艺员调机参考标准及IPQC检查标准,制定Checklist点检表,每2H点检一次。
5.
点胶机台参数调试
产品点胶当中容易出现的工艺缺陷有:胶点胶量不符合限度样、拉丝、胶水未铺开/溢出、TP框脱落等。这些问题应整体研究各项技术工艺参数,以找到解决问题的办法。
如下为现场调试注意事项:
1、点胶量的大小
2、点胶压力
3、针头大小
4、针头与工作面之间的距离
5、胶水的粘度
6、胶水温度
7、固化温度曲线等
以上只是针对一般TP屏热熔胶点胶工艺的总结,具体工艺参数与产品点胶面宽度,面粗度及拉拔力标准,胶水型号,点胶设备强相关,需要现场验证,摸底才能得出合理工艺参数。
-
iphone为何不做窄边框?2017-01-14 1729
-
低调轻奢!窄边框金属机身,惠普EliteBook 10302017-01-20 877
-
小米6什么时候上市?小米6正脸首次曝光:超窄边框 ID无边框再见!2017-03-26 3665
-
小米6什么时候上市,小米6最新消息:小米6 Plus曝光 光学指纹还有超窄边框2017-04-03 2193
-
FIP点胶加工和电磁屏蔽点胶加工的工艺流程介绍2020-06-03 6111
-
常见的电子品厂自动点胶加工工艺的应用2020-06-06 1984
-
浅谈窄边框组装PUR热熔结构胶点胶加工的工艺2020-06-28 3052
-
关于快干胶点胶加工工艺的详细介绍2020-07-08 4741
-
改善自动点胶机点胶代加工工艺方法的介绍2020-07-13 2828
-
导电胶点胶代加工工艺中常见的缺陷以及解决方法2020-07-14 3313
-
面对手机边框点胶加工的难点,该如何去解决2020-07-24 3035
-
关于手机TP点胶代工中的点胶加工工艺的应用2020-08-03 2395
-
高格欣科技|超窄边框黑科技,高端液晶条形屏2025-11-22 1303
全部0条评论

快来发表一下你的评论吧 !
