

LEAF模组的激光焊接
描述
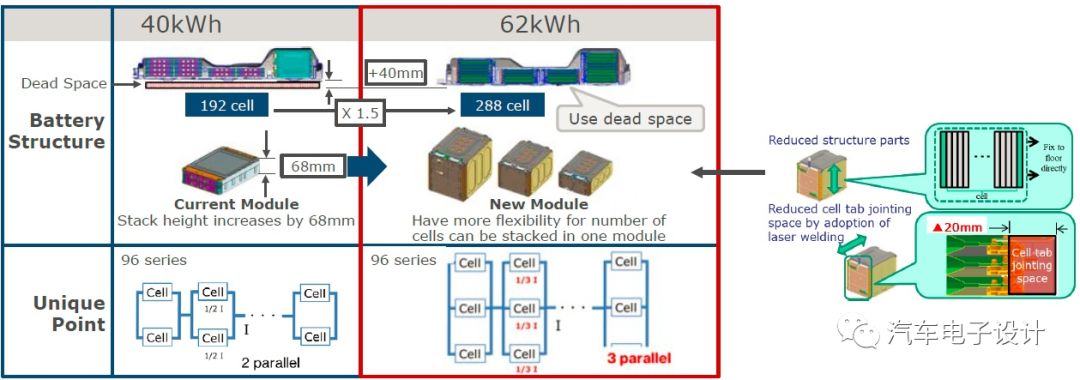
在昨天的文章写完以后,还有个工艺方面的讨论需要仔细拿出来谈一谈,是有关未来EV电池的可维修性的问题。如下图所示,日产在从40kWh=>62kWh是做了挺多的变化。为了把多出来的电芯塞到原有的Pack空间里面,电池的可维修性就做了一些妥协,主要是如下图所示的,焊接和结构上做了交换。
原有的是标准化的模组,可以8个电芯位单元进行替换维修(4个为单元是可以替换的)
现在采用焊接的方式,不同配置的模组都要准备备件,而且内部不可维修
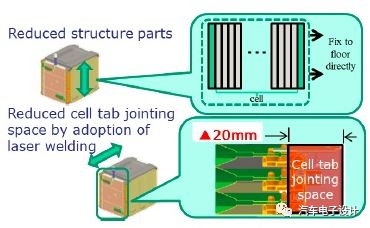
具体的就是类似之前LG和SK普遍使用,单端出Tab的下面,采用Tab焊接到母线牌的方式来完成,如下图所示:
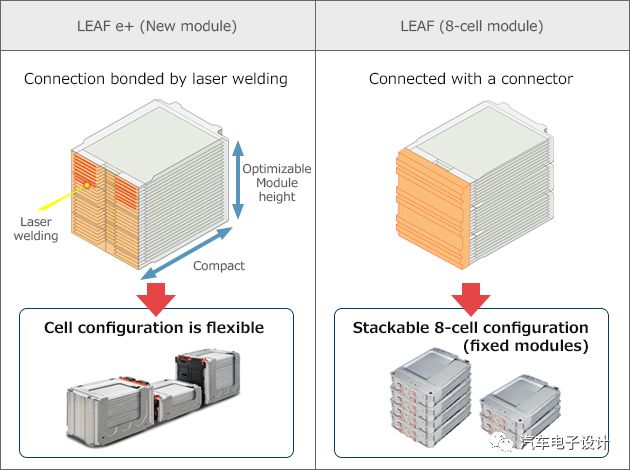
之前的焊接电芯在成组的方式:电芯是采用超声焊接的方式通过小的母线牌往外连接。
因此在这个时候的设计,还是充分考虑可维修性,在端接的特性把连接阻抗放在第二位。
目前的激光焊接方式:更多的是考虑工艺层面的速度和效率,等到实物发布出来我们可以看下是否是之前类似的焊接模式
这里主要的考虑几个事情,在电池顶部的空间使用率
电池之间的阻抗均匀性和整个连接阻抗
还有就是由于电芯增多之后的加工节拍考虑,激光焊接比超声快很多
代价就是这么多电芯就合在一起,走上了和其他软包电芯企业一样的做法
在之前发布的z制造视频里面,是没有涉及这个工艺环节的
我觉得这种结构的改变,等于LG、SK和日产的设计很多细节在之前的分叉之后,使得软包的模组设计方向都开始趋同了。
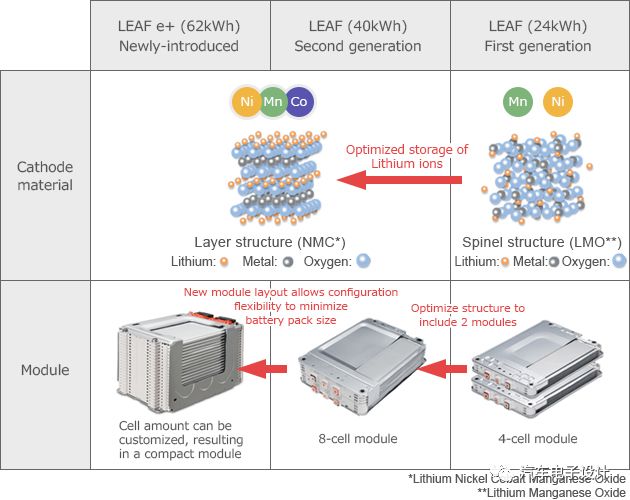
小结:其实挺好奇下一代日产的纯电动平台方向上,有关于电芯的采用会不会在尺寸和模组设计上会有更大的改进,在NCM的特性上,AESC的电芯的很多问题会和其他企业一样多,简单的模组设计是否有效,还能不能保持自身的安全记录,真的是一个疑问
-
大研智造激光焊锡机,如何点亮微小点状激光模组PCB焊接新未来?2025-01-13 930
-
激光焊接工艺有哪些?2024-10-12 13233
-
激光焊接:CCM摄像头模组精密制造的核心2024-08-19 1479
-
开放式激光振镜运动控制器在动力电池模组连接片的焊接应用2023-10-30 966
-
适合摄像头OIS模组焊接的激光喷锡焊接设备2023-09-25 1223
-
激光焊接技术在焊接手机摄像头模组的优点2023-03-03 1417
-
ccm模组/vcm激光自动焊接方法的简单介绍2020-10-22 3415
-
激光焊接的原理是什么?2019-10-18 4239
-
激光焊接机的分类_激光焊接机特点2019-05-08 7068
-
LEAF电池模组演变2019-04-29 5694
-
塑料激光焊接机的应用2018-08-30 3270
-
为什么说新一代Leaf电池模组是自然冷却方式集大成者2018-03-02 8166
-
激光焊接的优点2016-03-14 4398
-
激光焊接原理2016-03-11 3513
全部0条评论

快来发表一下你的评论吧 !
