

博途S7-1200组态运动控制向导几控制面板调试
电子说
描述
S7-1200是一款很强大的PLC,感觉功能地位上就跟先前西门子出的224系列的PLC一种江湖地位,关于其运动控制上的一些问题经常会困扰到部分使用他的工程师兄弟们,近期正好做了一个项目,将1200的三种运动控制全部应用到了,正好可以分享一下。
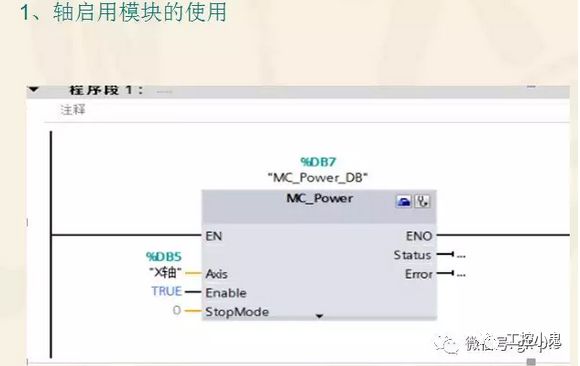
S7-1200 的运动控制功能包里面已经将点动(movejog),绝对位移(moveabsoult),相对运动(moverelative)等功能集成为fb块,用户在组态好硬件设备,软件参数后,直接调用即可,PLC需买晶闸管输出类型的才能使用这些功能。
硬件组态略去不表,将驱动器,步进或者伺服接好,记住对应参数,减速机齿轮比,每个周期的行程等。
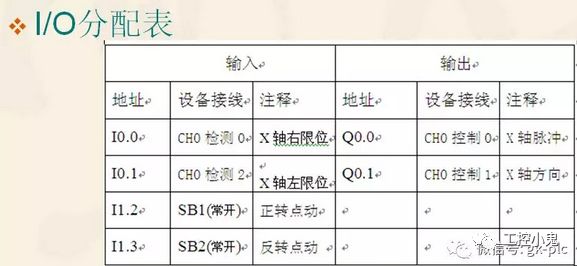
一、按钮SB1,步进电机启动并正转,抬起按钮SB1,步进电机停止运动,摁下按钮SB2,启动并反转,抬起按钮SB2,步进电机停止运动。
如图步骤:
1. 在项目树中打开CPU 文件夹。
2. 打开工艺对象文件夹。
3. 双击“添加新对象”(Add new object)。 将打开“添加新对象”(Addnew object) 对话框。
4. 选择“运动”(Motion) 工艺。
5. 打开“运动控制”(Motion Control) 文件夹。
6. 打开“S7-1200 运动控制”(S7-1200 Motion Control) 文件夹。
7. 如果要添加旧版本轴,则单击版本并选择相关工艺版本。
8. 选择“TO_Axis_PTO”对象。
9. 在“名称”(Name) 输入字段中更改轴的名称比如“X轴”。
10.如果要更改推荐的数据块编号,则选择“手动”(Manual) 选项。
11.如果要为该工艺对象补充用户信息,则单击“更多信息”(More information)。
12.如果要添加该工艺对象,单击“确定”(OK)。 如果要放弃输入,单击“取消”(Cancel)。
首先进入组态画面,在项目树中打开所需工艺对象组。双击“组态”(Configuration) 对象,按下图顺序为加工单元X轴进行组态
如图
点击工艺对象

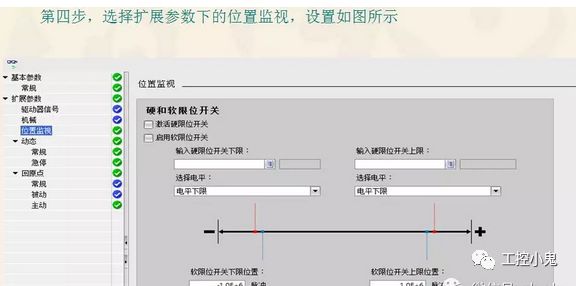
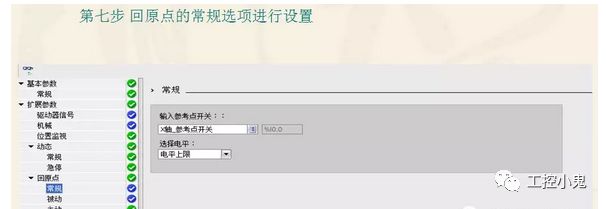
-、选择相对应在参数进行选项;

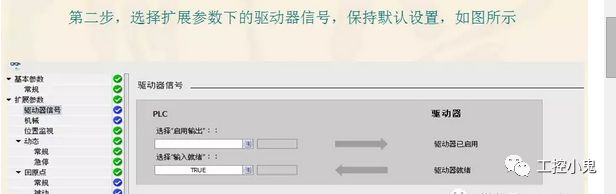


S7-1200 PTO控制方式--调试面板
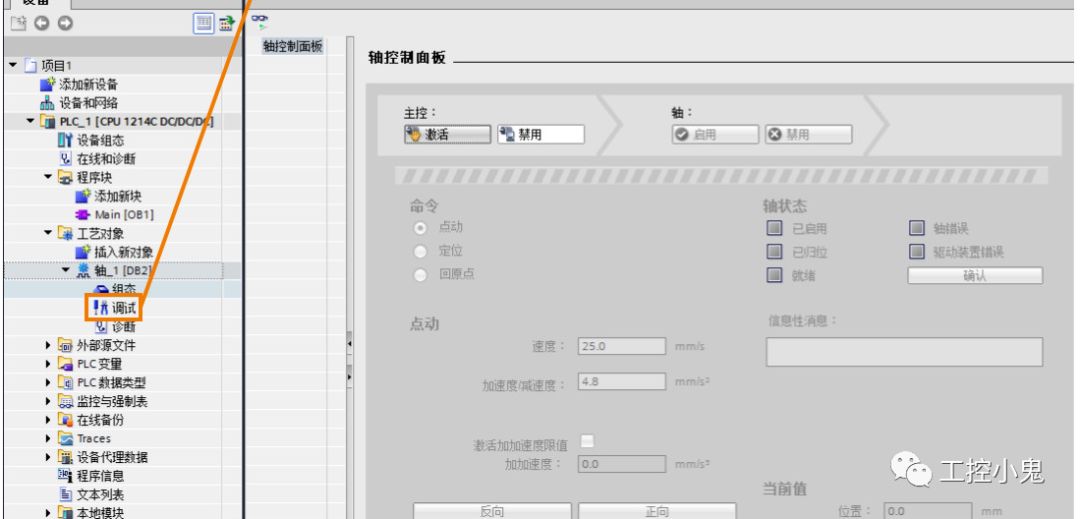
调试面板是S7-1200 运控控制中一个很重要的工具,用户在组态了S7-1200 运动控制并把实际的机械硬件设备搭建好之后,先不要着急调用运动控制指令编写程序,而是先用“轴控制面板”来测试Portal软件中关于轴的参数和实际硬件设备接线等安装是否正确。
如下图所示,每个TO_PositioningAsix工艺对象都有一个“调试”选项,点击后可以打开“轴控制面板”。
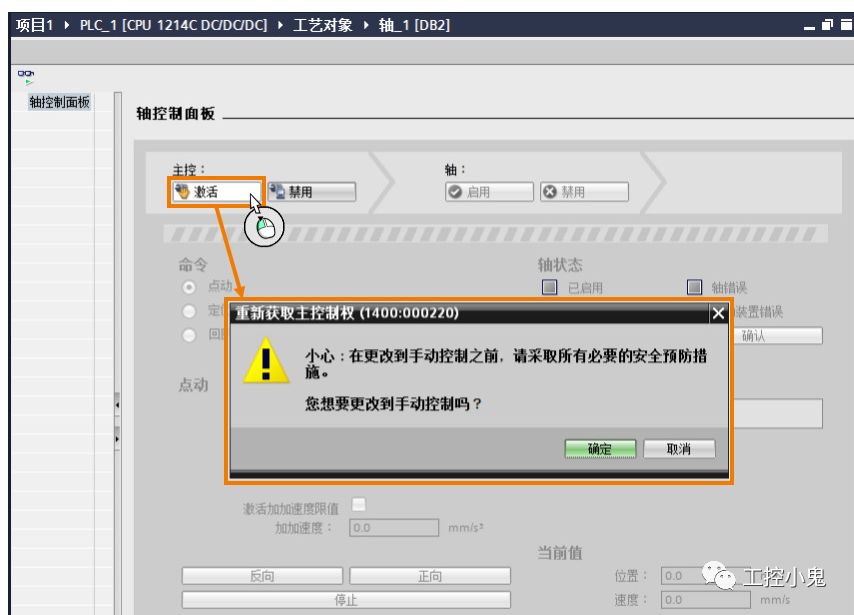
当用户准备激活控制面板时,Portal 软件会提示用户:使能该功能会让实际设备运行,务必注意人员及设备安全。
如下图如示:
当激活了“轴控制面板”后,并且正确连接到S7-1200 CPU后用户就可以用控制面板对轴进行测试… 如下图所示,控制面板的主要区域。
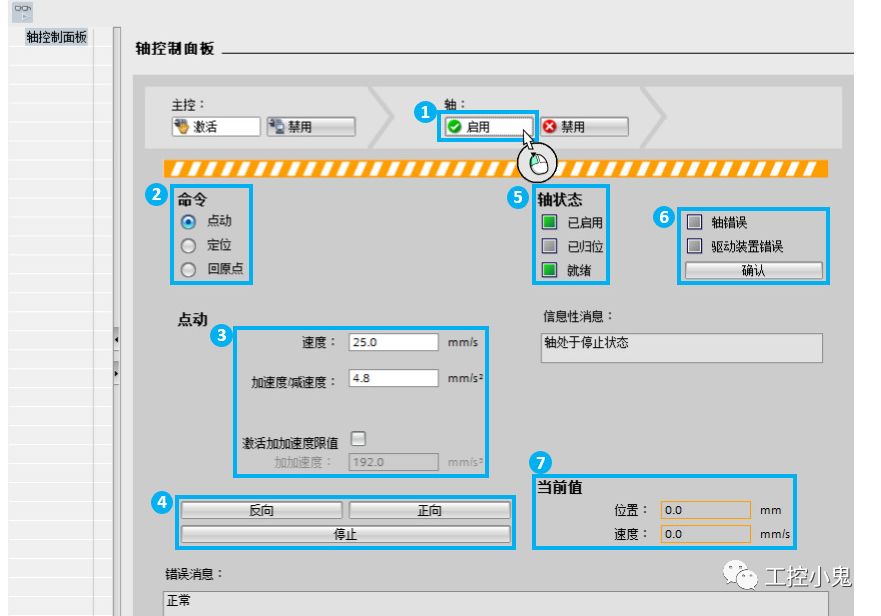
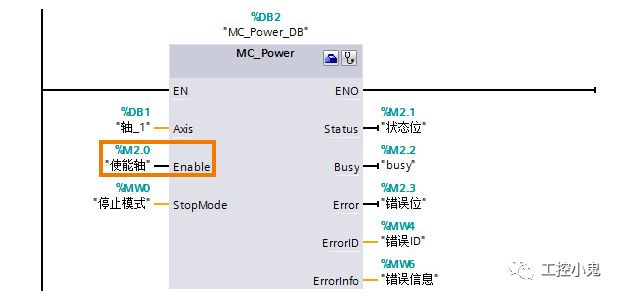
①轴的启用和禁用:相当于MC_Power指令的“Enable”端。
②命令:在这里分成三大类:点动,定位和回原点。
定位包括绝对定位和相对移动功能。
回原点可以实现Mode 0(绝对式回原点)和Mode 3(主动回原点)功能。
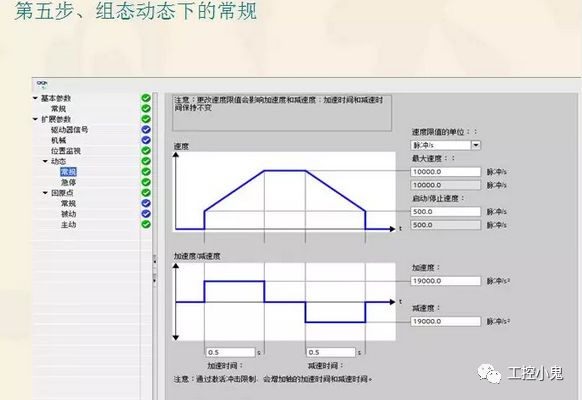
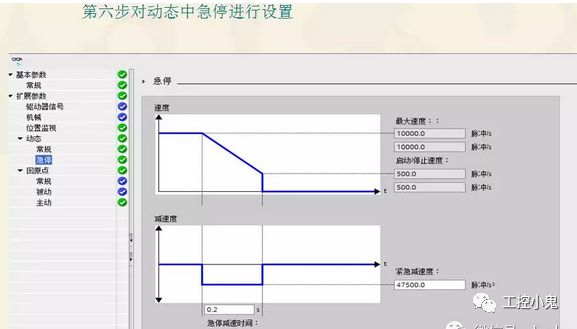
③根据不同运动命令,设置运行速度,加/减速度,距离等参数
④每种运动命令的正/反方向设置、停止等操作。
⑤轴的状态位,包括了是否有回原点完成位。
⑥错误确认按钮,相当于MC_Reset指令的功能。
⑦轴的当前值,包括轴的实时位置和速度值。
以Mode 0(绝对式回原点)为例进行说明控制面板的使用。如下图所示。
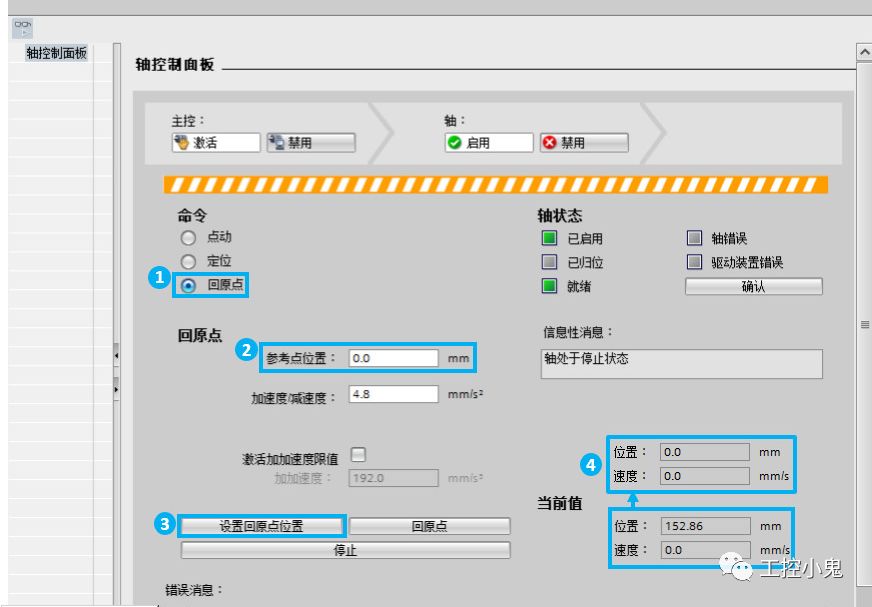
①选择命令模式为回原点;
②设置轴的当前位置值;
③点击“设置回原点位置”按钮;
④则轴的实际位置直接更新成参考点位置。
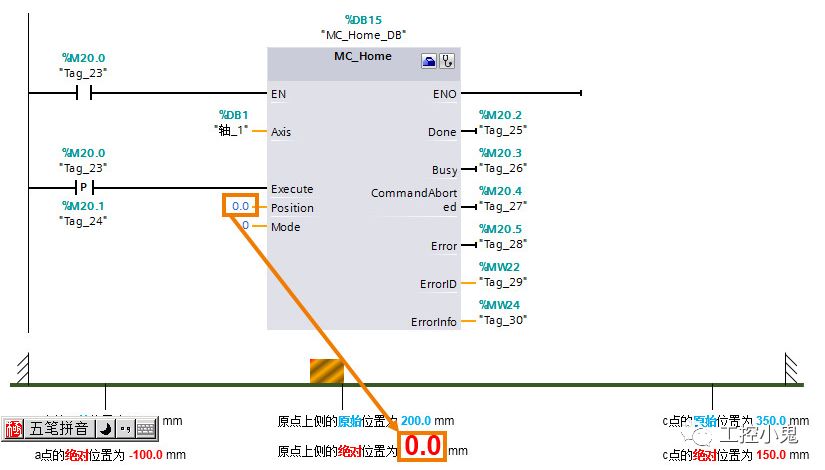
相当于下图的功能:
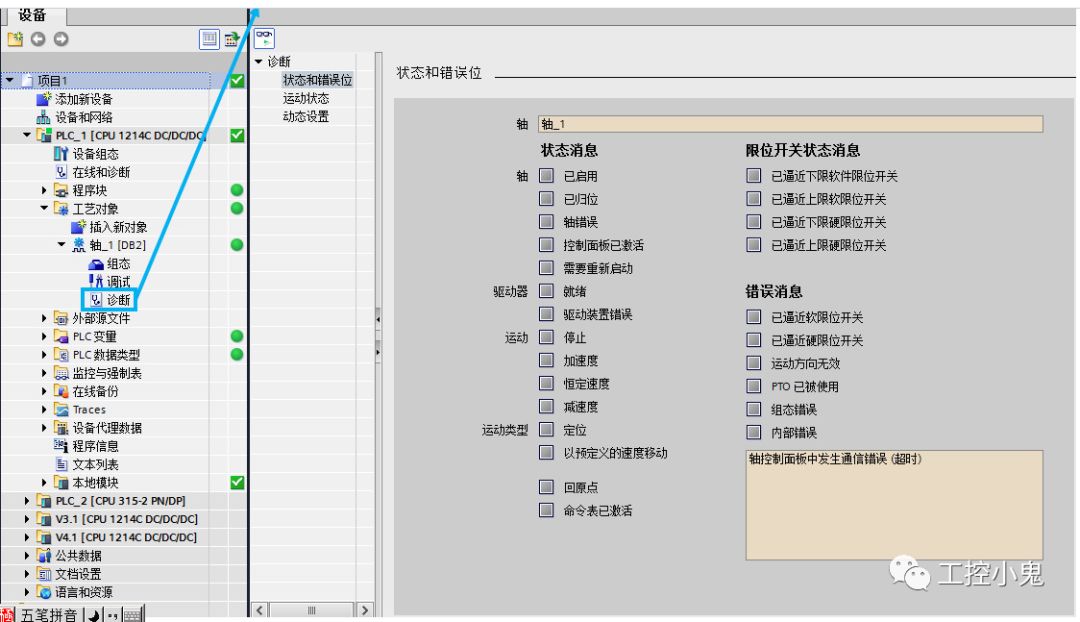
S7-1200 PTO控制方式--诊断
“轴调试面板”进行调试时,可能会遇到轴报错的情况,用户可以参考“诊断”信息来定位报错原因:
通过“轴调试面板”测试成功后,用户就可以根据工艺要求,编写运动控制程序实现自动控制。
-
16键CAN总线控制面板 按键面板 操作面板 硕博电子 #CAN总线 #按键面板 #控制面板长沙硕博电子科技股份有限公司 2024-09-02
-
S7-1200有关组态控制的重要信息介绍2023-08-21 3671
-
S7-200 SMART使用运动控制面板进行调试2022-12-14 7119
-
TIA V16与STEP 7 V5.5PID控制面板对比2022-09-07 3265
-
TIA博途S7-1200学习笔记2021-07-01 2575
-
CANoe控制面板的应用2021-04-20 1361
-
nvidia控制面板怎么设置2021-01-22 18651
-
win8控制面板在哪打开?2020-07-29 4838
-
西门子S7-1200组态控制的详细资料说明2019-07-08 1884
-
pcb 控制面板2018-06-14 2882
-
S7-1200运动控制的结构及原理2017-09-29 2951
-
基于S7-1200PLC运动控制编程及调试2017-09-28 1866
-
基于S7-1200与S120实现TO位置控制的设计2017-09-27 2272
-
基于S7-1200的设备与网络组态2017-09-25 1036
全部0条评论

快来发表一下你的评论吧 !
