

数控车床编程入门知识
可编程逻辑
描述
数控车床的程序编制必须严格遵守相关的标准,数控编程是一项很严格的工作,首先必须掌握一些基础知识,才能学好编程的方法并编出正确的程序。
一、数控车床的坐标系与运动方向的规定
(一)建立坐标系的基本原则
1.永远假定工件静止,刀具相对于工件移动。
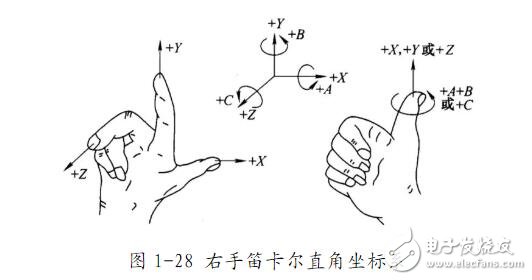
2.坐标系采用右手直角笛卡尔坐标系。如图1-28所示大拇指的方向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。在确定了X、Y、Z坐标的基础上,根据右手螺旋法则,可以很方便地确定出A、B、C三个旋转坐标的方向。
3、规定Z坐标的运动由传递切削动力的主轴决定,与主轴轴线平行的坐标轴即为Z轴,X轴为水平方向,平行于工件装夹面并与Z轴垂直。
4、规定以刀具远离工件的方向为坐标轴的正方向。
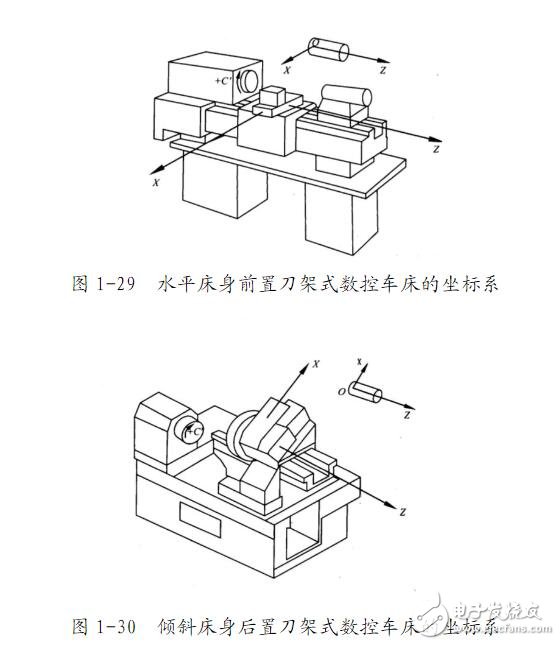
依据以上的原则,当车床为前置刀架时,X轴正向向前,指向操作者,如图1-29所示;当机床为后置刀架时,X轴正向向后,背离操作者
(二)机床坐标系
机床坐标系是以机床原点为坐标系原点建立起来的ZOX轴直角坐标系。
1.机床原点
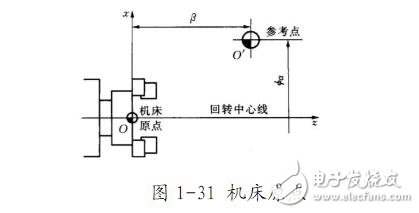
机床原点(又称机械原点)即机床坐标系的原点,是机床上的一个固定点,其位置是由机床设计和制造单位确定的,通常不允许用户改变。数控车床的机床原点一般为主轴回转中心与卡盘后端面的交点,如图1-31所示。
2.机床参考点
机床参考点也是机床上的一个固定点,它是用机械挡块或电气装置来限制刀架移动的极限位置。作用主要是用来给机床坐标系一个定位。因为如果每次开机后无论刀架停留在哪个位置,系统都把当前位置设定成(0,0),这就会造成基准的不统一。
数控车床在开机后首先要进行回参考点(也称回零点)操作。机床在通电之后,返回参考点之前,不论刀架处于什么位置,此时CRT上显示的Z与X的坐标值均为0。只有完成了返回参考点操作后,刀架运动到机床参考点,此时CRT上显示出刀架基准点在机床坐标系中的坐标值,即建立了机床坐标系。
(三)工件坐标系
数控车床加工时,工件可以通过卡盘夹持于机床坐标系下的任意位置。这样一来在机床坐标系下编程就很不方便。所以编程人员在编写零件加工程序时通常要选择一个工件坐标系,也称编程坐标系,程序中的坐标值均以工件坐标系为依据。
工件坐标系的原点可由编程人员根据具体情况确定,一般设在图样的设计基准或工艺基准处。根据数控车床的特点,工件坐标系原点通常设在工件左、右端面的中心或卡盘前端面的中心。
二、数控车床加工程序结构与格式
(一)程序段结构
一个完整的程序,一般由程序名、程序内容和程序结束三部分组成。
1.程序名
FANUC系统程序名是O××××。××××是四位正整数,可以从0000-9999。如O2255。程序名一般要求单列一段且不需要段号。
2.程序主体。
程序主体是由若干个程序段组成的,表示数控机床要完成的全部动作。每个程序段由一个或多个指令构成,每个程序段一般占一行,用“;”作为每个程序段的结束代码。
3.程序结束指令。
程序结束指令可用M02或M30。一般要求单列一段。
(二)程序段格式
现在最常用的是可变程序段格式。每个程序段由若干个地址字构成,而地址字又由表示地址字的英文字母、特殊文字和数字构成,见表1-2。
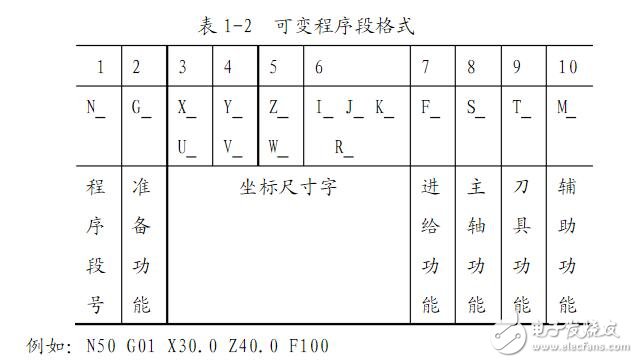
例如:N50 G01 X30.0 Z40.0 F100
说明:
1、N××为程序段号,由地址符N和后面的若干位数字表示。在大部分系统
中,程序段号仅作为“跳转”或“程序检索”的目标位置指示。因此,它的大小及次序可以颠倒,也可以省略。程序段在存储器内以输入的先后顺序排列,而程序的执行是严格按信息在存储器内的先后顺序逐段执行,也就是说,执行的先后次序与程序段号无关。但是,当程序段号省略时,该程序段将不能作为“跳转”或“程序检索”的目标程序段。
2.程序段的中间部分是程序段的内容,主要包括准备功能字、尺寸功能字、进给功能字、主轴功能字、刀具功能字、辅助功能字等。但并不是所有程序段都必须包含这些功能字,有时一个程序段内可仅含有其中一个或几个功能字,如下列程序段都是正确的程序段。
N10 G01 X100.0 F100;
N80 M05;
3.程序段号也可以由数控系统自动生成,程序段号的递增量可以通过“机床参数”进行设置,一般可设定增量值为10,以便在修改程序时方便进行“插入”操作。
三、数控车床的编程指令体系
FANUC0i系统为目前我国数控机床上采用较多的数控系统,其常用的功能指令分为准备功能指令、辅助功能指令及其它功能指令三类。
1.准备功能指令
常用的准备功能指令见表1-3
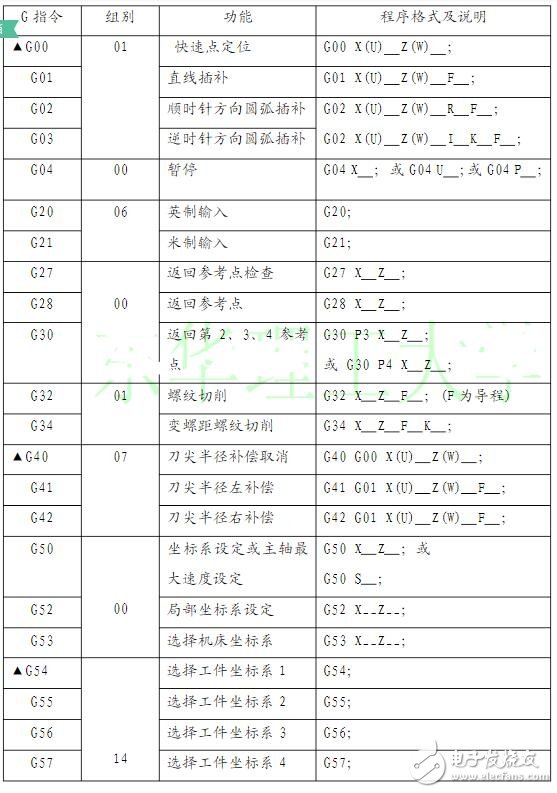
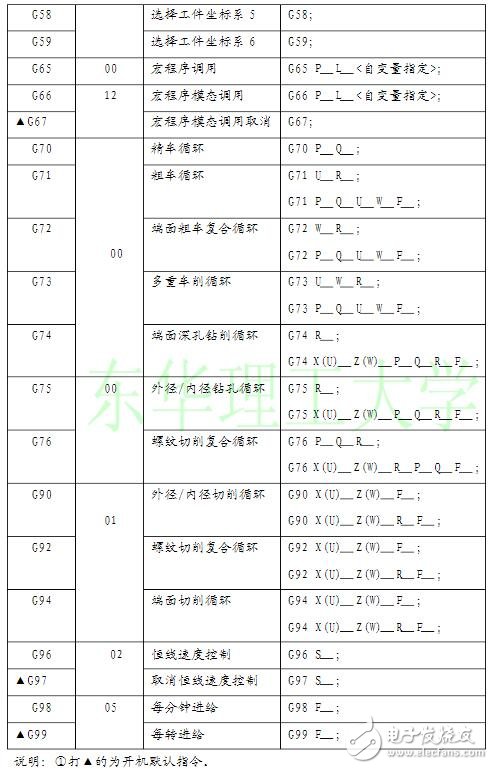
表1-3 FANUC系统常用准备功能一览表
说明:①打▲的为开机默认指令。
②00组G代码都是非模态指令。
③不同组的G代码能够在同一程序段中指定。如果同一程序段中指定了同组G代码,则最后指定的G代码有效。
④G代码按组号显示,对于表中没有列出的功能指令,请参阅有关厂家的编程说明书。
2.辅助功能指令
FANUC系统常用的辅助功能指令见表1-4

表1-4 常用M指令一览表
3.其他功能指令
常用的其他功能指令有刀具功能指令、主轴转速功能指令、进给功能指令,这些功能指令的应用,对简化编程十分有利,将在后面的内容中详细介绍。
-
数控车床加工工艺的技巧2025-01-22 2347
-
浅析数控车床编程与操作2021-09-09 2901
-
详解数控车床机器人2020-07-27 3877
-
数控车床的组成2019-04-23 11871
-
智能数控车床百科2018-12-17 2637
-
数控车床编程入门知识浅析2018-11-06 4860
-
单片机对数控车床应用2015-11-24 1406
-
数控车床加工实验2010-02-24 1658
-
数控车床编程技巧2009-04-30 1684
-
数控车床编程与操作课程教学大纲2009-02-16 1640
-
数控车床编程实例2007-12-25 3039
全部0条评论

快来发表一下你的评论吧 !
