

金属可焊性试验方法及测量原理
工业控制
描述
一、可焊性的定义
在IPC标准中,可焊性定义为“金属被钎料润湿的能力”。而润湿作用的广义定义应为:在基材上形成一层相对均匀、平滑、无裂缝黏附着的钎料薄膜。
二、可焊性和可靠性评价
可焊性的内涵包含下述3个方面的约定:① 熔化钎料对基体金属的润湿性;② 钎料和基体金属的接合性;③ 接合部的可靠性。上述3个约定中,①是表述可焊性的一项最重要的内容。一般来说润湿性好接合性也好,然而润湿性好不一定就说明焊接部的可靠性就高。例如,以Sn基钎料焊接Au系基体金属就是一个典型例子。由此可以定义:容易润湿母材,而且还能获得机械强度好的接合部,这时的钎料或母材才是可焊性好的钎料或可焊性好的母材。可焊性和焊接接合部的可靠性之间有着密切的关系,在通常情况下可焊性好的其焊接接合部的可靠性也高,因而焊接接合部的可靠性可由母材的可焊性的定量测定来评价。然而高可靠性的接头是由可焊性好的母材、钎料、助焊剂及焊接工艺参数等综合要素来获得的。正是由于可焊性受母材、钎料、助焊剂、焊接条件(温度、时间)等参数的综合影响,因而只有对这些影响参数一一做出定量评估,才有可能对整体的可靠性做出客观的评价。
三、焊接过程中与可焊性相关的物理参数
可焊性可通过与焊接工艺相互关联的若干物理参数来评定。这些性能通常包括润湿角、漫流面积、漫流速度、毛细扩散、润湿时间、焊后的表面光整度等。可焊性测试的目的是:从产品质量管理角度出发,建立起对电子元器件供应商确保产品质量的一种手段和责任,以大幅度消除焊接缺陷,降低产品的返修率,提高生产效率,降低制造成本。
四、可焊性试验
可焊性试验有多种方法和方案,综合起来如图1所示。
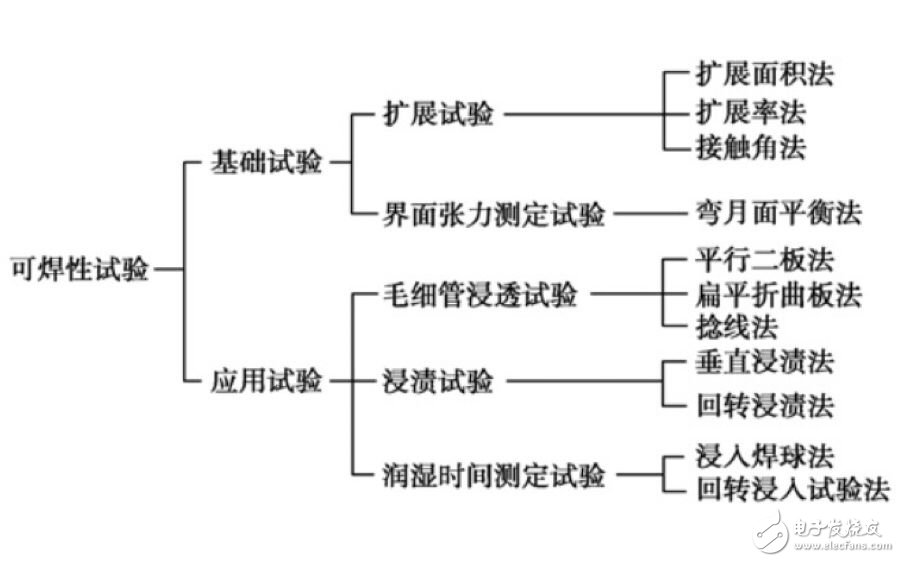
图1 可焊性试验方法
1)扩展试验法扩展试验法是通过熔融钎料在母材上的扩展性能来评价的一种方法,它是通过对扩展面积、扩展率和接触角等参数的测定来描述的。(1)扩展面积(JIS-Z-3197)。它是在规定的钎料量和特定的工艺条件下,通过测定该定量钎料在母材上的扩展面积的大小来评定的,扩展的面积越大可焊性越好。本法简单,不需要特别的试验装置,而且只需定量的钎料就能进行可焊性的定性评估。它也能用于助焊剂的性能试验。(2)扩展率(ASTM-B-545)。扩展率法是通过一定量的钎料球在母材上的扩展率来评价的。
扩展率的定义为扩展率(%)=[(D-H)/D]×100式中 H——扩展后钎料中心高度(mm);D——试验用钎料球的直径(或计算直径,mm)与扩展面积法相比,扩展率法具有定量的特点。但在钎料扩展不均匀的情况下,H的测定较困难。ASTM规定的试验温度为250℃。(3)接触角(θ)。钎料润湿接触角(θ)的测定是沿扩展试验样品的中心,沿扩展面的垂直方向进行切片,再采用显微镜摄影来直接测定。也可利用钎料的扩展情况,用图3所示的球的一部分来简化模拟,并按下式来间接求得。
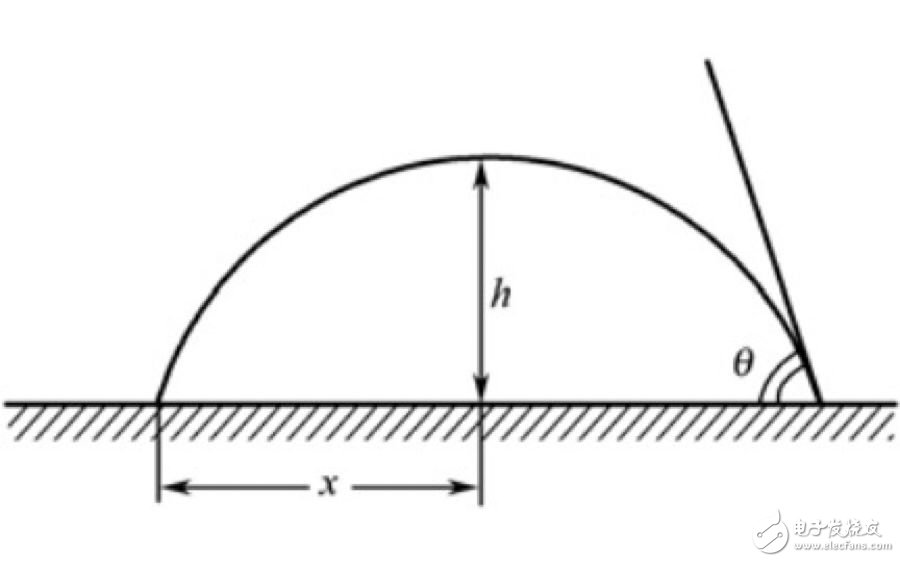
图3 接触角(θ)
接触角(θ)=2tan-1(h/x)式中 h——扩展钎料的高度;x——扩展钎料(圆形)的半径。测试的接触角(θ)越小,表明钎料的扩展性越好,即可焊性越好。2)界面张力测定法(1)测量装置。界面张力测定法也称润湿测力法,它是基于对母材和钎料之间相互作用的界面张力来测定可焊性的,目前应用最广的界面张力测定法是弯月面平衡法。它是定量并能直接记录钎料润湿过程的唯一方法,而且还能被应用于对可焊性试验过程中的种种润湿现象进行解析。这种测定装置的外观如图4所示。
图4 界面张力测定装置
(2)测试原理。将试验样品浸渍在熔融钎料槽中时,由于浮力作用以及在试验样品、钎料和助焊剂界面上的各种表面张力的作用,试验样品受到一个合力。如果记录到这些力的合力的变化,就能够反映出弯月面的特征,因而能够反映出接触角的特征,从而也就能够反映出可焊性的优劣。由于弯月面平衡法能够定量地测定这些力随时间的变化关系,因而也就可以间接地获得接触角θ随时间的变化关系,从而将和焊接过程相关联的现象定量地描述出来。该测量装置的结构组成如图5所示。
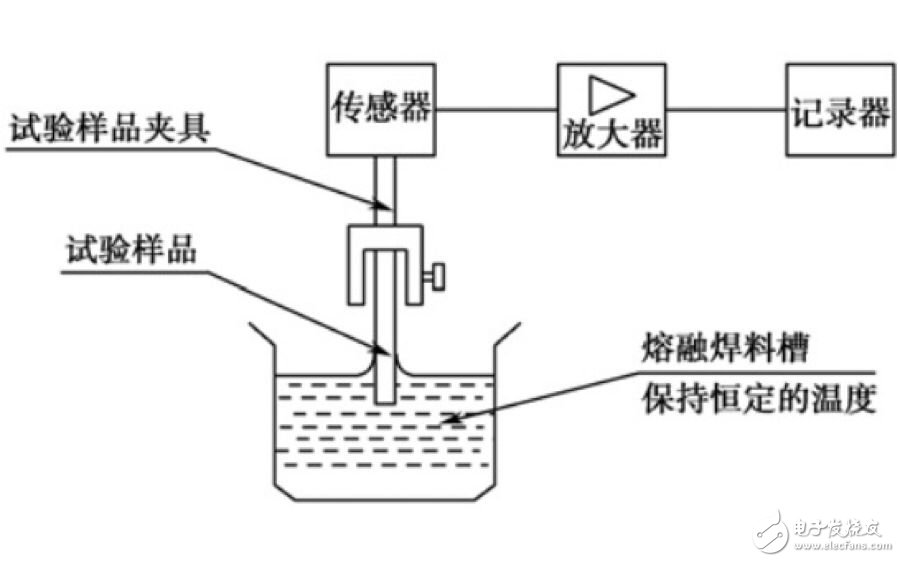
图5 界面张力测定结构
把试验样品(板或线)的一端浸入熔融钎料中,正确地测定由于钎料润湿作用在试验样品上的附着张力随时间的变化规律,即作用在试验样品上的润湿力,如图6示。
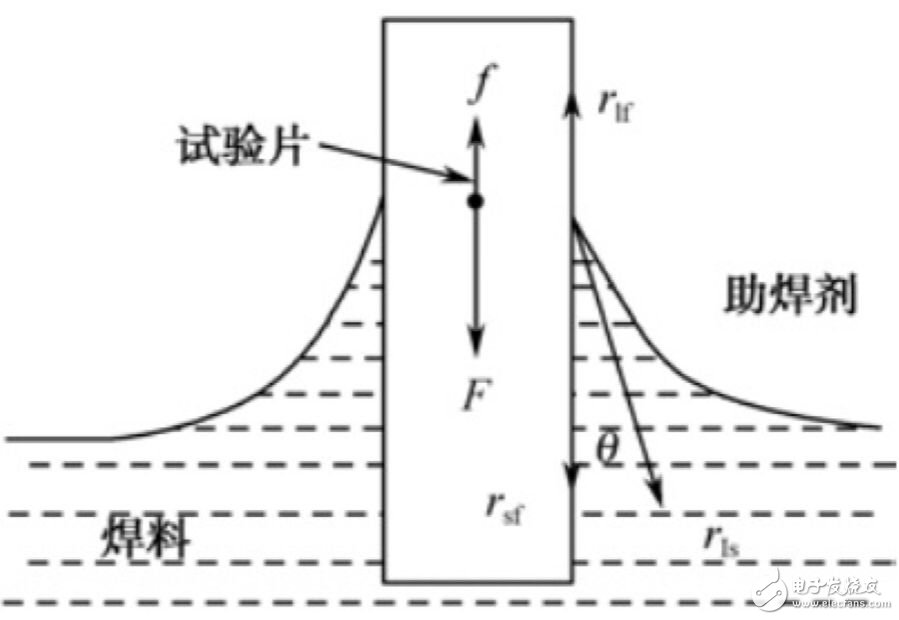
图6 测量原理
附着张力方向是指向下方的,而母材受到的浮力是朝上的,此二力的差可表示为F=rlfcosθ·2πr-πr^2ρgh式中 F——作用在试验样品上的力;rlf——钎料和助焊剂的界面张力;θ——接触角;r——试验样品的半径;ρ——钎料的密度;g——重力加速度;h——浸渍深度。把试验样品从浸入熔融钎料中到提升出来,F随时间和接触角的变化关系如图7所示。
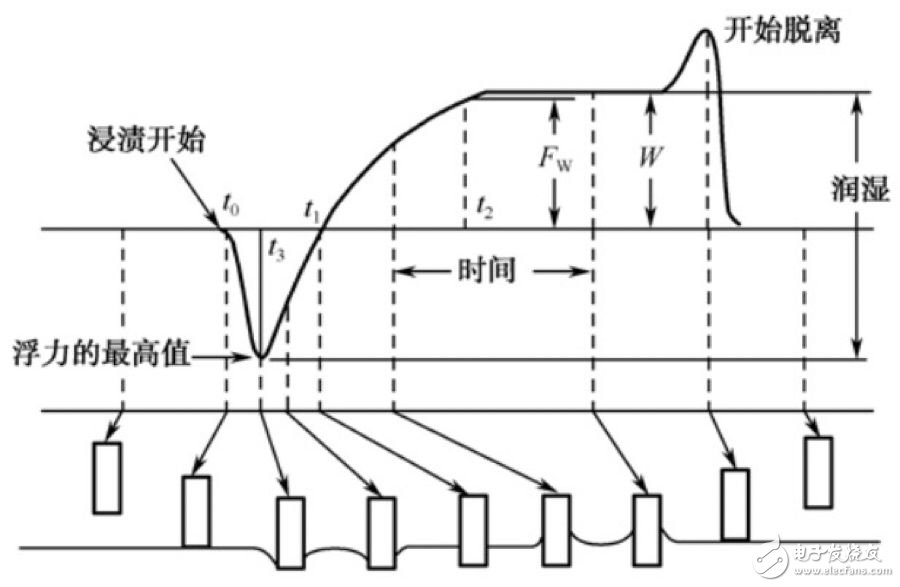
图7 F随时间和接触角的变化关系
(3)试验结果解析。在润湿曲线上最主要的特征数据是:●最大润湿力FW;●润湿力为零的时间(零交时间t1);●润湿力Ft变化达到0.632FW时的时间w0.632Ft,如图8所示。
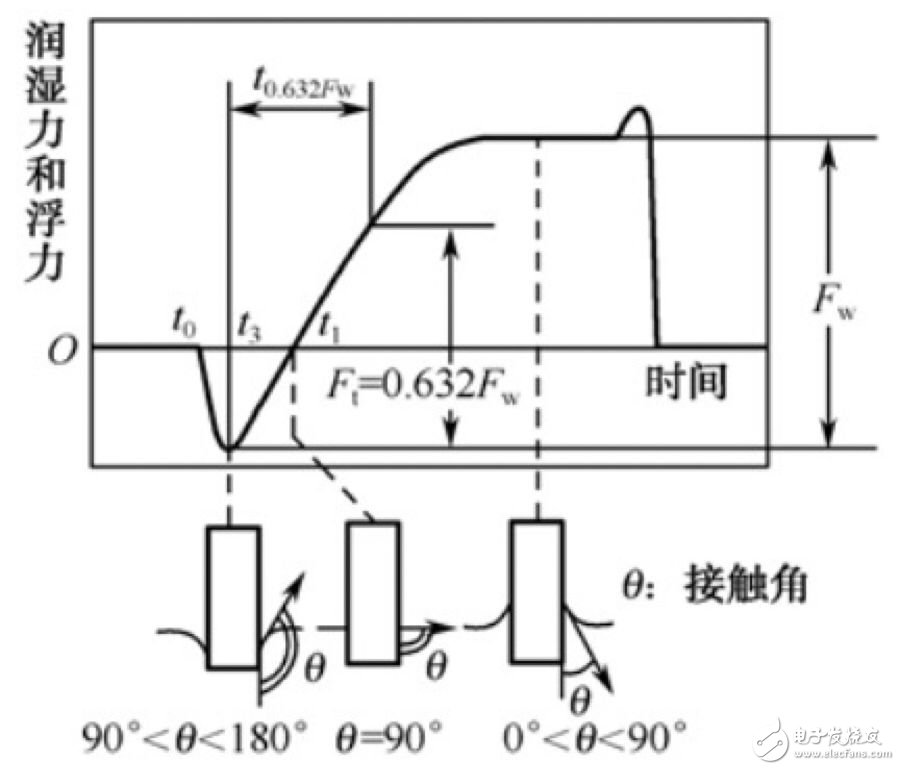
图8 润湿力的时间变化和接触角的关系
●润湿力变化分别达到2/3FW和最大值FW的时间t2/3Fw和tFW,如图9所示。
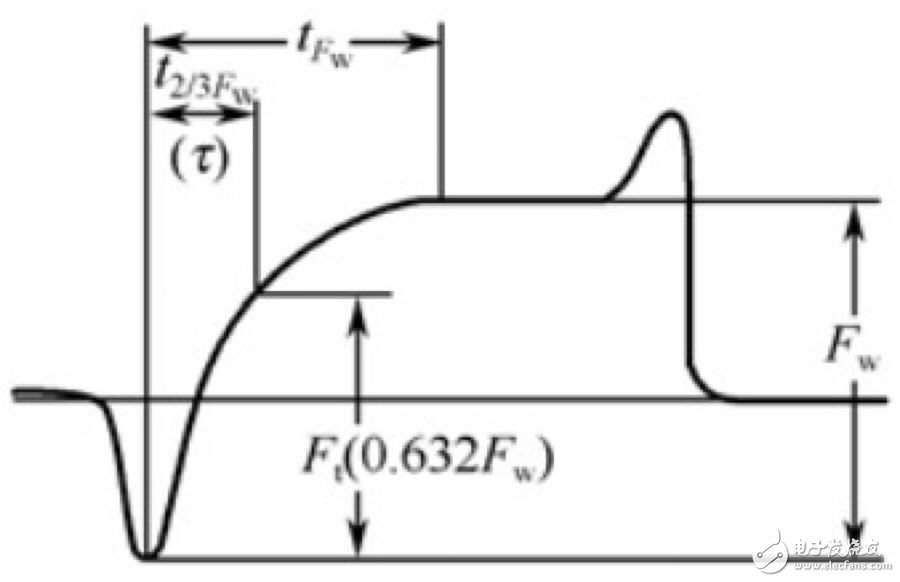
图9 W2/3Ft、WFt定义
MIL-STD-883B标准规定,当取FW=300dyne/cm时,要求t1=0.59s。而对于电子业界批量焊接组装的元器件,则要求t1≤1s。(4)润湿曲线的陡度评估。润湿曲线的陡度就是指从润湿开始,到润湿力达到最大值这一过程中曲线的斜度,如图10所示。曲线越陡,可焊性越好。
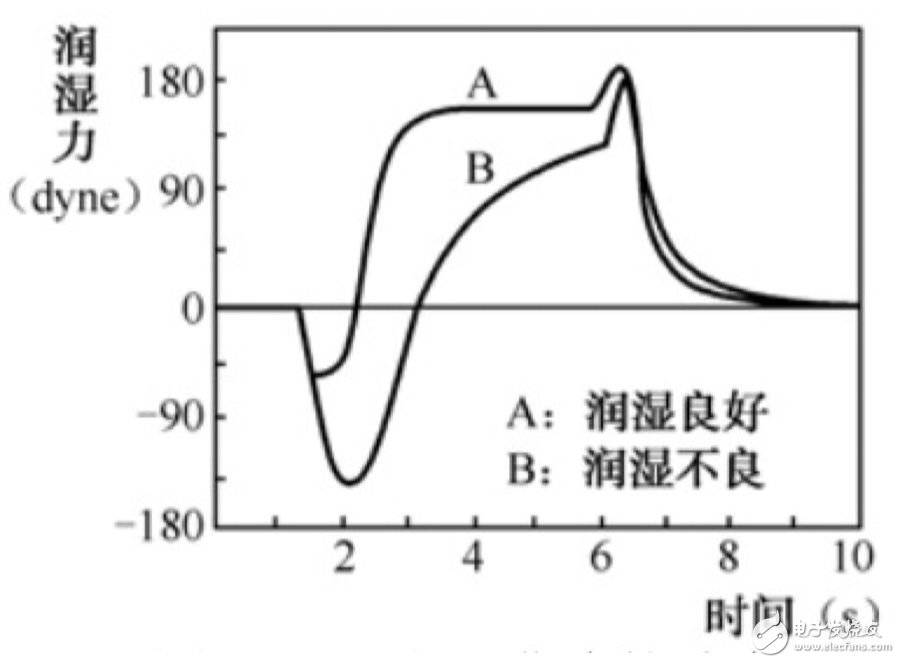
图10润湿曲线的陡度
3)浸渍试验法此法以表面张力和毛细作用力共同对浸入熔融钎料中的试验样品的作用为基础。当试验样品浸入时,这两种力随时间而变化。起初,垂直浸入的样品引起熔融焊料表面一起向下,表面张力是阻止试验样品浸入的。当试验样品润湿时,形成的弯月边缘遂转换方向,最终沿试验样品的表面爬升,此时试验样品上的作用力改变了方向,趋势是将试验样品往下拉。测试仪器测量并记录这些力随时间变化的函数关系。此法由于涉及的力较小,故适合于比较小的试验样品。该测试装置的外观结构如图11所示。
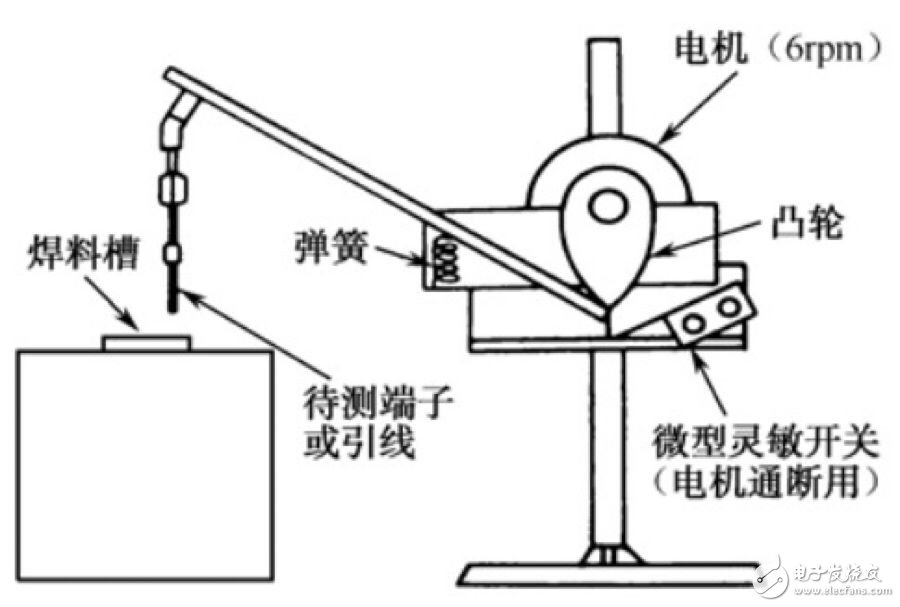
图11 浸渍试验法测试装置的外观结构
-
求磁保持继电器的原理及试验方法2014-08-11 3323
-
家用元器件灼热丝试验方法解析2017-10-10 2597
-
针焰试验仪的试验方法2017-11-27 4060
-
电力设备高压试验方法有哪些?2018-11-01 2227
-
挠性印制线路板试验方法2018-11-26 2025
-
发电机转子交流阻抗试验方法2020-09-03 2162
-
电压、电流互感器计量试验方法和图解2020-09-22 5537
-
电缆绝缘和护套材料通用试验方法2009-07-04 1143
-
灯具的试验方法2009-11-03 1087
-
电厂燃料试验方法一般规定2010-02-08 917
-
GB-T4677.20-1988 印制板镀层附着性试验方法 摩擦2016-12-16 923
-
表面组装元器件的可焊性和耐焊性的检测方法2020-01-10 12771
-
可焊性试验方法指引2022-12-12 5101
-
高低温试验箱的试验方法浅析2022-11-10 1831
-
军用设备环境试验方法振动试验2024-02-02 547
全部0条评论

快来发表一下你的评论吧 !
