

手工电弧堆焊的原理和特点
焊接与组装
描述
手工电弧堆焊
电弧堆焊是目前一种主要的堆焊方法。它利用焊条或电极熔敷在基材表面进行堆焊。采用的是量大面广的焊条电焊机,设备简单、移动灵活、成本低,几乎所有的实芯和药芯焊条均能用,应用广泛。
手工电弧堆焊的原理
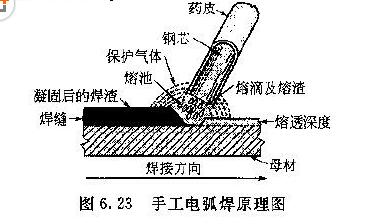
图6.23示出了手工电弧焊原理图,通过用焊条端部刮擦工件引燃电弧,电弧热量熔化工件表面,形成熔池;同时焊条钢芯在电弧热量作用下熔化,形成熔滴,穿过电弧过渡到熔池中。电弧前移后,熔池凝固形成焊缝。焊接过程中必须很好地控制熔池才能形成高质量的焊缝。熔池的尺寸及熔深大小决定了熔池中液态金属的重量,而液态金属的重量影响熔池金属的控制难易程度。焊接电流过大时,熔深过大,而体积过大的熔池很难控制。
增大焊接速度可减小熔池的体积。在非平焊位置焊接时,液态金属容易流出熔池,导致焊接缺陷。这种情况下,焊工可通过调节焊接参数或电弧运行轨迹(运条方式)来控制熔池。凝固的焊缝金属覆盖着一层药皮形成的焊渣。电弧被焊条药皮分解出的保护性气体所包围。熔化的焊条钢芯大部分过渡到熔池中,但也有一小部分飞溅到熔池之外。
手工电弧堆焊的特点
采用等离子弧堆焊技术获得的复合堆焊层质量稳定可靠。复合材料等离子弧堆焊技术的最新进展可使堆焊层达到无气孔,裂纹及碳化物烧损,熔解等缺陷。碳化物颗粒在堆焊层中分布均匀。耐磨材料堆焊层耐磨性高,在磨损严重的工况条件下,复合堆焊层的耐磨性表现尤为突出,可较通常的铁,钴,镍基合金表面保护层提高耐磨使用寿命几倍甚至十几倍。具有较高的结合强度。由于堆焊层与被保护工件表面是冶金结合,因此可以满足很高的强度要求。同热喷涂获得的复合耐磨保护层比较,堆焊层结合强度是热喷涂层结合强度的3—8倍。复合堆焊层能满足一定的抗冲击要求。
例如,水泥生产设备的石灰石破碎机锤头,由于在磨损过程中所受的冲击力较大,一般采用高锰钢材料,使用寿命较低,在表面堆焊高碳高铬合金后,易造成堆焊层破碎剥离,若采用复合耐磨堆焊层可避免这种情况发生,并且耐磨性明显提高。可实现高教自动化生产,降低工人劳动强度,改善作业条件。
-
焊接电弧根据提供的电源特点不同可分为哪几类2024-02-27 2343
-
焊接电弧的温度是多少_焊接电弧的温度及热量分布2019-12-27 74780
-
堆焊焊条型号的代号是什么2019-11-19 10479
-
手工电弧焊的焊接设备2019-07-04 14490
-
手工电弧焊收尾2019-07-02 6429
-
电弧放电的特点_电弧放电的原因2019-05-23 10565
-
电弧放电特点及危害_电火花放电和电弧放电的区别详解2018-05-10 29261
-
电弧产生原理_电弧产生的原因2018-02-06 100799
-
热轧支撑辊的堆焊修复强化工艺技术2009-12-15 887
-
钢结构手工电弧焊焊接工艺标准2009-05-24 1188
全部0条评论

快来发表一下你的评论吧 !
