

手工电弧焊的对接立焊
焊接与组装
描述
手工电弧焊的对接立焊
对接立焊除了要控制熔化金属不下淌外,还要求焊缝保持平直。因此,常采用小直径焊条和较小的焊接电流,并采用短弧焊接法。
(1)不开坡口的对接立焊:
①对于不开坡口的对接立焊,当焊接薄板时,容易产生烧穿、咬肉和变形等缺陷。对接立焊采用自下而上和自上而下两种焊接方法,后一种方法也称立向下焊。采用自下而上的方法时,如选用碱性焊条,焊条直径为2.5或3.2mm。焊接电流均应较平焊小。采用短弧捍接,可使熔滴过渡的距离缩短,易于操作,有利于避免烧穿,缩小受热面积,减小变形。运条手法可用直线形、月牙形或锯齿形等。在操作中,当观察到有咬肉等缺陷时,焊条可在咬肉部位稍微停一会儿,然后再抬起电弧。如发现有熔化金属下淌、焊缝成形不良的部位应立即铲去,一般可用电弧吹掉后再向上焊接。当发现有烧穿时应停止焊接,将烧穿部位焊补后,再进行焊接。
②对于不开坡口的对接立焊,当立向下焊时,应采用向下焊焊条。当采用酸性焊条时,也必须用小直径焊条,开注意焊条的角度,一般采用长电弧焊接法。在操作中应注意观察焊缝的中心线、焊接熔池和焊条的起落位置。由于酸性焊条为长渣,所以要求焊条摆动快而且准确。焊条的摆动方法,是以焊缝中心线为准的,应从左右两侧往中间作半圆形摆动。
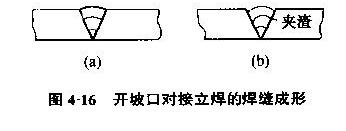
(2)开坡口的对接立焊:对于开坡口的对接立焊,坡口形式有V形或U形等,一般采用多层焊,层数的多少根据焊件的厚度而定。在焊接时。一定要注意每层焊缝的成形,如图4-16a所示。如果焊缝不平,中间高两侧低,甚至形成尖角,如图4-16b,则不仅给清渣带来困难,而且因成形不良造成夹渣、未焊透等缺陷。
开坡口的对接立焊,可分为以下三个环节:
①封底焊
封底焊即正面的第一道焊缝。封底焊时应选用直径较小的焊条和较小的焊接电流。对厚板可采用小三角形运条法,对中厚度板或较薄板,可采用小月牙形或跳弧运条法。封底焊时一定要保证焊缝质量,特别要注意避免产生气孔。如果在第一层焊缝产生了气孔,就会形成自下而上的柱状贯穿气孔。在焊接厚板时,封底焊宜采用逐步退焊法,每段长度不宜过长,应按每根焊条可能焊接的长度来计算。
②中间层焊缝焊接
中间层焊缝的焊接主要是填满焊缝。为提高生产效率,可采用月牙形运条,焊接时应避免产生未烙合、夹渣等缺陷。接近表面的一层焊缝的焊接非常重要,一方面要将以前各层焊缝凸凹不平处加以平整,为焊接表层焊缝打下基础;另一方面,这层焊缝一般比板面低1mm左右,而且焊缝中间应有些凹,以保证表层焊缝成形美观。
③表层焊缝焊接,即多层焊的最外层焊缝,应满足焊缝外观尺寸的要求
运条手法可按要求的焊缝的余高加以选择。如果余高要求较大时,焊条可作月牙形摆动;如果对余高要求稍平整时,焊条可作锯齿形或不等八字形摆动。在表层焊缝焊接时,注意运条的速度必须均匀一致。当焊条在焊缝两侧时,要将电弧进一步缩短,并稍微停留,这样有利于熔滴的过渡和减少电弧的辐射面积,可以防止产生咬肉等缺陷。
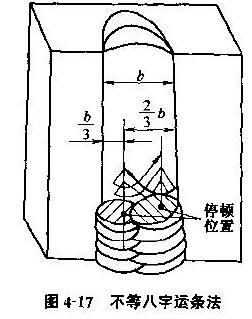
不等八字形运条法,如图4-17所示。当表层焊缝较宽时,若采用月牙形或锯齿形手法,一次摆动往往达不到焊缝边缘良好的熔合。采用八字形运条法能得到较宽的焊波,焊缝表面是鱼鳞状的花纹。不等八字形运条法焊接时,自左向右把熔滴放置在焊缝宽度的1/3处,稍微停顿一下,接着把焊条抬高并引到焊缝的2/3处,再向焊缝右边瞬间划弧,以后,将焊条降落到焊缝的2/3处,瞬间变成短弧,停顿一下,使熔化金属与前面的焊波熔合好,然后把焊条抬高向左引到焊缝宽度的1/3处……这种有规律的运条方法要求焊条有节奏地均匀摆动,摆动时要求快而稳,熔滴下落的位置要准确。
推荐阅读:
-
根据焊接工艺的不同电弧焊可分为哪几种2024-02-27 7515
-
熔化极气体保护电弧焊的概念及分类2023-11-21 4973
-
电弧焊分为哪几种_电弧焊和氩弧焊的区别2020-08-27 32499
-
焊条电弧焊基本操作步骤2019-12-28 26770
-
焊条电弧焊原理特点_焊条电弧焊的应用2019-12-27 17030
-
电弧焊的引弧操作手法_电弧焊收弧的操作手法2019-11-18 31147
-
手工电弧焊的焊接设备2019-07-04 14486
-
手工电弧焊收尾2019-07-02 6428
-
钢结构手工电弧焊焊接工艺标准2009-05-24 1184
-
电弧焊引弧电路2006-04-16 12716
全部0条评论

快来发表一下你的评论吧 !
