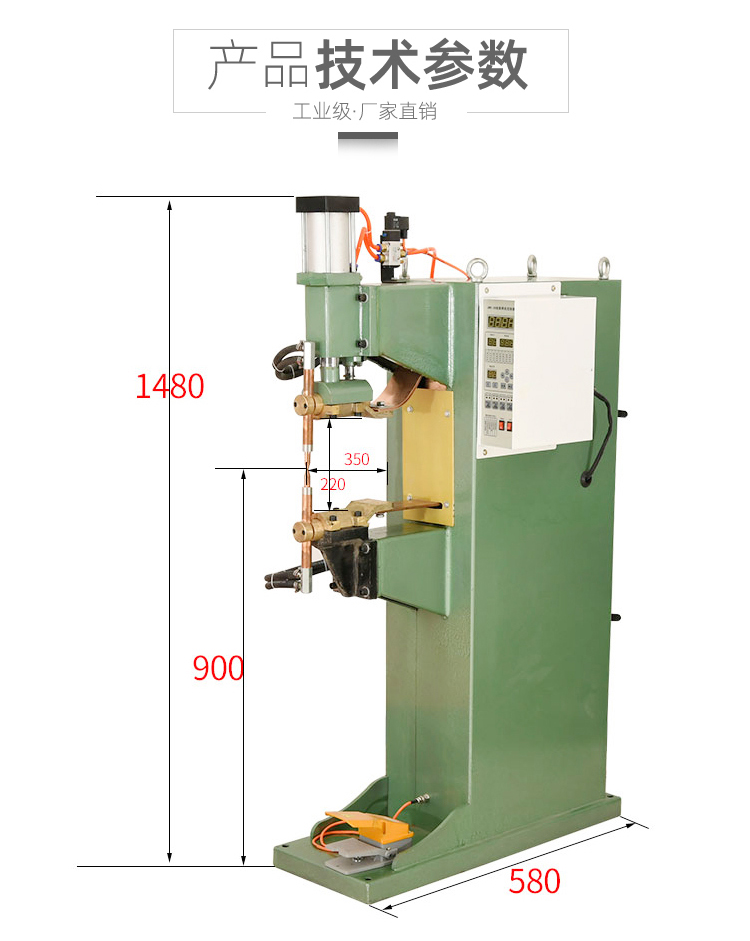
螺母螺柱气动点焊机80千瓦 镀锌板电阻焊 钢筋板材异型点焊机
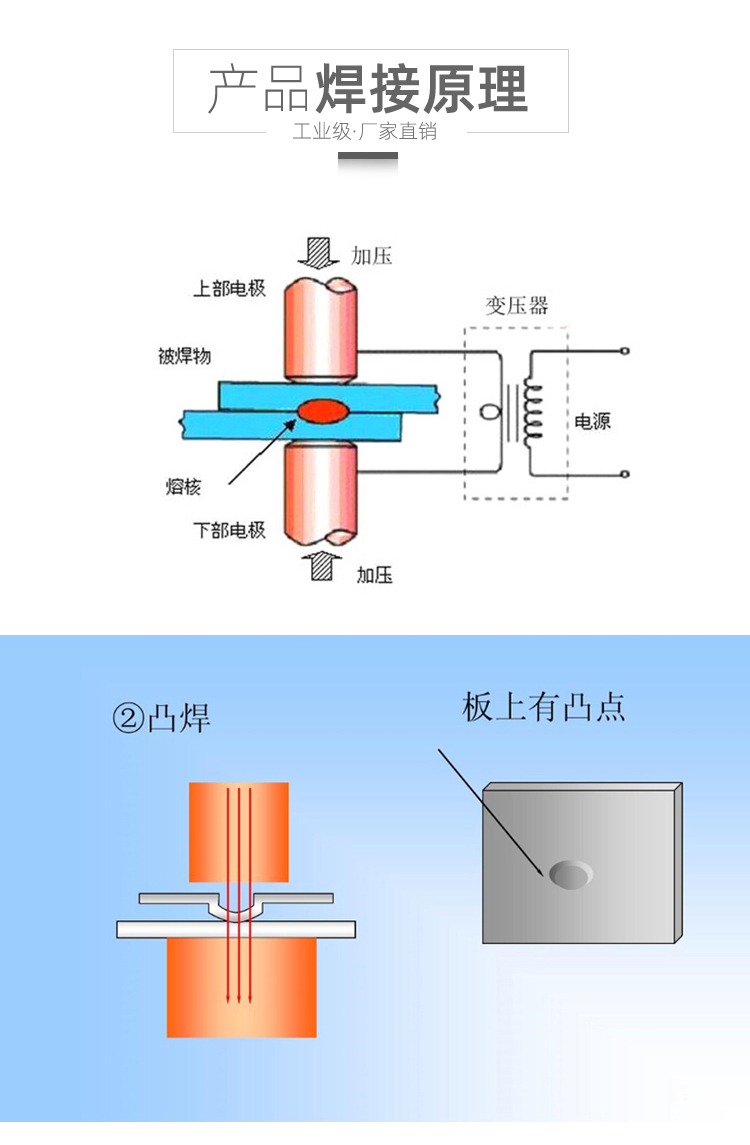
点焊和凸焊的焊接循环由四个基本阶段
1、预压阶段----电极下降到电流接通阶段,确保电极压紧工件,使工件间有适当压力。
2、焊接时间----焊接电流通过工件,产热形成熔核。
3、维持时间----切断焊接电流,电极压力继续维持至熔核凝固到足够强度。
4、休止时间----电极开始提起到电极再次开始下降,开始下一个焊接循环。
为了改善焊接接头的性能,有时需要将下列各项中的一个或多个加于基本循环;
1、加大预压力以消除厚工件之间的间隙,使之紧密贴合。
2、用预热脉冲提高金属的塑性,使工件易于紧密贴合、防止飞溅;凸焊时这样做可以使多个凸点在通电焊接前与平板均匀接触,以保证各点加热的一致。
3、加大锻压力以压实熔核,防止产生裂纹或缩孔。
4、用回火或缓冷脉冲消除合金钢的淬火组织,提高接头的力学性能,或在不加大锻压力的条件下,防止裂纹和缩孔。
四、焊接电流的种类和适用范围
1、交流电可以通过调幅使电流缓升、缓降,以达到预热和缓冷的目的,这对于铝合金焊接十分有利。交流电还可以用于多脉冲点焊,即适用于两个或多个脉冲之间留有坑却时间,以控制加热速度。这种方法主要应用于厚钢板的焊接。
2、直流电主要用于需要大电流的场合,由于直流焊机大都用的三项电源供电,避免大相供电时三项负载不平衡。
五、金属电阻焊时的焊接性(下列各项是评定电阻焊焊接性的主要指标)
1、材料的导电性和导热性,电阻率小而热导率大的金属需要大功率焊机,其焊接性较差。
2、材料的高温强度,高温(0.5-0.7Tm)屈服强度大的金属,点焊时容易产生飞溅,缩孔,裂纹等缺陷,需要使用大的电极压力。必要时还需要断电后施加大的锻压力,焊接性较差。
3、材料的塑性温度范围塑性温度范围较窄的金属(如铝合金),对焊接工艺参数的波动非常敏感,要求使用能精确控制工艺参数的焊机,并要求电极的随动性好。焊接性差。
4、材料对热循环的敏感性 在焊接热循环的影响下,有淬火倾向的金属,易产生粹硬组织,冷裂纹;与易溶杂质易于形成低熔点的合金易产生热裂纹;经冷却坐强化的金属易产生软化区。防止这些缺陷应该采取相应的工艺措施。因此,热循环敏感大的金属焊接性也较差。