



机床在机测量头系统一般安装在数控车床、加工中心、数控磨床等数控机床上。它在加工循环中不需人为介入,就能直接对刀具或工件的尺寸及位置进行测量,并根据测量结果自动修正工件或刀具的偏置量,使同样的机床能加工出更高精度的零件。因其能提高加工品质,且成本较低,所以深受企业青睐。

机床测头工作原理
在测头内部有一个闭合的有源电路,该电路与一个特殊的触发机构相连接,只要触发机构产生触发动作,就会引起电路状态变化并发出声光信号,指示测头的工作状态;触发机构产生触发动作的条件是测头的测针产生微小的摆动或向测头内部移动,当测头连接在机床主轴上并随主轴移动时,只要测针上的触头在任意方向与工件(任何固体材料)表面接触,使测针产生微小的摆动或移动,都会立即导致测头产生声光信号,指明其工作状态。
在数控机床上采用测头进行测量的工作原理
在数控机床上采用测头进行测量时,先将测头安装在机床的主轴上,然后操作者手动控制机床移动,使测头测针上的触头与工件表面接触,由于机床的数控系统实时地记录并显示主轴的位置坐标值,因此,可以结合测针的触头与工件的具体位置关系,利用机床主轴的坐标值换算出工件被测量点的相关坐标值。获得工件的各个被测量点的相关坐标值以后,再根据各坐标点的几何位置关系进行相关计算,便可以获得最终的测量结果。
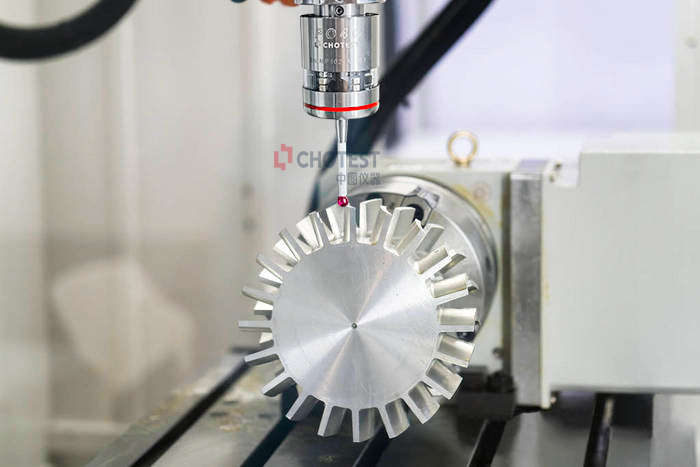
中图仪器PO40机床测头是一款具有 3 维 5 向探测功能的红外触发机床测头,具有体积小、精度高、传输稳定、兼容性强等特点。广泛应用于 3 轴、5 轴加工中心,以及车铣复合加工中心。使用机床测头,可以实现找正定位、分中、在机测量,提高生产效率。
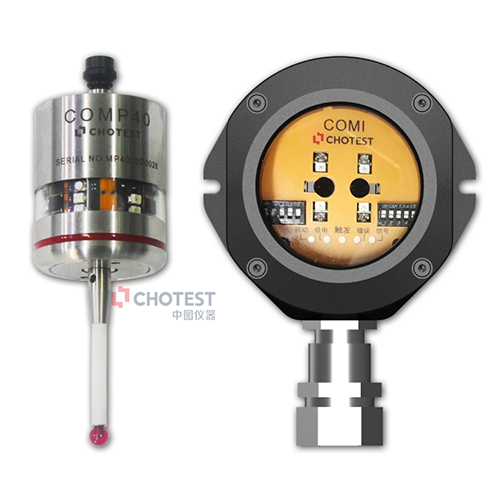
规格指标
| 适用机床 | 3轴或5轴加工中心 |
| 探测方向 | 5向:±X;±Y;+Z |
| 测针触发力 | XY向:0.5~0.9N,Z向:5.85N |
| 重复精度2δ | <1μm |
| 工作温度 | 5℃~55℃ |
| 防护等级 | IPX8 |
| 重量 | 260g |
产品功能
1. 工件坐标设置:设置工件原点,修正工件坐标系,确定毛坯加工量。
2. 零件找正:工件找正,判定工件装夹定位是否准确,是否夹紧变形。
3. 尺寸测量:台阶高测量、尺寸测量、直径测量。
4. 位置测量:孔间距测量、垂直度测量、位置度测量、角度测量等。
5. 曲面测量:叶片形状测量、模具曲面测量、复杂形状测量。
6. 序后检测:工件测量完成,尺寸超差报警,修正刀补。
7. 工件有无判断。

机床在机测量头系统是机床加工中的重要辅助装置,能以较低的成本改善加工的精度和效率。企业可以根据加工需要来灵活挑选测头,如加工中需对工件进行测量校准,就可以选择工件检测测头;对刀具进行检测则选择刀具检测测头。另外,也可以根据加工的复杂程度选择机床测头。如在加工复杂工件时,选用3D机床测头,在加工简单工件时选用2D机床测头。