

电焊机正负极正确接法
电焊机的正负极接法至关重要,因为它直接影响到电弧的稳定性、熔深、飞溅大小、焊接质量和设备安全。具体接法取决于你所使用的焊接方法和焊材类型。
以下是常见焊接方法的标准正负极接法:
-
手工电弧焊(MMA/SMAW) - 最常见:
- 直流焊机:
- 直流反接/电极负接法: 这是最常用的接法。
- 焊钳/焊把接负极(-)
- 工件接正极(+)
- 为什么? 这种接法使电弧热量更集中在焊条末端,熔化速度快,熔深适中,飞溅相对较小,焊缝成形好,尤其适用于碱性低氢型焊条(如J507/E7015)和要求深熔深或焊接薄板的情况。
- 直流正接/电极正接法:
- 焊钳/焊把接正极(+)
- 工件接负极(-)
- 为什么? 这种接法使电弧热量更集中在工件上,熔深较浅,熔宽较宽。主要用于需要较低熔深的场合或某些特定的酸性焊条(如J422/E6013)(但很多酸性焊条也推荐或兼容直流反接)以及堆焊。使用碱性低氢焊条时,绝对不能使用直流正接,否则电弧会非常不稳定。
- 直流反接/电极负接法: 这是最常用的接法。
- 交流焊机: 交流焊接时,电流方向每秒变化多次(如50或60Hz),因此不存在固定的正负极接法问题。焊钳和工件可以互换接线端子。但必须严格按照焊机标注的焊把端子和工件端子连接,不能随意接在电源输入端子或接地端子上! 交流焊机通常用于特定的纤维素焊条或铸铁焊条等。
- 直流焊机:
-
钨极氩弧焊(TIG):
- 直流TIG焊:
- 几乎总是采用直流正接:
- 焊枪/钨极接负极(-)
- 工件接正极(+)
- 为什么? 这保证了大约70%的热量集中在工件上,有利于形成深而窄的熔池和良好的熔深。同时,只有约30%的热量作用于钨极,有助于防止钨极过热熔化,保持钨极端部形状稳定,电弧集中且稳定。这是焊接钢、不锈钢、钛合金等最标准、最常用的接法。
- 直流反接极少使用: 仅在特定情况下,如焊接非常薄的铝材(由于“阴极破碎”作用去除氧化膜),但这会强烈增加钨极烧损,一般只在没有交流焊机时勉强使用,且需使用大直径钨极并缩短电弧长度。
- 几乎总是采用直流正接:
- 交流TIG焊:
- 主要用于焊接铝、镁及其合金。
- 接法同样固定:
- 焊枪/钨极接交流输出的一端 (通常标记为
TIG Torch或Electrode) - 工件接交流输出的另一端 (通常标记为
Workpiece或Work)
- 焊枪/钨极接交流输出的一端 (通常标记为
- 交流电流自动在正负半周交替变化。在负半周(钨极为正极,工件为负极),能产生有效的“阴极破碎”作用,清除铝镁表面的高熔点氧化膜(Al₂O₃)。在正半周(钨极为负极,工件为正极),大部分热量作用于工件进行熔化焊接。焊机本身会平衡两部分的比例(通常可调节平衡或清理宽度控制)。
- 直流TIG焊:
-
熔化极气体保护焊(MIG/MAG):
- 直流焊机:
- 几乎总是采用直流反接:
- 焊枪/送丝机接正极(+)
- 工件接负极(-)
- 为什么?(MAG/MIG焊时,焊丝是熔化电极)
- 使用直流反接(焊丝/焊枪接正极),使热量更集中于焊丝末端,熔滴过渡稳定且细小,飞溅较小,熔深良好,电弧稳定。
- 如果错接成正接(焊丝/焊枪接负极),会导致熔滴粗大、飞溅剧烈、电弧不稳定、焊缝成形差。
- 唯一的例外:铝焊:
- 用实心铝焊丝进行MIG焊时,虽然大部分情况仍用直流反接,但有时在特定脉冲程序或焊丝/设备要求下,也可能采用交流矩形波,但这需要专门的焊机和程序支持。标准直流MIG焊铝仍是直流反接。
- 对于使用药芯焊丝的MAG/FCAW焊,同样标准接法也是直流反接。
- 几乎总是采用直流反接:
- 直流焊机:
总结核心原则和关键点:
- 看焊接方法和焊材: 这是决定接法的首要因素。上面列举了最常见方法的通用规则。
- 理解“电极正接”和“电极负接”:
- 电极负接: 焊条/焊丝/钨极 接 负极(-), 工件接正极(+)。 (即MMA的
直流反接,TIG的直流正接) - 电极正接: 焊条/焊丝/钨极 接 正极(+), 工件接负极(-)。 (即MMA的
直流正接,TIG的直流反接)
- 电极负接: 焊条/焊丝/钨极 接 负极(-), 工件接正极(+)。 (即MMA的
- 查阅手册/铭牌/标签:
- 一定要仔细阅读你的焊机说明书! 不同焊机功能和标注可能有差异。
- 焊机输出端子通常会清晰标注:
+(正极)-(负极)- 对于交流焊或MMA焊交流输出,可能标为
Electrode(焊条)/Torch(焊枪) 和Workpiece/Work(工件) 或Ground(地线夹)。交流电无正负极,只有这两个输出端子,必须接对位置。 - 地线夹(工件夹) 一定要牢固夹在干净的工作金属上。
- 安全第一:
- 在改变接线方式前,务必先关闭焊机电源!
- 确保所有连接(焊把线、地线夹、工件)牢固可靠,接触良好。接触不良会导致严重发热甚至烧坏接头、引弧困难或电弧不稳定。
- 佩戴合适的防护用具。
简单记忆通用情况:
- 手工焊(MMA): 大部分焊条(尤其碱性焊条)用
焊把(-) + 工件(+)(直流反接/电极负接)。 - 氩弧焊(TIG): 焊接钢/不锈钢/钛用
焊枪(-) + 工件(+)(直流正接/电极负接); 焊铝通常用交流(自动切换)。 - 气保焊(MIG/MAG/FCAW): 焊钢/不锈钢/实心铝焊丝
焊枪(+) + 工件(-)(直流反接/电极正接)。
当不确定时,最可靠的方法是查阅焊机说明书或焊材(焊条/焊丝)包装上的说明! 错误的极性会导致焊接过程困难、焊缝质量缺陷甚至损坏设备或焊材。
电解电容正负极接法的详细介绍
电解电容是一种具有极性的电容器,其正负极接法至关重要,接反可能导致电容损坏、漏液、爆炸,甚至引发电路故障或安全事故。以下是电解电容正负极
2026-03-05 17:45:42
直流电焊机和交流电焊机区别 电焊机电流如何测量
电焊机是现代工业生产中不可或缺的设备,广泛应用于各种金属材料的连接和加工。然而,面对市场上琳琅满目的电焊机产品,很多人对直流电焊机和交流
2024-08-02 13:12:06
直流逆变电焊机及功率器件产品介绍
直流逆变电焊机及功率器件产品介绍(LD7575电源24v)-该文档为直流逆变电焊机及功率器件产品介绍简介文档,是一份很不错的参考资料,具有较高参考价值,感兴趣的可以下载看看………………
资料下载
![]() 526774
2021-07-26 14:13:47
526774
2021-07-26 14:13:47
电焊机正极接到负极上怎么样判断好坏
的基本原理。电焊机是利用电弧将金属部件熔化并连接在一起的设备。电焊机通常由一个直流电源和一个焊接枪组成。直流电源将低压电流变为高压电流,并通过电缆输送到焊接枪,进而形成电弧。
2024-02-27 13:48:59
电焊机的分类及问题解析
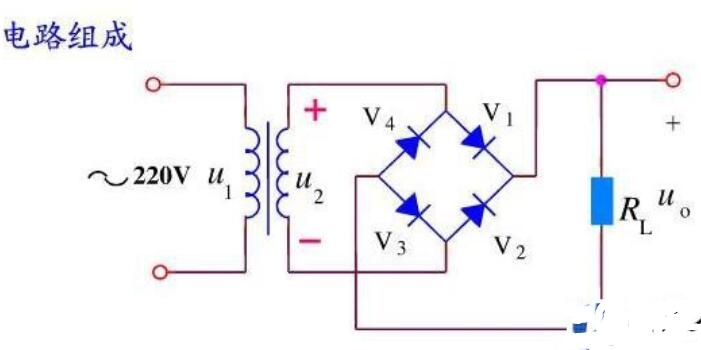
交流电焊机所指的交流是电焊机的输出电压,交流电焊机的组成,主体为一个变压器,铁芯与初、次级绕组所组成,输入电压有220和380之分,而有的是22
2019-12-28 10:45:07
直流继电器线圈的接法分正负极吗
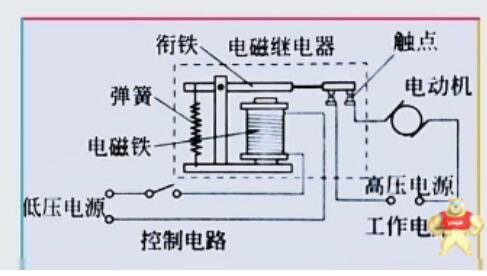
直流24V继电器的线圈的接法分正负极。线圈是直流电的继电器要求接入的直流电有正负极要求,因为两个不同的接线会使继电器的线圈产生不同方向的吸合力,
2019-12-16 13:49:56
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- dtmb信号覆盖城市查询
- EDA是什么?有什么作用?
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- amoled屏幕和oled区别
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
- 元宇宙概念龙头股一览
湘ICP备2023036445号-105