

西门子plc编程入门
更多
西门子 PLC 编程入门指南 (中文)
想要进入西门子 PLC 编程的世界?这份指南将带你系统地了解必备知识,助你顺利起步!
一、 核心基石:必备基础知识
-
理解 PLC 及其工作原理
- 本质: 工业专用计算机(工业电脑),用于自动化控制。
- 核心任务:
- 输入 (I): 实时读取传感器、按钮等信号(如开关状态、温度值)。
- 逻辑处理: 执行用户编写的控制程序,根据输入条件进行决策。
- 输出 (O): 根据程序逻辑驱动执行器(如电机启停、阀门开关、指示灯亮灭)。
- 工作模式循环:
- 读输入 (Input Scan): 扫描所有物理输入点的状态,存入映像区。
- 执行程序 (Program Scan): 按顺序逐条运行用户程序。
- 写输出 (Output Scan): 将程序结果输出到物理设备执行。
- 处理内部事务: 完成通讯等内部任务。
- 回到步骤 1: 不断循环运行,实时响应变化。
-
认知西门子 PLC 家族 (选型起点)
- S7-200 SMART: 高性价比小型机(入门首选),中国特供型号,软件:STEP 7-Micro/WIN SMART。
- S7-1200: 中小型主流机,性能强、集成度高、扩展性好,软件:博途(TIA Portal)
- S7-1500: 大中型高端机,处理能力极强、功能丰富,软件:博途(TIA Portal)
- S7-300/400 (经典): 曾经的旗舰/大型系统,仍在广泛使用,软件:STEP 7 (经典) (逐步被 S7-1500 取代)。
-
掌握核心编程概念
- 变量 (Variables): 存储输入输出及中间状态。
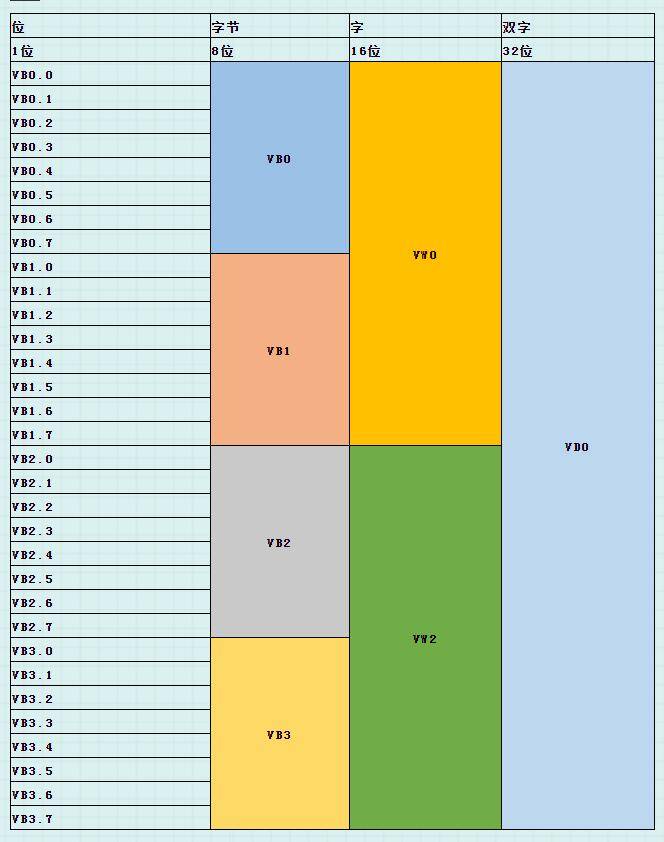
- 数据类型 (Data Types):
- 位 (Bool / BOOL):
TRUE/FALSE或1/0(表示开关量)。 - 字节 (Byte / BYTE): 8 位二进制数据。
- 字 (Word / WORD): 2 字节 (16位)。
- 双字 (DWord / DWORD): 4 字节 (32位)。
- 整数 (Int / INT): 16 位有符号数。
- 双整数 (DInt / DINT): 32 位有符号数。
- 实数 (Real / REAL): 32 位浮点数 (带小数)。
- 时间 (Time / TIME): 表示时间段 (如
T#2S表示 2秒)。 - 定时器 (Timer / TIMER): 计时功能块。
- 计数器 (Counter / COUNTER): 计数功能块。
- 位 (Bool / BOOL):
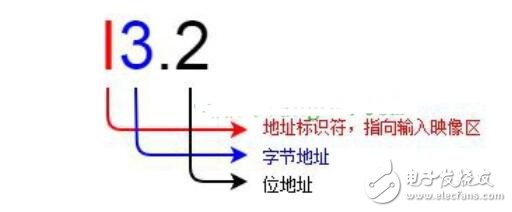
- 存储器区域 (关键区域):
- I (输入映像区): 扫描周期开始时读入物理输入值在此更新。
- Q (输出映像区): 扫描周期结束时输出的值 (程序运算决定)。
- M (位存储区/中间变量): 通用存储区,掉电清零 (除保持型M区)。
- DB (数据块): 结构化存储区,可存储各种数据类型,S7-1200/1500/300/400 的核心存储区。
- V (变量存储区): S7-200 SMART 中的通用存储区,功能类似 M+DB。
二、 核心工具:软件与编程环境
-
选择编程软件 (关键!与你所用 PLC 匹配)
- TIA Portal (博途 - Totally Integrated Automation Portal):
- 适用范围: S7-1200, S7-1500, WinCC (HMI), SINAMICS (驱动) 等。
- 优势: 高度集成,统一项目管理,界面直观强大 (主流选择)。
- 版本要求: 不同版本支持不同的硬件和功能。
- STEP 7-Micro/WIN SMART:
- 适用范围: S7-200 SMART PLC。
- 优势: 相对简单,易于上手。
- STEP 7 (经典 - SIMATIC Manager):
- 适用范围: S7-300, S7-400, WinCC flexible。
- 现状: 逐步被 TIA Portal 替代。
- TIA Portal (博途 - Totally Integrated Automation Portal):
-
掌握项目基本结构 (TIA Portal 为例)
- 设备 (Devices): PLC、HMI、驱动等设备配置。
- PLC 程序块 (Blocks):
- 组织块 (OB): 程序入口,由操作系统调用 (如主循环 OB1)。
- 函数 (FC): 无存储功能块,用于通用逻辑 (临时变量)。
- 函数块 (FB): 有背景数据块的功能块,带状态存储 (可调用多次)。
- 数据块 (DB): 存储数据 (全局数据块/背景数据块)。
- 系统功能/系统功能块 (SFC/SFB): 系统提供的预设功能。
- PLC 变量表: 集中定义变量 (取代 I/Q/M 直接地址访问,增强可读性)。
三、 核心语言:PLC 编程语言
西门子 PLC 支持 IEC 61131-3 标准的多种语言:
- 梯形图 (LAD - Ladder Diagram):
- 最直观语言: 图形化,类似继电器控制电路图。
- 核心元素: 触点、线圈、功能框。
- 优势: 逻辑清晰 (通断关系)、入门容易 (适合电气背景)。
- 应用: 开关量控制、逻辑联锁。
- 函数块图 (FBD - Function Block Diagram):
- 图形化语言: 由功能框 (代表操作/功能) 和连接线组成。
- 优势: 适合表达数据流、复杂运算、复用标准功能块。
- 应用: 过程控制、PID 算法、模块化设计。
- 结构化文本 (SCL - Structured Control Language):
- 高级文本语言: 语法类似 Pascal/C。
- 优势: 处理复杂逻辑/算法、数据处理能力强、代码紧凑。
- 应用: 复杂数学计算、数据结构处理、算法实现。
- 语句表 (STL - Statement List):
- 低级汇编语言: 每条指令操作累加器/地址。
- 特点: 执行效率极高但可读性差 (新手慎用)。
- 现状: 在 S7-1200/1500 中已非主要语言,S7-300/400 中仍常见。
- 顺序功能图 (SFC - Sequential Function Chart):
- 流程描述语言: 描述设备操作步骤/状态转移。
- 优势: 清晰表达顺序控制逻辑、状态转换。
- 应用: 工步控制、机械手动作流程。
四、 实践第一步:从基础项目开始
- 开发环境配置:
- 安装正确版本的 TIA Portal 或 STEP 7-Micro/WIN SMART。
- 连接 PLC 与编程电脑 (以太网、Profibus、MPI 等)。
- 安装驱动程序。
- 创建新项目:
- 启动软件,建立新项目。
- 在设备树中添加 PLC 型号及固件版本。
- 硬件配置:
- 配置 CPU 参数 (如系统时钟、通讯接口)。
- 配置模块位置及参数 (如输入滤波时间)。
- 定义变量:
- 在 PLC 变量表中定义输入/输出/中间变量 (如
StartButton,StopButton,MotorRun),强烈推荐使用符号名代替绝对地址 (如%I0.0,%Q0.0)。
- 在 PLC 变量表中定义输入/输出/中间变量 (如
- 编写基础程序 (例:电机启停控制):
// 说明:使用梯形图(LAD)语言实现标准"起保停"电路 // 网络1:启动、停止逻辑 | StartButton StopButton MotorRun |--||---------------------|/|------------------( )--| | | | | | MotorRun | | |--||-------------|- 启动按钮: 按下后 (
StartButton接通 →TRUE)。 - 停止按钮: 按下后 (
StopButton接通 →TRUE),常闭触点断开。 - 电机运行线圈:
MotorRun接通后自锁 (保持通电)。
- 启动按钮: 按下后 (
- 编译、下载与调试:
- 编译程序检查错误。
- 将程序下载到 PLC。
- 切换到在线模式,监控程序运行状态。
- 强制变量状态模拟输入信号,观察输出变化。
- 使用程序状态、变量监控表等工具进行调试。
五、 学习资源推荐
- 官方文档 (权威必备):
- TIA Portal: 内置帮助系统 (
F1键是最棒工具)。 - 手册: PLC、模块、指令手册等。
- TIA Portal: 内置帮助系统 (
- 在线资源:
- 西门子工业支持 (官网): 知识库、论坛、下载中心。
- 工控网: 丰富文章、案例及论坛讨论。
- 专业论坛 (如 gongkong 等): 交流提问。
- 实用工具 (仿真):
- TIA Portal PLC SIM: S7-1200/1500 仿真。
- S7-PLCSIM (STEP 7 经典): S7-300/400 仿真。
- S7-200 SMART SIM: S7-200 SMART 自带模拟功能。
核心建议总结
- 明确硬件: 确认 PLC 型号。
- 安装软件: 匹配 PLC 安装对应开发环境。
- 掌握核心: 理解输入/输出/存储器/数据类型。
- 先学 LAD/FBD: 图形化语言入门更直观。
- 实践出真知: 动手写程序、下载调试、观察效果。
- 善用资源: 官方文档是最权威的参考 (尤其是
F1帮助)。 - 耐心坚持: PLC 编程需持续实践与积累。
如需具体型号(如 S7-1200/S7-200 SMART)的详细教程或项目实例,欢迎告知!我们继续深入探讨。祝你学习顺利!?
西门子plc模块型号详解
西门子PLC(Programmable Logic Controller,可编程逻辑控制器)是工业自动化领域中非常重要的一种设备,其模块化的设计
2024-06-11 16:18:49

西门子PLC系列的区别 西门子PLC指示灯报警解决方案
西门子是全球知名的自动化解决方案提供商,其PLC(可编程逻辑控制器)系列产品广泛应用于工业控制领域。不同系列的
2023-08-04 10:15:31
西门子S7系列PLC以太网通讯处理器

1970-01-01 08:00:00 至 1970-01-01 08:00:00
西门子plc数据类型_西门子plc通讯方式
西门子PLC的品质非常好,其网络稳定性、开放性深受工控人员的喜爱,而且编程软件分类多,使用方便。在国内工控界具有显著地位。虽然大家对
2019-07-25 10:57:17
7天热门专题
 换一换
换一换
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- dtmb信号覆盖城市查询
- EDA是什么?有什么作用?
- 中科院研发成功2nm光刻机
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- amoled屏幕和oled区别
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
湘ICP备2023036445号-105