

数控机床电路图讲解和实物图
好的,我们来系统性地讲解一下数控机床(以典型的加工中心为例)的电路图和实物图,帮助你理解它们之间的关系和核心构成。
核心概念:
- 电路图: 是用标准电气符号和连线表示数控机床所有电气元件(电源、电机、开关、传感器、控制器等)之间逻辑连接关系的图纸。它是设计和检修的“蓝图”。
- 实物图: 是数控机床内部或外部实际电气元件布局、线缆走向、接线端子排等物理形态的照片或示意图。它展示了电路图在真实设备上的“落地”情况。
- 关系: 电路图是“怎么说”,实物图是“怎么做”。理解电路图是分析故障和设计的基础,对照实物图则能更快地在设备上定位和操作。
一、 数控机床电路图讲解 (核心组成部分及逻辑)
数控机床电路图通常非常庞大和复杂,会分成多个子图。我们可以将其核心部分拆解如下:
-
主电源与配电部分:
- 符号: 三相进线 (L1, L2, L3, N, PE)、主断路器/隔离开关 (QF1)、变压器 (主变压器、控制变压器 - TM)、浪涌保护器 (F1)、交流接触器 (KM)、热过载继电器 (FR)、熔断器/微型断路器 (FU/ QF)。
- 功能:
- 引入电源: 将车间380V (或其它电压等级) 的三相交流电接入机床。
- 主回路保护: 通过主断路器、熔断器等提供短路和过载保护。
- 电压变换: 主变压器将高压变为主轴/伺服驱动器需要的电压 (如380V->575V);控制变压器输出低压 (如220V AC, 24V DC) 给控制系统、电磁阀、风扇照明等。
- 主电机启停控制: 通过接触器控制主回路通断(如冷却泵、液压站油泵)。
- 保护: 热继电器保护主电机不过载。
-
数控系统 (CNC) 核心部分:
- 符号: CNC 控制器框 (内含 CPU、内存、轴卡、I/O 卡等)、显示器、操作面板 (MDI)、手摇脉冲发生器 (MPG)、急停按钮、复位按钮、模式选择开关。
- 功能: 这是机床的“大脑”。
- 接收操作指令和程序代码。
- 进行插补运算,生成各轴运动指令 (精确的位置、速度指令)。
- 管理 PLC (内置或外置) 逻辑。
- 处理来自操作面板和各传感器的信号。
- 将运动指令发送给伺服/主轴驱动器。
- 控制辅助功能 (冷却、润滑、刀库、换刀等)。
-
伺服驱动与电机部分:
- 符号: 伺服驱动器 (SD - 对应X, Y, Z, A, C等轴)、伺服电机 (SM)、编码器反馈线、动力线、使能信号线、伺服准备好信号线。
- 功能:
- 驱动器: 接收 CNC 发来的 ±10V 模拟量信号或数字脉冲信号(取决于接口类型,现代多用总线如 EtherCAT)。将控制信号转换为大功率电流,精确控制伺服电机的转速、转矩和位置。
- 伺服电机: 执行精确的旋转或直线运动,驱动各机械轴。
- 编码器: 安装在电机或丝杠上,实时检测电机/轴的实际位置和速度,反馈给驱动器(构成半闭环)和/或 CNC(构成全闭环),实现高精度闭环控制。
-
主轴驱动与电机部分:
- 符号: 主轴驱动器 (通常比伺服驱动器功率大)、主轴电机 (可以是普通交流异步电机+变频器,或伺服主轴电机)、主轴编码器(用于螺纹切削、刚性攻丝)、动力线、控制线(启停、正反转、速度指令)。
- 功能:
- 驱动主轴旋转,提供切削动力。
- 实现主轴的无级变速、正反转控制。
- 在需要精确角度控制的功能(如刚性攻丝、C轴分度)时,编码器提供位置反馈给 CNC。
-
PLC (可编程逻辑控制器) 输入/输出部分 (I/O Module):
- 符号: PLC 模块或 CNC 的 I/O 接口、输入点 (X, DI - 接按钮、行程开关、接近开关、压力开关、温度开关等传感器)、输出点 (Y, DO - 接继电器线圈、电磁阀线圈、指示灯、接触器辅助线圈等)。
- 功能:
- 输入 (DI): 采集机床状态信号(如:门关好、夹具夹紧、刀套到位、润滑压力正常、各轴限位、急停按下等)。
- 输出 (DO): 驱动执行元件动作(如:启动冷却泵、松/紧刀、刀库正反转、轴抱闸释放、报警灯亮等)。
- 核心作用: PLC 程序根据输入信号的状态(ON/OFF)和 CNC 的指令,按照预设的逻辑控制输出信号,实现所有辅助功能的自动化协调运行。这是机床安全和顺序动作的保障。
-
辅助电路:
- 符号: 冷却泵电机及控制、液压/气动站电机及控制、润滑电机及控制、电磁阀、照明灯、风扇、24V/5V直流电源。
- 功能: 提供切削冷却、液压/气压动力源、导轨丝杠润滑、散热、照明等支持系统运行的必要条件。
电路图关键点:
- 符号标准化: 所有符号遵循国际或国家标准 (如 IEC / GB)。
- 线号唯一性: 每根导线都有唯一的编号,贯穿整个图纸,方便查找和追踪。
- 接线端子排: 图纸中标明了线缆连接到哪个端子排的哪个端子 (如 XT1:1, XT1:2)。
- 分层与模块化: 大型图纸会分成电源图、驱动图、PLC I/O 图、端子图等。
- 标注清晰: 元件应有明确的代号 (如 KM1, FR2) 和型号参数标注。
二、 数控机床实物图概览 (常见部件的位置与形态)
由于实物图会因机床品牌、型号、配置差异很大,这里描述典型布局和部件外观:
-
电柜 (电气控制柜):
- 位置: 通常位于机床后部或侧面,有防护门。这是电路图绝大部分元件的物理载体。
- 内部可见实物:
- 主断路器/隔离开关: 大型手柄开关,位于电柜进线处。
- 变压器: 体积较大,有铁芯和线圈。
- 驱动器:
- 伺服驱动器: 通常为书本大小或更大,成排安装,有散热风扇,正面有状态指示灯和连接器 (CN1 - 控制信号, CN2 - 编码器反馈, U/V/W - 动力输出)。标签标注对应轴 (X, Y, Z)。
- 主轴驱动器/变频器: 通常比伺服驱动器更大,功率越大体积越大。
- 接触器、继电器: 方形或矩形模块,有线圈和触点,动作时有“咔嗒”声。
- 熔断器/断路器: 小型保护器件。
- PLC 模块: 可能是独立的模块化单元(如西门子 S7-300/1500,三菱 Q/FX 系列),插在导轨上,有输入/输出指示灯;也可能是 CNC 控制器的一部分(内置 PLC)。
- 端子排: 大量条形或块状的接线端子,排列整齐,线号标签清晰可见。这是连接柜内元件与外部设备(电机、传感器、操作面板等)的枢纽。
- 开关电源: 将交流电(如220V AC)转换为直流电(如24V DC, 5V DC)供控制系统、传感器使用。
- 线槽与线缆: 大量不同颜色、粗细的线缆通过塑料线槽(线槽盖可打开)整齐布线连接各元件和端子排。
- 散热风扇: 用于电柜内部通风散热。
- 电柜门内侧: 通常贴有电气原理图的主要部分或接线图,方便现场检修。
-
CNC 操作站:
- 位置: 机床正面,悬挂式或落地式。
- 可见实物:
- 显示器: LCD 或工业显示器。
- CNC 控制器: 主机箱体(部分高端系统可能集成在显示器后或电柜内)。
- 操作面板 (MDI): 薄膜键盘或机械按键、旋钮(模式选择、进给/主轴倍率)、紧急停止按钮(红色蘑菇头)、循环启动、进给保持、复位等功能按钮。可能有手轮接口。
- 手摇脉冲发生器 (MPG / Handwheel): 带旋钮和轴选择/倍率开关的手持单元。
-
机床本体上的电气元件:
- 伺服电机: 安装在各个直线轴(X, Y, Z)和旋转轴(A, B, C)的末端或传动机构上。体积比普通电机小,尾部通常带有编码器(有专用信号线引出)。
- 主轴电机: 安装在主轴箱后面或顶部,通过皮带、联轴器或直接驱动主轴。
- 行程开关/接近开关: 小型方块状或圆柱状传感器,安装在轴行程极限位置、参考点位置、刀库、换刀机构等关键位置,用于检测位置或有无金属物体(如夹具、刀柄)。
- 限位开关: 机械触点式开关,用于硬限位保护(防止超程碰撞)。
- 按钮站: 除了操作面板,机床侧面或易操作位置可能有额外的按钮(如门开/关按钮、主轴定位按钮、照明开关)。
- 电磁阀: 用于控制液压或气动回路(如换刀动作、主轴松/紧刀、夹具夹紧/松开)。通常是金属阀体,带线圈和气管接口。
- 冷却泵: 电机驱动水泵。
- 润滑泵: 电动或电磁式泵。
- 照明灯: 工作区域照明用灯。
- 编码器: 除了电机自带的光电编码器,在需要全闭环控制或检测丝杠位置时,可能在丝杠末端额外安装直线光栅尺或圆光栅编码器。
- 温度传感器: 监测主轴轴承、电机、驱动器温度。
- 线缆: 大量动力电缆(粗,接电机)、信号电缆(细、屏蔽,接传感器)、编码器电缆(特殊屏蔽,接编码器) 从电柜引出,通过机床本体上的线槽、拖链(保护运动部位的线缆)连接到各个执行器和传感器。
实物图关键点:
- 元件标签: 几乎所有重要的电气元件(驱动器、接触器、继电器、端子排、接线端、电机、传感器)都应该贴有与电路图代号一致的标签 (如 KM1, SD-X, X1.1, SQ-X+)。这是检修时最重要的线索!
- 线号标识: 电缆两端或关键位置应有清晰的线号套管标识。
- 布局逻辑: 电柜内布局通常遵循电源->控制->驱动的顺序。强电端子(动力线)和弱电端子(信号线)会分开布置。
- 防护等级: 暴露在外的元件(传感器、电机接线盒)通常有 IP54 或更高的防护等级(防尘防水溅)。
- 拖链: 保护在 X/Y/Z 轴上随工作台或主轴箱移动的线缆。
三、 电路图与实物图对照检修要点
- 根据故障现象确定范围: 是哪个轴不动?主轴不转?冷却不开?某个按钮失灵?某个灯不亮?报警号是什么?
- 查阅电路图: 找到对应功能(如“X轴驱动器使能”、“主轴启停”、“冷却泵控制”、“急停回路”、“PLC输入点 X10.3”)的图纸部分。理解控制逻辑(需要哪些条件满足?)。
- 定位实物:
- 根据电路图中的元件代号 (如 KM3, KA101, X10.3),在电柜或机床上找到对应的实体元件。
- 根据电路图中的线号(如 101, A110, EN-X),在端子排、元件接线端或线缆上找到对应的物理导线。
- 实地测量检查:
- 使用万用表测量关键点电压是否正常(如供电电压24V,驱动器使能信号电压)。
- 检查线路通断(有无断线)。
- 检查开关、继电器、接触器的触点是否导通良好。
- 观察 PLC 输入/输出点的指示灯状态是否与图纸逻辑和现场状态一致。
- 注意安全! 操作前务必断电(强电部分)或确认安全(弱电部分)。遵循锁定挂牌程序(LOTO)。
- 结合 CNC 诊断功能: 现代 CNC 通常有强大的 PLC 状态监控功能,可以在屏幕上实时查看输入/输出点状态、报警信息、驱动器状态代码,是排查故障的利器。
总结:
- 电路图是逻辑关系的抽象表达,是理解工作原理和设计意图的核心。
- 实物图是物理实现的具象呈现,是定位元件、连接线缆和实际操作的基础。
- 两者必须紧密结合才能有效地进行设备安装、调试、维护和故障排除。 电路图上的每一个符号和线号,都能在实物上找到对应的元件和导线(通常有标签标识)。
- 安全永远是第一位的! 在进行任何电气操作前,务必遵守安全规程,尤其是处理强电部分。
理解数控机床电气系统需要时间和实践。建议先从特定品牌型号的图纸手册入手,结合实际设备逐步摸索。遇到复杂问题,务必查阅完整的官方图纸和技术手册。
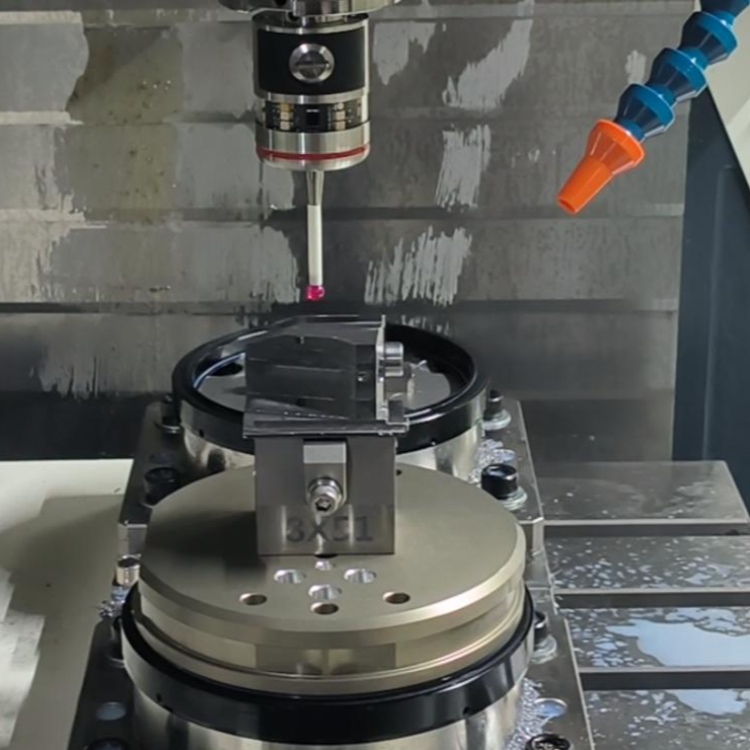
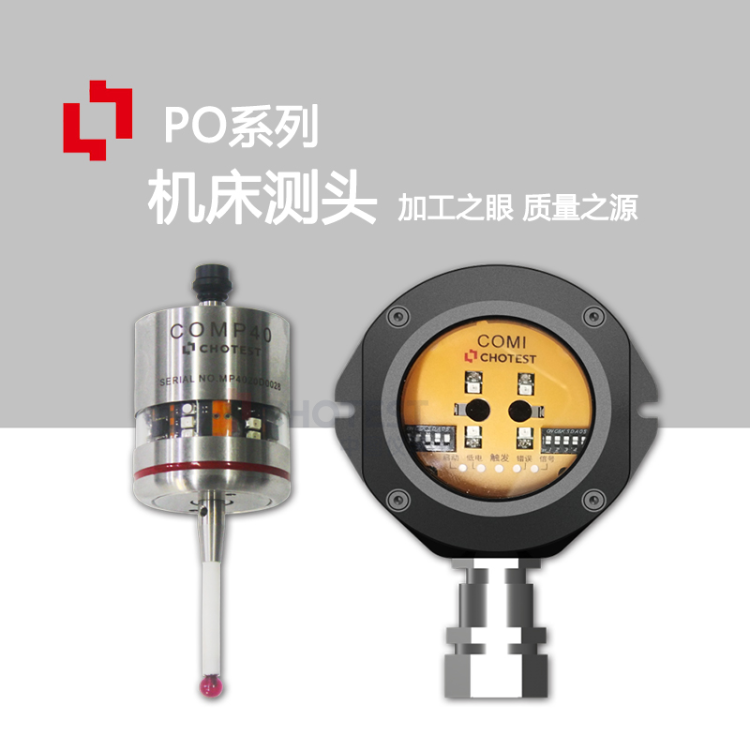
中图仪器数控机床在线测头
1970-01-01 08:00:00 至 1970-01-01 08:00:00
chotest中图仪器国产cnc数控机床检测测头
1970-01-01 08:00:00 至 1970-01-01 08:00:00
数控机床是用什么对机床进行控制
数控机床(Computer Numerical Control Machine Tool,简称CNC机床)是一种采用计算机进行控制的自动化机床。
2024-06-14 14:20:16
机械制造工艺--数控机床加工工艺资料下载
电子发烧友网为你提供机械制造工艺--数控机床加工工艺资料下载的电子资料下载,更有其他相关的电路图、源代码、课件教程、中文资料、英文资料、参考设计、用户指南、解决方案等资料,希望可以帮助到广大的电子工程师们。
资料下载
![]() 佚名
2021-04-15 08:42:36
佚名
2021-04-15 08:42:36
使用51单片机设计自动门控照明系统的PCB和电路图及实物图
本文档的主要内容详细介绍的是使用51单片机设计自动门控照明系统的PCB和电路图及实物图。
资料下载
![]() 佚名
2019-07-04 17:41:00
佚名
2019-07-04 17:41:00
数控机床的工作原理 数控机床的组成
引言 数控机床(Computer Numerical Control Machine Tool,简称CNC机床)是一种采用计算机数控技术进行控制
2024-06-07 09:41:04
中图高端数控机床测头

1970-01-01 08:00:00 至 1970-01-01 08:00:00
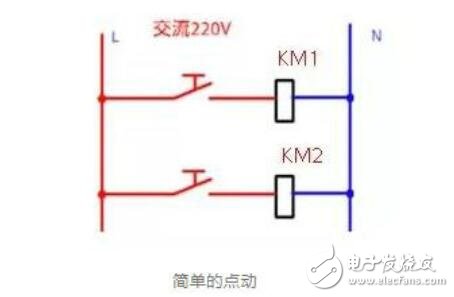
分享从简单到复杂的交流接触器常用接线电路图和实物图
今天分享一些交流接触器常用接线电路图和实物图,从简单到复杂。简单的点动这是实物,切勿用于正反转线路点动是最基的。
2019-07-11 10:35:33
数控机床有什么用_数控机床的应用范围
数控机床是一种利用信息处理技术进行自动加工控制的机电一体化加工装备。不同数控机床的用途有所不同,其中数控车床是国内使用量zui大、覆盖面最广的一
2019-05-30 15:37:57
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- dtmb信号覆盖城市查询
- EDA是什么?有什么作用?
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- amoled屏幕和oled区别
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
- 元宇宙概念龙头股一览
湘ICP备2023036445号-105