

埋弧焊
埋弧焊(Submerged Arc Welding,简称SAW) 是一种高效率的自动电弧焊方法。其名称来源于焊接过程中的一个关键特征:电弧被一层颗粒状的熔融焊剂(助焊剂)完全覆盖(“埋”住),在焊接过程中从外部看不见电弧和熔池。
核心原理和过程:
- 电弧形成: 在自动或半自动焊机的驱动下,连续送进的裸焊丝(不涂药皮)与工件之间产生电弧。
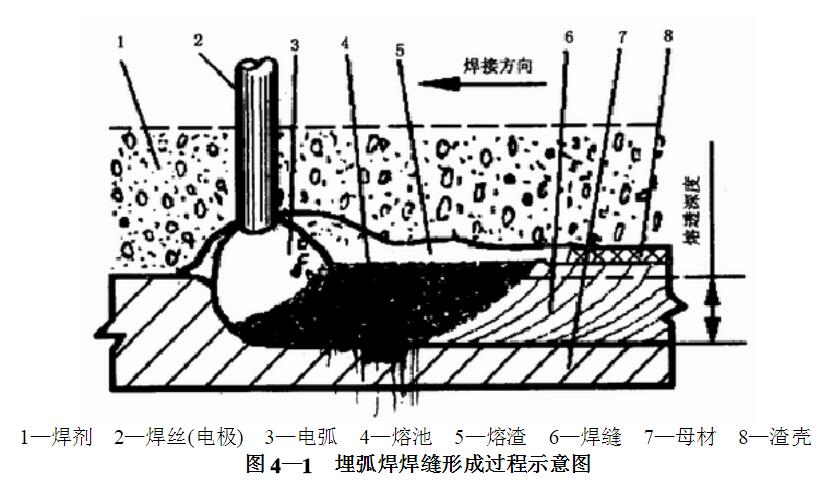
- 焊剂覆盖: 在焊接区的前方,通过一个漏斗或导管,持续不断地撒布一层颗粒状的焊剂,覆盖住电弧和即将形成熔池的区域。
- “埋弧”作用: 电弧在焊剂层下燃烧,肉眼不可见。焊剂熔融形成一个熔渣壳覆盖在熔池上方,并有部分焊剂蒸发形成一个封闭的气体空间(熔滴过渡空间)。
- 保护与冶金作用:
- 保护:熔融的焊剂形成的熔渣和封闭空间有效地隔绝了空气(氧气、氮气),防止熔融金属被氧化和氮化,保护效果优异。
- 冶金:熔融的焊剂与熔池金属发生冶金反应,可以脱氧、脱硫、除杂质,并向焊缝金属过渡合金元素,从而改善焊缝的化学成分、机械性能和抗裂性。
- 渣壳成型:焊接结束后,熔渣凝固成一层易于剥除的渣壳。
- 送丝与行走: 焊丝通过自动送丝机构连续均匀送进。焊枪/焊头(或工件)由机械装置驱动沿焊缝移动,实现自动化焊接。
主要特点:
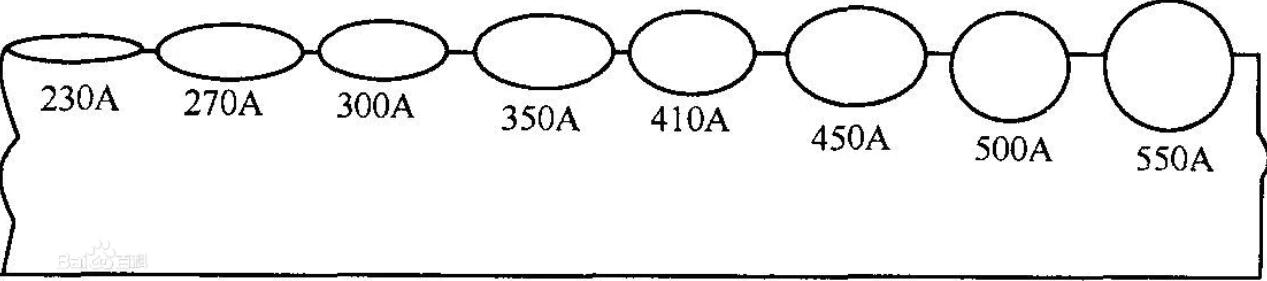
- 高熔敷效率和焊接速度: 电流密度大(可达100-1000A),热量集中,熔化速度快,特别适合厚板焊接。效率通常是手工电弧焊的5-10倍。
- 高质量的焊缝:
- 保护效果好,杂质少,缺陷(如气孔、夹渣)少。
- 冶金过程平稳,焊缝化学成分均匀,机械性能好(强度、韧性)。
- 焊缝成形美观、光滑、平整、均匀(焊剂和熔渣的约束作用)。
- 无弧光辐射,烟尘少: 焊剂覆盖层阻挡了弧光的辐射,也大大减少了焊接烟尘的逸出,改善了工作环境。
- 适于自动化: 过程稳定,焊接参数(电流、电压、速度、焊丝伸出长度等)容易控制,非常易于实现全自动或半自动操作。
- 节约金属: 通常开I形坡口或小角度V型坡口,节省填充金属。基本无飞溅损失(熔滴过渡在渣内进行)。
- 局限性:
- 仅适用于平焊和横焊位置(1G/1F, 2G/2F)或倾斜角度不大的平面。 焊剂需要堆积覆盖。
- 设备相对复杂,初始投资高,灵活性不如手工焊。
- 需额外清理熔渣。
- 主要适用于长直焊缝或规则圆周焊缝。
- 对装配间隙要求较高(间隙不能太大)。
- 不适合薄板(容易烧穿)和需要频繁起弧收弧的短焊缝。
典型应用:
埋弧焊因其高效、高质量的特点,广泛应用于重型结构、压力容器、造船、管道制造、大型储罐、海洋平台、桥梁、起重设备、锅炉、工程机械等领域,用于焊接中厚板(>6mm)的低碳钢、低合金高强度钢、不锈钢、镍基合金等的对接焊缝、角焊缝等。
总结: 埋弧焊是一种在颗粒状焊剂覆盖层下进行的高效自动焊接方法,以其高熔敷率、优异的焊缝质量、良好的工作环境而著称,尤其适合厚板长直焊缝的平焊位置。
创想智控激光焊缝跟踪系统助力管道行业专机埋弧焊智能化升级
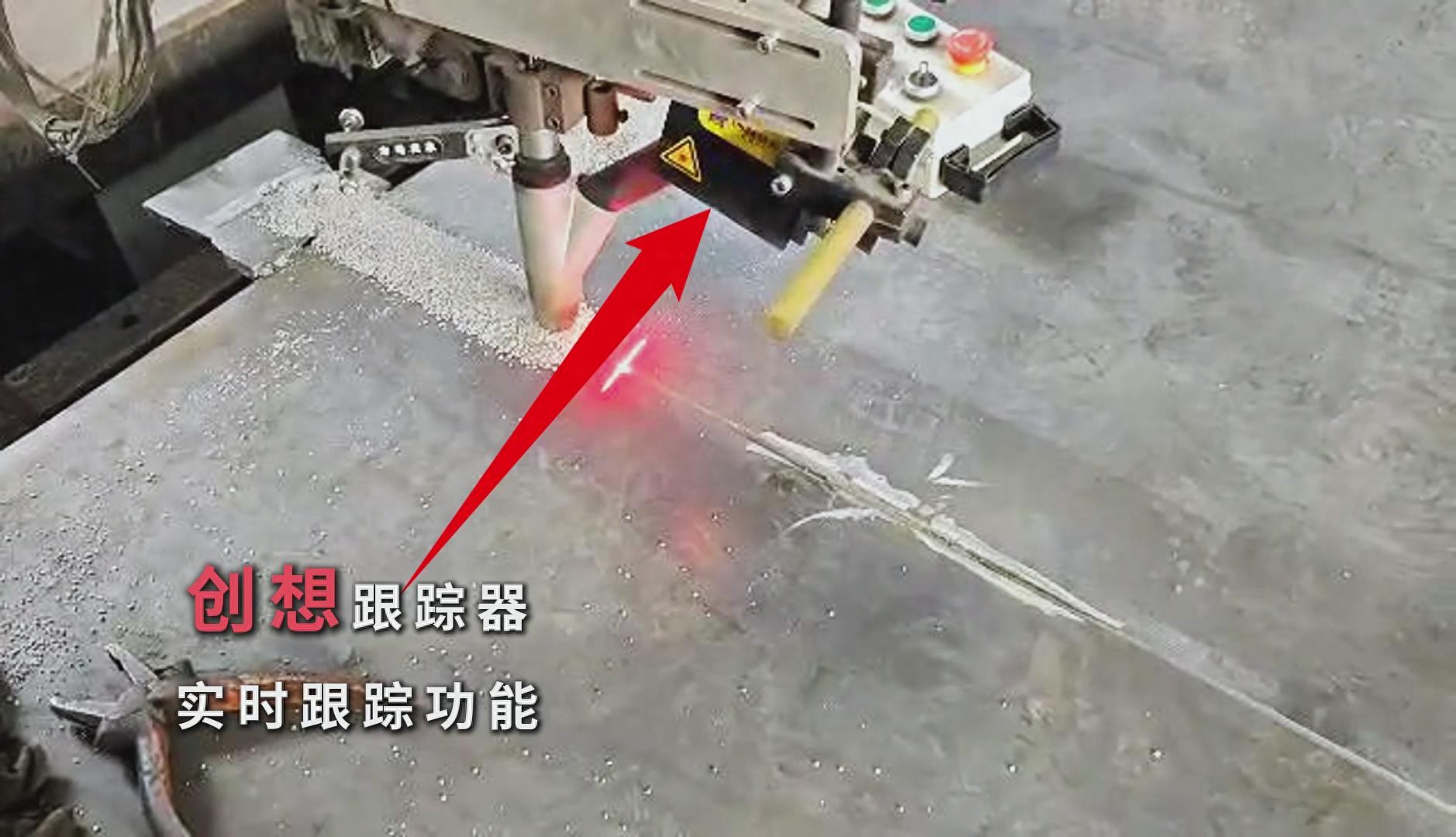
在如今的工业制造领域,智能化和自动化成为提升效率和质量的重要力量,管道行业作为基础设施建设的重要组成部分,焊接的智能化升级是必不可少的。面对传统埋弧焊
2025-06-20 10:48:16
埋弧焊气孔产生的原因
埋弧焊缝产生气孔的主要原因是氢,氢气是由焊材、母材带入电弧区的水分所造成的。但是电磁偏吹、母材质量不好等也会造成气孔,应根据实际情况具体分析,采
2021-03-02 16:08:22
双弧脉冲 MIG 焊专用电源设计及试验分析
1. 文章研究主要问题双弧脉冲 MIG 焊是一种低能量输入焊接方法, 其原有的双电源供电系统结构复杂、协同控制困难、易受干扰。2. 结论提出了双弧
资料下载
![]() 凤毛麟角
2021-11-08 20:51:02
凤毛麟角
2021-11-08 20:51:02
自动埋弧焊机的功能_自动埋弧焊机的特点
自动埋弧焊机是指采用熔剂层下自动焊接的设备,由电源、焊接小车和控制箱组成,主要用于焊接各种钢板结构的有或无坡口的直焊、角
2020-01-17 16:08:19
埋弧焊的焊接参数_埋弧焊的优缺点
焊接电流是决定熔深的主要因素。在一定的范围内,电流增加时,焊缝的楚深‘和余高4都增加,而焊缝的熔宽B增加不大。增大焊接电流可以提高生产率,但在一定的焊速下,焊接电流过大会使热影响区过大并产生焊瘤或使
2019-11-15 16:27:59
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- EDA是什么?有什么作用?
- dtmb信号覆盖城市查询
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- amoled屏幕和oled区别
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
- 元宇宙概念龙头股一览
湘ICP备2023036445号-105