

激光切割工艺
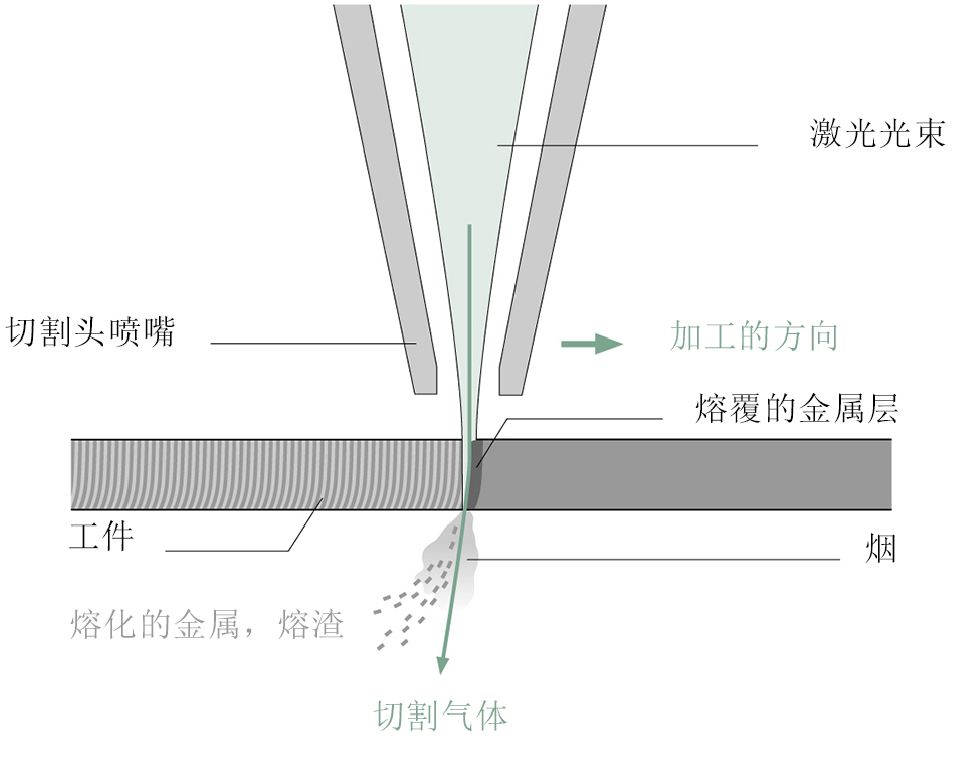
好的,激光切割工艺是一种利用高功率密度激光束照射被加工材料表面,使材料熔化、汽化或达到点燃点,同时借助与激光束同轴的高速辅助气体(如氧气、氮气、惰性气体等)将熔融物或燃烧物吹走,从而实现切割或分离的非接触式、精密热切割方法。
以下是激光切割工艺的关键要点:
-
核心原理:
- 聚焦光束: 激光器产生的光束通过透镜或反射镜系统聚焦成一个非常小的、高能量密度(高达10⁶~10⁸ W/cm²)的点(焦点)。
- 材料吸收与加热: 材料表面吸收激光光子能量,温度急剧升高。
- 熔融/汽化/燃烧: 在焦点处,材料迅速熔化、部分汽化,或与辅助气体(如氧气)发生剧烈氧化反应(燃烧)。不同的材料和气体组合决定了主要的去除机理(熔化切割、汽化切割或反应熔化切割)。
- 熔渣/蒸汽吹除: 高速辅助气体(通常与激光束同轴喷射)将熔融或燃烧产生的残留物和蒸汽从切缝中猛烈吹出,形成干净、狭窄的切割缝。
- 相对运动: 激光头或工件按预设轨迹移动,形成连续的切割路径。
-
主要类型(按激光器介质分):
- CO2激光切割:
- 激光介质:二氧化碳气体。
- 波长:红外波段(约10.6微米),材料吸收率普遍较高。
- 特点:功率高,可切厚板(尤其非金属和部分金属),光束质量好,切缝质量高。但结构复杂,维护要求较高。曾是主流,尤其在非金属和厚板领域。
- 光纤激光切割:
- 激光介质:掺稀土元素(如镱)的光纤。
- 波长:近红外(约1.06微米)。
- 特点:光电转换效率极高(>30%),能耗低;光束质量极佳(聚焦光斑小),切割精度高、速度快(尤其对薄板和反射金属);维护简单(无反射镜、无气体消耗、免光路校准);稳定性好;结构紧凑。目前占据工业切割市场的主导地位,尤其在中薄金属板加工。
- 固体激光切割(如碟片激光器、Nd:YAG激光器):
- 激光介质:如Yb:YAG晶体(碟片)、Nd:YAG晶体。
- 波长:近红外(约1.03或1.06微米)。
- 特点:性能介于CO2和光纤之间。碟片激光器光束质量好,功率高。也曾占一定市场,但光纤激光器发展更快。
- CO2激光切割:
-
主要类型(按切割机理分):
- 熔化切割: 最常见于非氧化性环境(如使用N₂、Ar等惰性气体)。激光使材料熔化,惰性气体吹走熔融物。切缝边缘光滑、无氧化。适用于不锈钢、钛合金、铝合金等。
- 反应熔化切割(氧化切割): 使用氧气(O₂)作为辅助气体。激光加热金属达到燃点,通入氧气引发剧烈的放热氧化反应,产生大量热量加速熔化,同时高压氧气猛烈吹除熔融氧化物(熔渣)。切割速度快,可切厚碳钢。但切缝边缘有氧化层(可后续去除)。主要用于碳钢。
- 汽化切割: 适用于非金属材料(如木材、亚克力、塑料)和极薄金属。高功率密度的激光使材料迅速汽化消失,气体吹走蒸汽。边缘通常光滑或轻微炭化。
-
核心优势:
- 高精度: 切缝窄(可达0.1mm),热影响区小,切口光滑,尺寸精度高(±0.05mm 甚至更高)。
- 高速度: 尤其在薄板加工中,速度远超传统切割方式(如火焰、等离子)。
- 高柔性: 易于实现二维及复杂三维轮廓切割,通过编程可快速更换加工图形。
- 非接触加工: 无机械应力,无刀具磨损。可切割柔软、脆性或硬质材料。
- 切口质量好: 边缘光滑、垂直度好,毛刺少或无毛刺(与参数有关),通常无需或只需少量二次加工。
- 适用范围广: 可高效切割金属(碳钢、不锈钢、铝合金、铜合金、钛合金等)和非金属(亚克力、木材、布料、皮革、塑料、陶瓷、复合材料等)。
- 自动化程度高: 易于集成到自动化生产线或柔性制造系统(FMS)中。
-
关键工艺参数:
- 激光功率: 主要影响切割能力(厚度)和速度。功率不足无法切穿,过高可能导致材料过烧或能量浪费。
- 切割速度: 激光头相对于工件的移动速度。与功率、材料、厚度密切相关。速度过快切不透,过慢则热影响区大、切缝宽、效率低。
- 焦点位置: 聚焦光斑在材料表面上方、表面处或表面下方的位置。对切口宽度、垂直度、粗糙度和切割能力影响极大。需要根据材料和厚度精细调整。
- 辅助气体类型与压力:
- 氧气: 用于碳钢的反应熔化切割,气压较高(常>1 bar)。产生氧化层。
- 氮气: 用于不锈钢、铝等熔化切割,气压很高(常>10 bar甚至20 bar),以吹走熔融物形成无氧化切边(光亮切割)。气压不足会导致底部挂渣。
- 空气: 成本最低,用于非金属或对边缘要求不高的薄金属切割。气体压力适中。
- 喷嘴类型与高度: 喷嘴孔径和喷射角度影响气体流场和保护效果。喷嘴到工件的距离(喷嘴高度)影响气体效率和切割稳定性。
-
适用材料与厚度范围:
- 金属:
- 碳钢:反应熔化切割(氧气)是主力,功率足够可达40mm甚至更厚(但速度慢),<20mm效率高、质量好。
- 不锈钢:主要用高氮熔化切割(氮气)获得无氧化光亮切边。光纤激光切割优势巨大,<20mm效率高。
- 铝及铝合金:相对难切(反射率高,导热好),常用氮气高功率熔化切割。光纤激光器尤其合适。
- 铜及铜合金:非常难切(反射率极高,导热好),需极高功率和合适焦点位置。通常用光纤激光器。
- 钛合金:常用惰性气体(如Ar)保护切割,防止氧化。
- 非金属:
- 亚克力(PMMA):典型汽化切割,边缘极光滑、透明(火焰抛光效果)。
- 木材:汽化燃烧结合,切缝边缘可能炭化。
- 布料、皮革:速度快,边缘熔融封边可防止散边。
- 塑料:取决于成分,部分熔融切割,部分燃烧汽化。可能产生有毒气体需强抽风。
- 陶瓷:需高峰值功率脉冲切割或特殊方法,有一定局限性。
- 金属:
-
主要应用领域:
- 钣金加工(如机箱、机柜、支架、面板)
- 汽车制造(车身件、结构件、排气管)
- 航空航天(钛合金/铝合金结构件、蒙皮)
- 轨道交通(不锈钢/铝车体结构)
- 工程机械(板材零件、结构件)
- 厨具卫浴(不锈钢水槽、台盆、橱柜饰件)
- 广告标识(亚克力字牌、金属字)
- 电子电器(精密零部件、散热器)
- 灯饰照明(金属灯罩、支架)
- 模具制造(模具镶件、样板)
- 艺术品/工艺品(复杂图案切割)
-
与其它切割工艺的对比:
- 火焰切割: 成本低、切厚板能力强,但精度低、热影响区大、速度慢、只适合碳钢。激光在精度、速度、厚度范围(尤其是中薄板)和材料适应性上全面领先。
- 等离子切割: 速度快(尤其厚板)、切厚能力强、适合多种金属(包括反射金属)。但精度、切口质量(斜角、热影响区、表面粗糙度)不如激光,尤其在小件和精细切割上差距明显。能耗高、噪音/烟尘大。
- 水切割: 无热影响区,切割范围广(几乎一切材料),切厚能力强。但速度相对较慢(尤其硬厚材料)、设备成本高、运行成本高(磨料消耗)、精度/边缘质量(水射流滞后)可能不如激光、切割斜度较大。
- 线切割: 精度最高(可达微米级)、适合超硬导电材料。但速度极慢(放电加工)、只能加工导电材料、通常只能做直壁切割(不能有斜度)。激光在大幅面高效率切割上完胜线切割。
总结: 激光切割以其高精度、高速度、高柔性、优良切口质量和非接触加工的特点,已成为现代制造业中不可或缺的先进切割技术。特别是光纤激光器的普及,极大地推动了激光切割在效率、成本和适用范围上的飞跃。它在钣金加工、汽车、航空航天等众多领域发挥着核心作用,尤其在中薄板金属加工方面拥有显著优势。理解其原理、关键参数和适用性是有效应用该技术的关键。
不锈钢中厚板的激光切割工艺

随着经济发展,不锈钢中厚板的应用领域越来越广泛,相关产品已广泛应用于机械制造、船舶制造、桥梁建造等行业。不锈钢厚板加工以激光切割为主,要实现高质量切割
2023-10-23 08:07:41
紫宸激光设备工艺型号介绍
深圳市紫宸激光设备有限公司成立于2014年,是专业从事激光精密焊接设备的集研发、设计、生产、销售为一体的国家级高新技术企业、科技型中小企业、创新型中小企业。经过多年市场深耕,目前公司已经发展成为
资料下载
![]() jf_49360680
2025-08-19 10:24:28
jf_49360680
2025-08-19 10:24:28
共聚焦显微镜测量晶圆激光切割槽三维轮廓
半导体制造及封装工艺,能够对具有复杂形状和陡峭的激光切割槽的表面特征进行非接触式扫描并重建三维形貌。VT6000系列共聚焦显微镜具有优异的光学分
资料下载
![]() szzhongtu5
2023-05-09 14:08:43
szzhongtu5
2023-05-09 14:08:43
激光切割工艺品
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现
2019-12-10 11:26:58
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- EDA是什么?有什么作用?
- dtmb信号覆盖城市查询
- 中科院研发成功2nm光刻机
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 什么是场效应管?它的作用是什么?
- 如何进行编码器的正确接线?接线方法介绍
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- 苹果nfc功能怎么复制门禁卡
- 单片机和嵌入式的区别是什么
- amoled屏幕和oled区别
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 通讯隔离作用
- 苹果笔记本macbookpro18款与19款区别
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
湘ICP备2023036445号-105