

游标卡尺的使用方法
好的,游标卡尺是一种精密测量工具,用于测量物体的长度、内径、外径和深度。以下是详细的使用方法,分为准备、测量、读数三个步骤:
? 一、 测量前的准备
- 清洁:
- 用干净柔软的布或纸巾仔细擦拭游标卡尺的 量爪(外测量爪、内测量爪)和深度尺,确保无油污、灰尘或切屑。
- 清洁待测物体表面,特别是需要测量的部位。
- 检查:
- 观察卡尺各部分是否有明显损伤,滑动是否顺畅平稳。
- 轻轻推动副尺(游标尺),感受是否有过大的间隙或阻滞感。
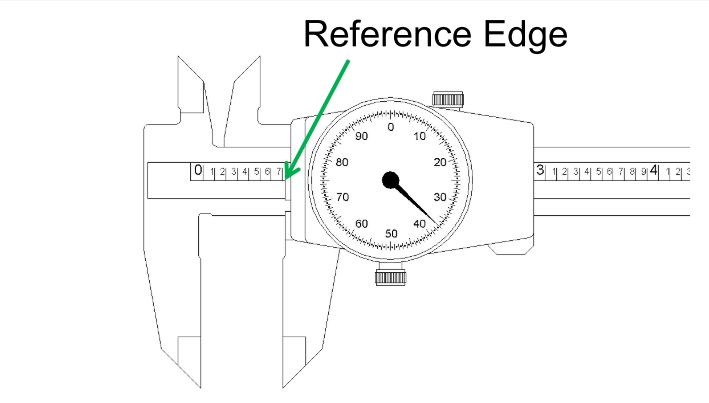
- 校零:
- 最重要的一步! 轻轻合拢两片外测量爪(测量外部尺寸的爪),直到它们完全接触。
- 观察主尺上的"0"刻度线与副尺(游标尺) 上的"0"刻度线是否完全对齐。
- 情况一:完全对齐(理想状态):零位正确,无需调整,可直接测量。
- 情况二:未完全对齐(存在零误差):
- 记录副尺"0"线在主尺上的位置。如果副尺"0"线在主尺"0"线右侧,说明有正零误差(比如0.03mm)。如果副尺"0"线在主尺"0"线左侧,说明有负零误差(比如-0.02mm)。测量结果需要加上或减去这个误差值(具体方法见后面读数部分)。
- 有些高精度卡尺可能带有微调螺丝用于校准零位(非必须)。
- 特殊情况: 如果两片外测量爪完全接触时无法对正,或者内测量爪或深度尺无法正确归位,建议将卡尺送去专业机构校准或维修,不要强行使用。
? 二、 测量方法
-
测量外径/长度/宽度:
- 使用外测量爪。
- 左手持待测物体,右手持卡尺(或反之)。
- 张开外测量爪,使其间距略大于待测尺寸。
- 将待测物体置于两片外测量爪之间。
- 关键动作: 用拇指轻轻推动副尺,使两片测量爪刚好接触(或轻微夹住)物体的被测表面。
- 力度要适中! 感受到接触即可,不要用力挤压,以免使卡尺变形或物体变形,导致读数偏小或损坏卡尺。
- 确保物体测量面与外测量爪的整个测量面(垂直部分)接触良好。
- 保持卡尺、测量爪与待测面垂直或平行(根据测量方向而定)。
- 重要提示: 轻轻摆动卡尺,找到能夹住物体的最小距离的位置,即最小读数点。
-
测量内径/槽宽:
- 使用内测量爪(刀口较薄,顶端带凸缘)。
- 张开内测量爪,使其间距略小于待测内径。
- 将内测量爪小心放入孔或槽内。
- 关键动作: 用拇指轻轻向外张开副尺(与测量外径方向相反),使两片内测量爪的外侧刃口分别轻微接触孔壁(或槽壁)。
- 力度同样要适中! 感觉接触即可。
- 确保内测量爪与孔壁或槽壁垂直。
- 轻微摆动卡尺,找到能撑住孔壁的最大距离的位置,即最大读数点。
-
测量深度/台阶高度:
- 使用深度尺(主尺尾部可伸出的细杆)。
- 将主尺尾部的基准面平放并紧贴在待测孔(或台阶)的基准平面上。
- 关键动作: 用拇指轻轻向下推动副尺尾部,使深度尺缓慢伸出,直至其末端(顶点)轻轻接触孔底(或台阶的下平面)。
- 力度要轻! 确保基准面稳固不动。
- 深度尺应与深度方向平行。
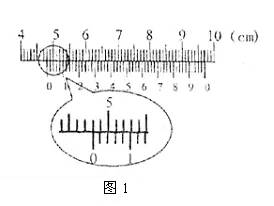
? 三、 读数方法(这是最关键也是最容易出错的部分!)
假设你的卡尺精度是0.02mm(这是最常见的)。
-
读取主尺刻度值:
- 找到副尺(游标尺)上的"0"刻度线(即第一条线)。
- 看这条"0"线在主尺上左边的最近一条刻度线的位置。
- 这条主尺刻度线的数值就是测量的整毫米数。
- 例如: 副尺"0"线在主尺"25mm"刻线右边一点,主尺读数就是25.00mm。
-
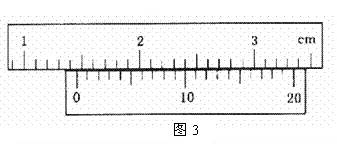
读取副尺刻度值(识别小数值):
- 注意: 副尺上通常标有0到10的数字(代表0, 0.1, 0.2, ... , 0.9, 1.0 mm),但每条线代表精度值(如0.02mm)。
- 仔细观察主尺上紧邻副尺"0"线右侧的刻度线。
- 从左向右(从副尺"0"线向右)数副尺上的刻度线,找到哪一条副尺刻度线与主尺上的任一刻度线(不必是主尺数字线)完全对齐。
- 副尺刻度线与主尺刻度线对齐时,这条线在副尺上的序号数(从0开始数)乘以精度值(如0.02mm),就是毫米的小数部分。
- 例如:
- 精度0.02mm的卡尺:副尺上第5条线(标着"10"的那条线通常是第五十条线)与主尺刻度对齐,则小数值 = 5 × 0.02 = 0.10mm。
- 或者副尺上标"4"的那条线(第20条线)对齐,则小数值 = 20 × 0.02 = 0.40mm。
- 找不到完全对齐? 找到接近程度最高的那条线(眼睛应垂直于刻度线观察,避免视差)。
-
计算最终测量值:
- 将主尺读数(整毫米)与副尺读数(小数值)相加。
- 最终值 = 主尺读数 + 副尺读数。
- 零误差处理(非常重要!):
- 如果之前校零时发现零误差(如+0.03mm或-0.02mm),在最终读数中加上或减去这个误差值。
- 规则:最终读数 = (主尺读数 + 副尺读数) - 零误差
- 比如零误差为+0.03mm(表示零位时偏大0.03mm),那么测量值需要减去0.03mm才是真实值。例如读数为25.40mm,则真实值=25.40 - 0.03 = 25.37mm。
- 反之,零误差为-0.02mm(零位时偏小0.02mm),那么真实值=25.40 - (-0.02) = 25.40 + 0.02 = 25.42mm。
- 简单记忆:真值 = 实测值 - 零误差(带符号)
- 示例:
- 主尺读数为:30mm(副尺"0"线在30mm右方)
- 副尺上第7条线与主尺刻度对齐(精度0.02mm)→ 副尺读数:7 × 0.02 = 0.14mm
- 最终测量值 = 30mm + 0.14mm = 30.14mm
- 如果存在零误差+0.03mm,则真实尺寸 = 30.14mm - (+0.03mm) = 30.11mm。
? 四、 使用后的维护
- 测量完毕后,再次清洁量爪和深度尺。
- 合拢量爪至一个较小的开度(不要完全拧紧螺丝压死),然后放回专用盒内保存。
- 避免跌落、撞击或与其它硬物摩擦。
⚠ 五、 重要注意事项总结
- 校零永远是第一步! 不校零,测量结果毫无意义。
- 施加适当测量力! 无论是夹紧外物还是撑开内孔,用力过大是导致误差和卡尺损坏最常见的原因。感觉接触即可。
- 保证正确接触! 测量爪与被测面要垂直、平行,且充分接触。轻轻晃动卡尺找"最大/最小点"有助于找到正确位置。
- 避免视差! 读数时眼睛必须正对(垂直于)刻度线,从正上方观察。避免在刻度斜上方或斜下方观察,这会导致读数错误。
- 识别对齐线! 读小数时细心找到副尺上与主尺真正对齐的刻度线(找最直最齐的那对线)。
- 考虑零误差! 校零后如发现零误差,计算结果时务必修正。
- 轻拿轻放,妥善保管! 游标卡尺是精密仪器?。
游标卡尺的使用方法及注意事项
游标卡尺是一种常用的测量工具,可以对物体的长度、宽度和深度进行精确测量。它的主要部件包括刻度板、定位爪和可动爪。游标卡尺的使用方法相对简单,但是
2024-01-19 10:01:34
Xilinx-DCM的使用方法技巧
Xilinx-DCM的使用方法技巧(长城电源技术(深圳有限公司)-该文档为Xilinx-DCM的使用方法技巧讲解文档,是一份还算不错的参考文档,感兴趣的可以参考参考,,,,,,,,,,,,,
资料下载
![]() 李鸿洋
2021-09-28 12:46:41
李鸿洋
2021-09-28 12:46:41
ORCADCapture_使用方法与概念
ORCADCapture_使用方法与概念(深圳市核达中远通电源技术股份有限公司怎么样)-ORCADCapture_使用方法与概念
资料下载
![]() vinww特烦恼
2021-09-18 09:53:35
vinww特烦恼
2021-09-18 09:53:35
详解卡尺的使用方法及其保养措施与注意事项
游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。在日常工作中,很多人都会用到,大家都不陌生,游标卡尺貌似简单,但是你真的用对了吗?我们今天就来看一看
2021-03-15 10:02:29
如何使用Arduino读取卡尺
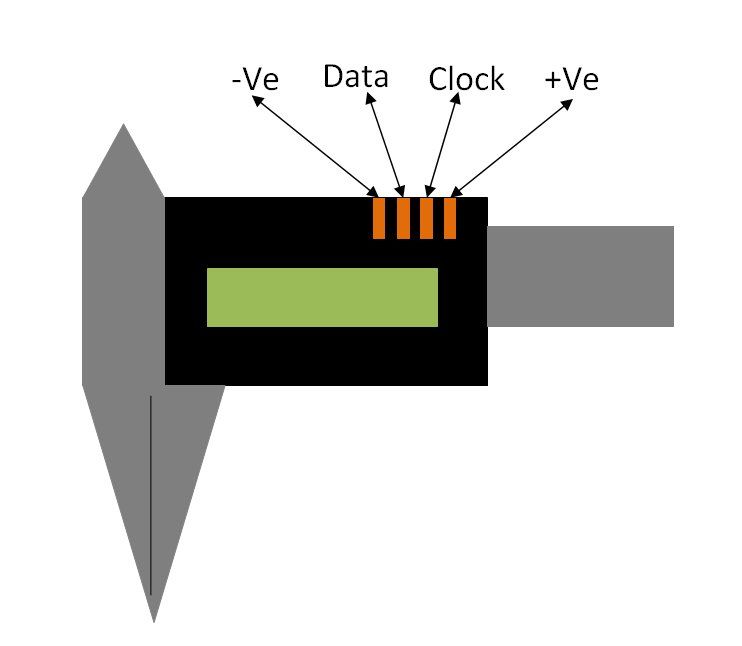
我一直在使用的游标卡尺是Precision Gold的电子数字游标卡尺。我从英国的Maplin(项目代码N48AA)购买了卡尺,价格不到20英镑
2019-09-24 10:27:58
- 如何分清usb-c和type-c的区别
- 中国芯片现状怎样?芯片发展分析
- vga接口接线图及vga接口定义
- 芯片的工作原理是什么?
- 华为harmonyos是什么意思,看懂鸿蒙OS系统!
- 什么是蓝牙?它的主要作用是什么?
- ssd是什么意思
- 汽车电子包含哪些领域?
- TWS蓝牙耳机是什么意思?你真的了解吗
- 什么是单片机?有什么用?
- 升压电路图汇总解析
- plc的工作原理是什么?
- 再次免费公开一肖一吗
- 充电桩一般是如何收费的?有哪些收费标准?
- ADC是什么?高精度ADC是什么意思?
- dtmb信号覆盖城市查询
- EDA是什么?有什么作用?
- 中科院研发成功2nm光刻机
- 苹果手机哪几个支持无线充电的?
- type-c四根线接法图解
- 华为芯片为什么受制于美国?
- 怎样挑选路由器?
- 元宇宙概念股龙头一览
- 锂电池和铅酸电池哪个好?
- 如何进行编码器的正确接线?接线方法介绍
- 什么是场效应管?它的作用是什么?
- 虚短与虚断的概念介绍及区别
- 晶振的作用是什么?
- 大疆无人机的价格贵吗?大约在什么价位?
- amoled屏幕和oled区别
- 苹果nfc功能怎么复制门禁卡
- 单片机和嵌入式的区别是什么
- 复位电路的原理及作用
- BLDC电机技术分析
- dsp是什么意思?有什么作用?
- 苹果无线充电器怎么使用?
- iphone13promax电池容量是多少毫安
- 芯片的组成材料有什么
- 特斯拉充电桩充电是如何收费的?收费标准是什么?
- 直流电机驱动电路及原理图
- 传感器常见类型有哪些?
- 自举电路图
- 苹果笔记本macbookpro18款与19款区别
- 通讯隔离作用
- 新斯的指纹芯片供哪些客户
- 伺服电机是如何进行工作的?它的原理是什么?
- 无人机价钱多少?为什么说无人机烧钱?
- 以太网VPN技术概述
- 手机nfc功能打开好还是关闭好
- 十大公认音质好的无线蓝牙耳机
湘ICP备2023036445号-105